
一种纯毛绒面可机洗精纺面料的生产方法及洗涤方法.pdf

猫巷****熙柔


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种纯毛绒面可机洗精纺面料的生产方法及洗涤方法.pdf
本发明提供一种纯毛绒面可机洗精纺面料的生产方法及洗涤方法,包括以下步骤:将羊毛纤维进行超低温毛条染色;将染色后的羊毛纤维经梳理、纺纱制得纯毛纱线;将制得的纯毛纱线经整经后上机织造,得到纯毛面料;将制得的纯毛面料进行后整理,制得可机洗精纺面料。采用柔软气流洗呢的缩绒物理方式进行前处理,扩大了羊毛纤维吸水膨胀程度,纱线自然收缩起毛,降低了绒面毛精纺面料生产过程对羊毛纤维本身的损伤以及生产过程中的消耗,革新了工艺流程;采用纯毛绒面精纺面料的生态防缩技术,具体为纯物理方式,使纱线弯曲卷缩达到绒面效果,达到布面和生

一种纯毛绒面弹力机可洗面料的生产方法.pdf
本发明公开了一种纯毛绒面弹力机可洗面料的生产方法,包括纺纱、织造和染整工序,织造的纱线中高支羊毛含量不小于95%;染整包括依次的连煮、缩呢、烘干、刷剪、柔软、第一次蒸呢、剥鳞、水洗、热定型、防缩、焙烘、第二次蒸呢;缩呢为洗缩联合缩呢。该纯毛绒面弹力机可洗面料的生产方法通过洗缩联合缩呢工艺获得绒面丰厚的纯毛绒面面料,再通过后整理中的剥鳞、防缩和多次蒸呢定型,赋予纯毛绒面面料良好的机可洗稳定性;面料成品品质优良、风格稳定、绒感丰厚、达到机可洗标准,满足市场需求。

