
一种轴承套圈的锻造工艺.pdf

是你****晨呀

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承套圈的锻造工艺.pdf
本发明涉及一种轴承套圈的锻造工艺,该工艺包括如下步骤:1)第一火将钢锭采用中频感应加热炉加热温度至1200℃,压钳口,倒棱,错水口;2)第二火再次加热,镦粗,拔长;3)第三火再次加热,镦粗,旋转压平,冲孔,扩孔;4)第四火再次加热,模圈中镦粗至工艺尺寸,出模,扩孔至工艺尺寸,控制总锻造比>5;5)车削沟槽,在闭成型扩孔机上冷辗扩整径,滚道、倒角一次成型,修整,软磨两端面;6)热处理:预热800℃~850℃,探伤检查后,在小于450℃时装炉预热至600~650℃保温后,再放入950~1000℃的炉子内进行快

轴承套圈锻造工艺的优化.docx
轴承套圈锻造工艺的优化论文:轴承套圈锻造工艺的优化摘要:随着工业的发展,轴承作为重要的机械零件,在各个领域都得到了广泛的应用。而其中的轴承套圈是承受径向载荷和轴向载荷的重要组成部分。本论文旨在探讨轴承套圈锻造工艺的优化,通过分析传统的锻造工艺存在的问题,提出了一种优化的工艺流程,并对其进行了验证和实践。关键词:轴承套圈;锻造工艺;优化;工艺流程;实践验证一、引言轴承套圈作为一种重要的轴承零件,其质量对整个轴承性能起着关键作用。传统的轴承套圈生产工艺通常使用铸造和车削加工,但这些方法存在一些问题,如生产效率
轴承套圈锻造生产线及轴承套圈生产工艺.pdf
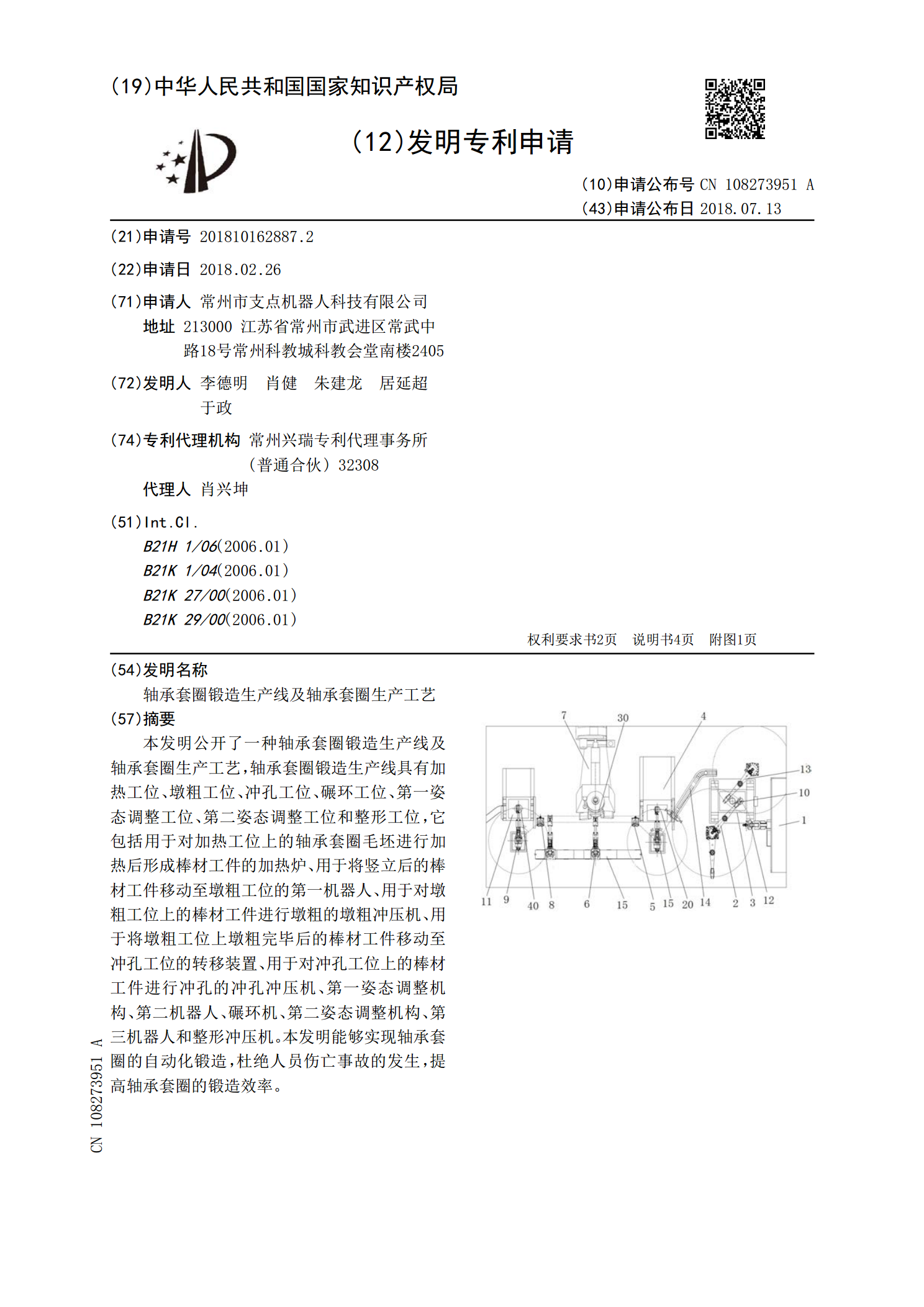
