
一种轴承套圈锻造加工工艺及其加工系统.pdf

篷璐****爱吗


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种轴承套圈锻造加工工艺及其加工系统.pdf
本发明公开一种轴承套圈锻造加工工艺及其加工系统,涉及轴承套圈锻造加工技术领域。工艺包括如下步骤(1)将高碳铬轴承钢材质的料段加热至1130℃‑1180℃;(2)将加热的料段沿轴向锻打,得到墩粗的料段;(3)挤压墩粗的料段,使墩粗的料段中部凹陷,冲透料段中部的凹陷部分,得到轴向冲孔的料段;(4)使用数控辗环机对轴向冲孔后的料段辗扩,得到套圈;(5)将套圈在6min‑8min风冷至600℃以下;(6)使用双层辊底式氮气保护退火炉对风冷后的套圈进行球化退火。加工系统包括加热炉、冲床、数控辗环机、风冷机、双层辊底
一种滚动轴承套圈加工工艺.pdf
本发明公开了一种滚动轴承套圈加工工艺,包括以下步骤:(1)、下料;(2)、冷辗成型;(3)、热处理淬、回火,退火将钢加热到奥氏体转变温度以上,保温20‑60分钟,然后随炉冷却500℃以下出炉空冷;正火钢加热到Ac3或Accm以上,保温20‑60分钟,然后从炉中取出,在空气中冷却;淬火将钢或合金加热到临界温度Ac1或Ac3以上30~50℃,保温20‑60分钟,然后在水或油等介质中快速冷却;(4)、磨削;(5)、退磁、清洗。本发明的滚动轴承套圈加工工艺,通过对个步骤进行优化,以及对温度等参数进行精确控制,从而
一种全自动轴承套圈锻造加工生产线.pdf
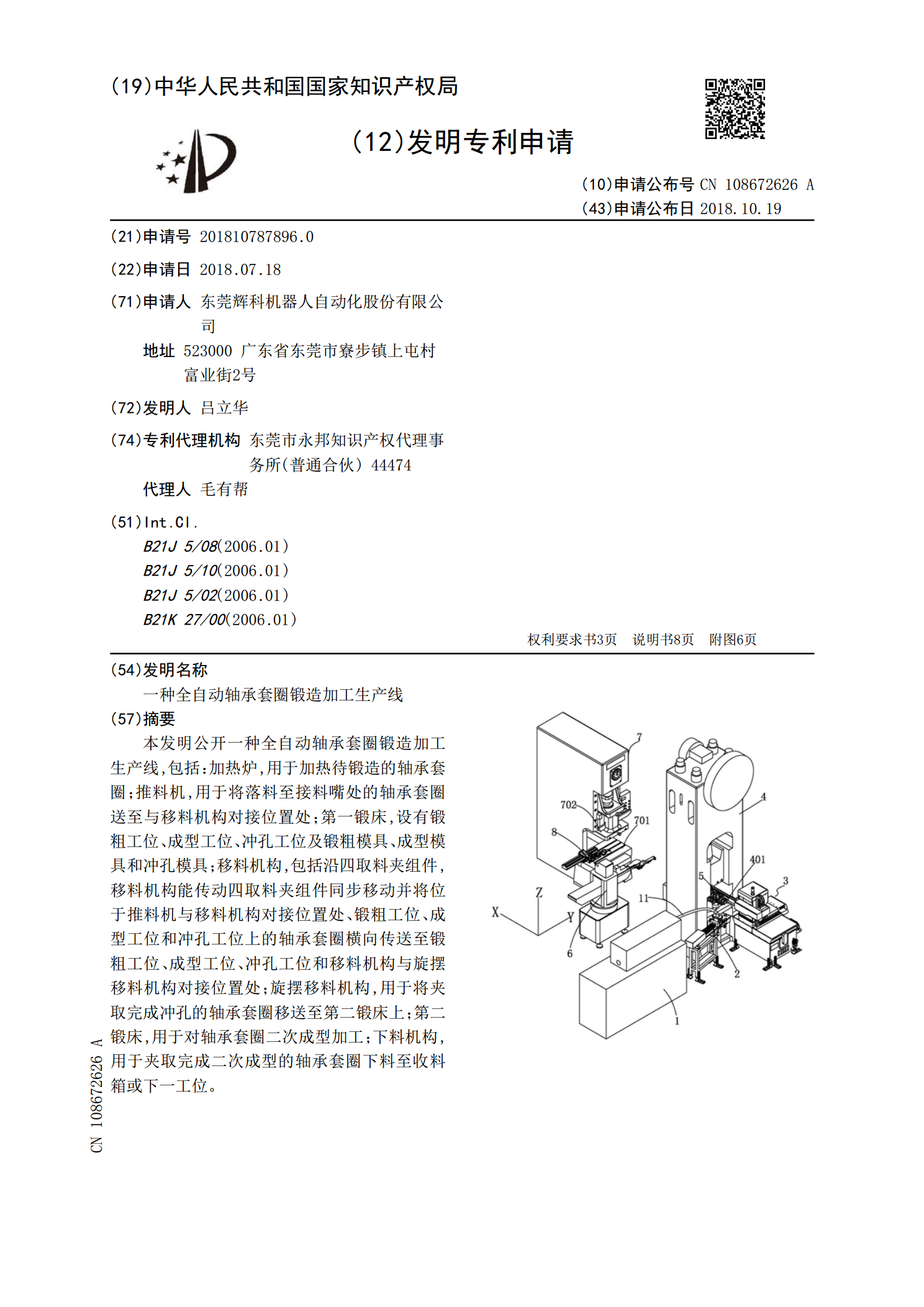
本发明公开一种全自动轴承套圈锻造加工生产线,包括:加热炉,用于加热待锻造的轴承套圈;推料机,用于将落料至接料嘴处的轴承套圈送至与移料机构对接位置处;第一锻床,设有锻粗工位、成型工位、冲孔工位及锻粗模具、成型模具和冲孔模具;移料机构,包括沿四取料夹组件,移料机构能传动四取料夹组件同步移动并将位于推料机与移料机构对接位置处、锻粗工位、成型工位和冲孔工位上的轴承套圈横向传送至锻粗工位、成型工位、冲孔工位和移料机构与旋摆移料机构对接位置处;旋摆移料机构,用于将夹取完成冲孔的轴承套圈移送至第二锻床上;第二锻床,用于