一种全毛可机洗精纺浓黑绒面面料的加工方法.pdf
本发明提供了一种全毛可机洗精纺浓黑绒面面料的加工方法,过程为:羊毛纤维经染色、纺纱、织造,获得坯布;坯布经染整工序处理后,获得可机洗浓黑绒面面料;其中,染整工序包括坯布连煮及辊烘、缩呢、开幅、联煮、烘干、中检、熟修、剪毛、连蒸、罐蒸、联煮、丝光、洗呢、手工开幅、联煮、烘干、染缸、开幅、联煮、烘干、中检、烘干可机洗、烘焙、剪毛、连蒸、罐蒸、预缩、成品。使用本发明提供的加工方法获得的面料,连续机洗5次后,面料外观无明显变化,尺寸变化率优于国标GB/T8629‑2017(经向≥‑2.5,纬向≥‑2.0)标准,起
一种超白毛精纺面料的生产方法.pdf
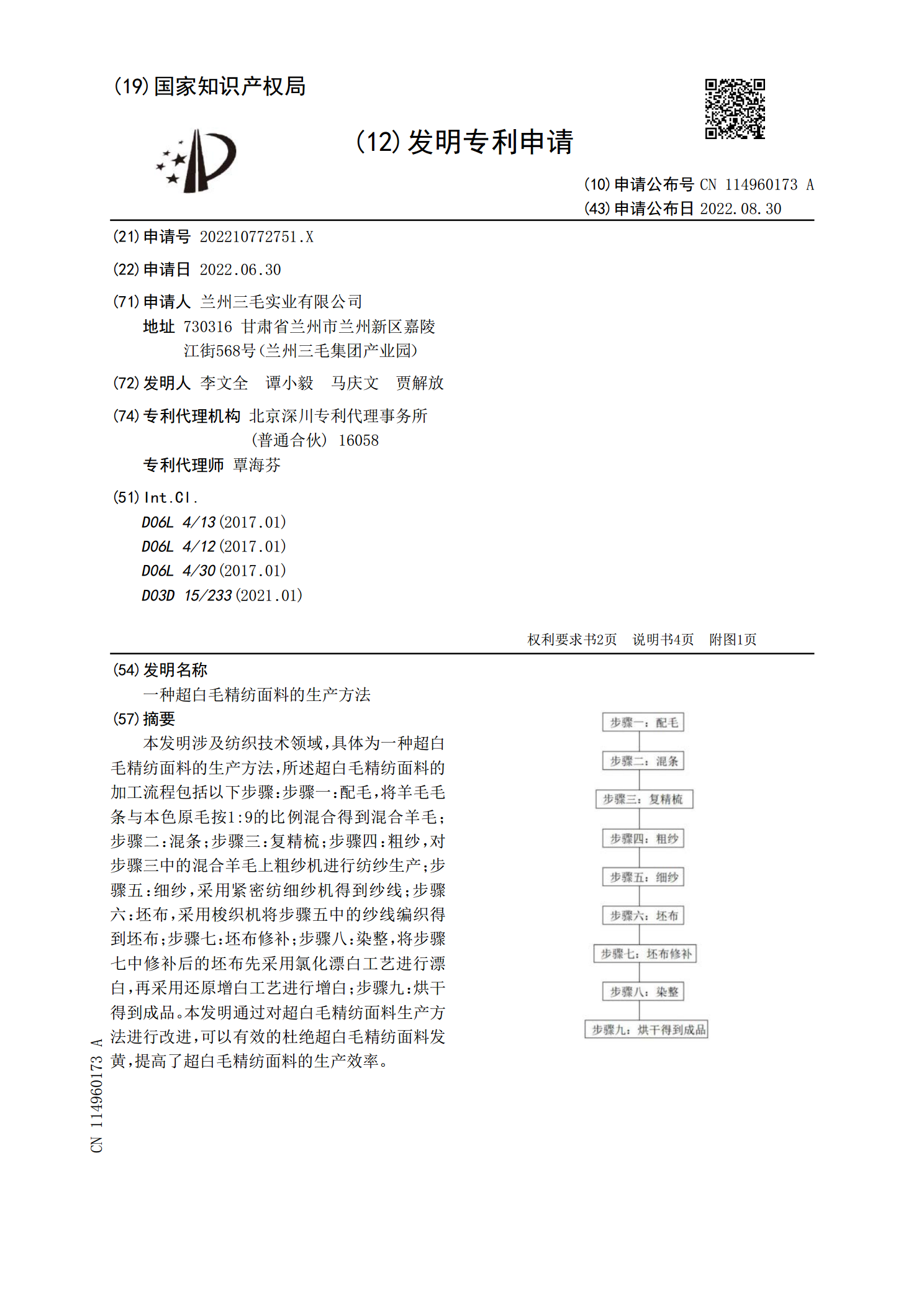
本发明涉及纺织技术领域,具体为一种超白毛精纺面料的生产方法,所述超白毛精纺面料的加工流程包括以下步骤:步骤一:配毛,将羊毛毛条与本色原毛按1:9的比例混合得到混合羊毛;步骤二:混条;步骤三:复精梳;步骤四:粗纱,对步骤三中的混合羊毛上粗纱机进行纺纱生产;步骤五:细纱,采用紧密纺细纱机得到纱线;步骤六:坯布,采用梭织机将步骤五中的纱线编织得到坯布;步骤七:坯布修补;步骤八:染整,将步骤七中修补后的坯布先采用氯化漂白工艺进行漂白,再采用还原增白工艺进行增白;步骤九:烘干得到成品。本发明通过对超白毛精纺面料生产

一种毛精纺阻燃面料的生产方法.pdf
本文公开了一种毛精纺阻燃面料的生产方法,是将经过染色、复精梳后的羊毛条与高性能原液染色的芳纶条进行混合,先经过前纺10道针梳和精梳工序形成粗纱;再经过后纺的纺纱、络并捻、蒸纱,形成成纱;再经过织造形成坯布;坯布经生修、烧毛、洗呢、煮呢、烘干、热定型、连蒸、罐蒸、连蒸、罐蒸的后整理工序生产成毛精纺阻燃面料。该面料阻燃性能达到GB17591《阻燃织物》标准中的B1级别,并具有毛型面料的手感与风格,兼具功能性与服用性。