本发明公开了一种轴承套圈锻造生产线及轴承套圈生产工艺,轴承套圈锻造生产线具有加热工位、墩粗工位、冲孔工位、碾环工位、第一姿态调整工位、第二姿态调整工位和整形工位,它包括用于对加热工位上的轴承套圈毛坯进行加热后形成棒材工件的加热炉、用于将竖立后的棒材工件移动至墩粗工位的第一机器人、用于对墩粗工位上的棒材工件进行墩粗的墩粗冲压机、用于将墩粗工位上墩粗完毕后的棒材工件移动至冲孔工位的转移装置、用于对冲孔工位上的棒材工件进行冲孔的冲孔冲压机、第一姿态调整机构、第二机器人、碾环机、第二姿态调整机构、第三机器人和整形
一种轴承套圈自动化锻造工艺.pdf
本发明公开了一种轴承套圈自动化锻造工艺,包括以下步骤:将铸造的棒料钢锭由精密棒料剪下坯料后经自动排料机排料自动送入中频炉加热到1125±5℃,保温5分钟后自动推入缕空自动上料机,所述缕空自动上料机带着坯料从螺旋状高压水喷管中心穿过,所述螺旋状高压水喷管开有喷水孔,所有喷水孔能形成360°无死角的喷水朝向螺旋状高压水喷管轴向中心,所述螺旋状高压水喷管设置有水喷联锁装置;所述缕空自动上料机带着坯料从螺旋状高压水喷管中心穿过后由锻压机械手1送入数控液压锻造机上的下模镦粗模孔,经镦粗后再由锻压机械手1送入下模压扁

一种轴承套圈锻造加工工艺及其加工系统.pdf
本发明公开一种轴承套圈锻造加工工艺及其加工系统,涉及轴承套圈锻造加工技术领域。工艺包括如下步骤(1)将高碳铬轴承钢材质的料段加热至1130℃‑1180℃;(2)将加热的料段沿轴向锻打,得到墩粗的料段;(3)挤压墩粗的料段,使墩粗的料段中部凹陷,冲透料段中部的凹陷部分,得到轴向冲孔的料段;(4)使用数控辗环机对轴向冲孔后的料段辗扩,得到套圈;(5)将套圈在6min‑8min风冷至600℃以下;(6)使用双层辊底式氮气保护退火炉对风冷后的套圈进行球化退火。加工系统包括加热炉、冲床、数控辗环机、风冷机、双层辊底