一种轴承圈的加工工艺.pdf
本发明特指一种轴承圈的加工工艺,属于轴承制造技术领域,包括如下步骤:选用2.5mm厚的圆片钢材进行冲压下料;冲压成型,得到轴承圈的内圈和外圈;内圈和外圈分别通过车床进行车内经、车外径、车平面、车台阶和倒角;将内圈和外圈分别倒入振动机中进行震动除渣和去毛刺,震动时间为10s,震动间隔时间为5s,总共震动8至10次;将震动处理后的内圈和外圈放入清洗机中清洗;热处理,将轴承圈送入加热炉中进行高温淬火,并在盐槽中进行等温盐浴;将热处理后的轴承圈投入水洗槽中,进行清洗;将清洗后的轴承圈投入防锈槽进行防锈处理;最后将

滚动轴承套圈加工工艺.docx
滚动轴承(深沟球轴承)套圈的热处理工艺选择零件零件的服役条件及性能要求滚动轴承的机械及工作环境千差万别,套圈要在拉伸、冲击、压缩、剪切、弯曲等交变复杂应力状态下长期工作。一般情况下,套圈的主要破坏形式是在交变应力作用下的疲劳剥落以及摩擦磨损,裂纹压痕锈蚀。所以,这就要求套圈具有高的抗塑性变形的能力,较少的摩擦磨损,良好的尺寸精度及稳定性和较长的接触疲劳寿命。综上所诉,要求套圈要有1)高的接触疲劳强度2)高的耐磨性3)高的弹性极限4)适宜的硬度5)一定的韧性6)良好的尺寸稳定性7)良好的防锈能力8)良好的工