
一种铝合金焊丝表面刮削方法与设备.pdf

是你****芹呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种铝合金焊丝表面刮削方法与设备.pdf
本发明涉及一种金属焊丝的制造方法,尤其是涉及一种铝合金焊丝表面刮削方法与设备。其主要是解决现有技术所存在的焊丝的表面处理均采用化学处理方法,因为化学处理后表面光洁度不足,输送时易发生堵塞,同时表面留有油污和化学残渍,所以利用此焊丝焊接时会产生烟雾,焊缝及附近有黑斑和飞溅现象等的问题。本发明的步骤包括放线、定位、擦拭、粗刮、精刮、冷却。本发明的设备包括机架,机架内部连接有定位轮、擦拭模、粗刮模、精刮模、冷却装置。

一种铝合金焊丝制备方法及其制备的铝合金焊丝.pdf
本发明提供了一种铝合金焊丝制备方法及其制备的铝合金焊丝,方法包括:将铝锭加入到感应电炉中,熔化并升温至850℃~880℃,然后将感应电炉调整为搅拌模式;将氟钛酸钾、氟硼酸钾、铌粉混合料加入感应电炉内,反应后倾倒出合金表面上的熔盐;加入氟化钙清理合金表面剩余熔盐,清理完毕后,将合金温度降至800℃‑830℃,用旋转除气机通氩气进行精炼除气;精炼除气完毕清理合金表面浮渣后,将合金连铸连轧连挤成
一种5356铝合金焊丝制备方法.pdf
本发明公开了一种5356铝合金焊丝制备方法,属于铝焊丝生产技术领域,S1、粗刮削:去除表面的氧化皮,得到直径为2.40mm焊丝;S2、首次拉拔:采用水箱拉丝机将铝合金焊丝进行拉拔,得到直径为1.370mm焊丝;S3、精刮削:去除表面硬化龟裂层,并进行整圆抛光,得到直径为1.280mm焊丝;S4、定型拉拔:将铝合金焊丝拉拔成产品规格为Φ1.185mm的焊丝;S5、清洗:先进行抛光,去除表面的油污及铝粉,然后超声波和和热水漂洗清洁;S6、干燥:采用热风烘干将铝合金焊丝烘干。采用先刮后拉的工艺,可以提高刮削操作
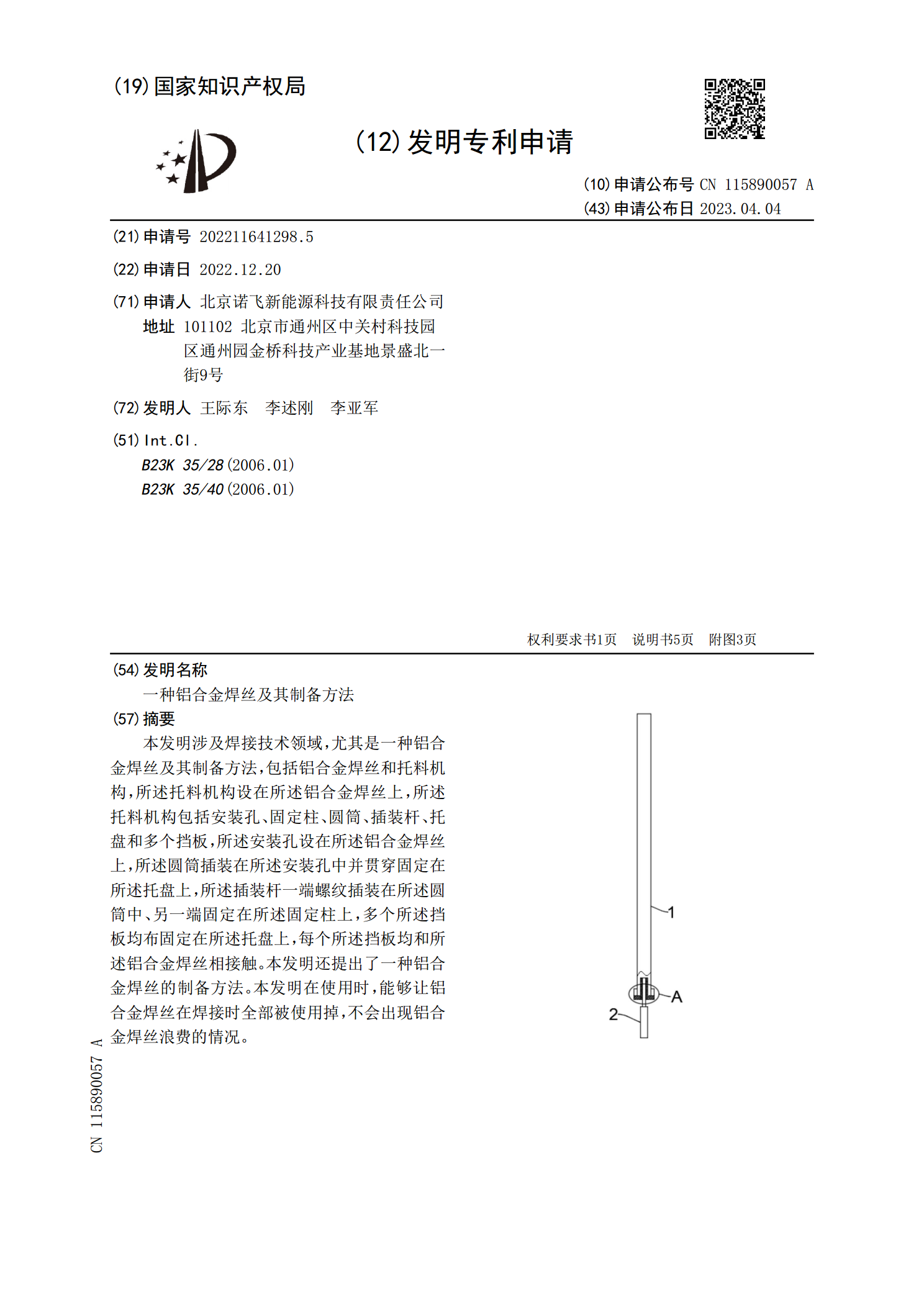
一种铝合金焊丝及其制备方法.pdf
本发明涉及焊接技术领域,尤其是一种铝合金焊丝及其制备方法,包括铝合金焊丝和托料机构,所述托料机构设在所述铝合金焊丝上,所述托料机构包括安装孔、固定柱、圆筒、插装杆、托盘和多个挡板,所述安装孔设在所述铝合金焊丝上,所述圆筒插装在所述安装孔中并贯穿固定在所述托盘上,所述插装杆一端螺纹插装在所述圆筒中、另一端固定在所述固定柱上,多个所述挡板均布固定在所述托盘上,每个所述挡板均和所述铝合金焊丝相接触。本发明还提出了一种铝合金焊丝的制备方法。本发明在使用时,能够让铝合金焊丝在焊接时全部被使用掉,不会出现铝合金焊丝浪
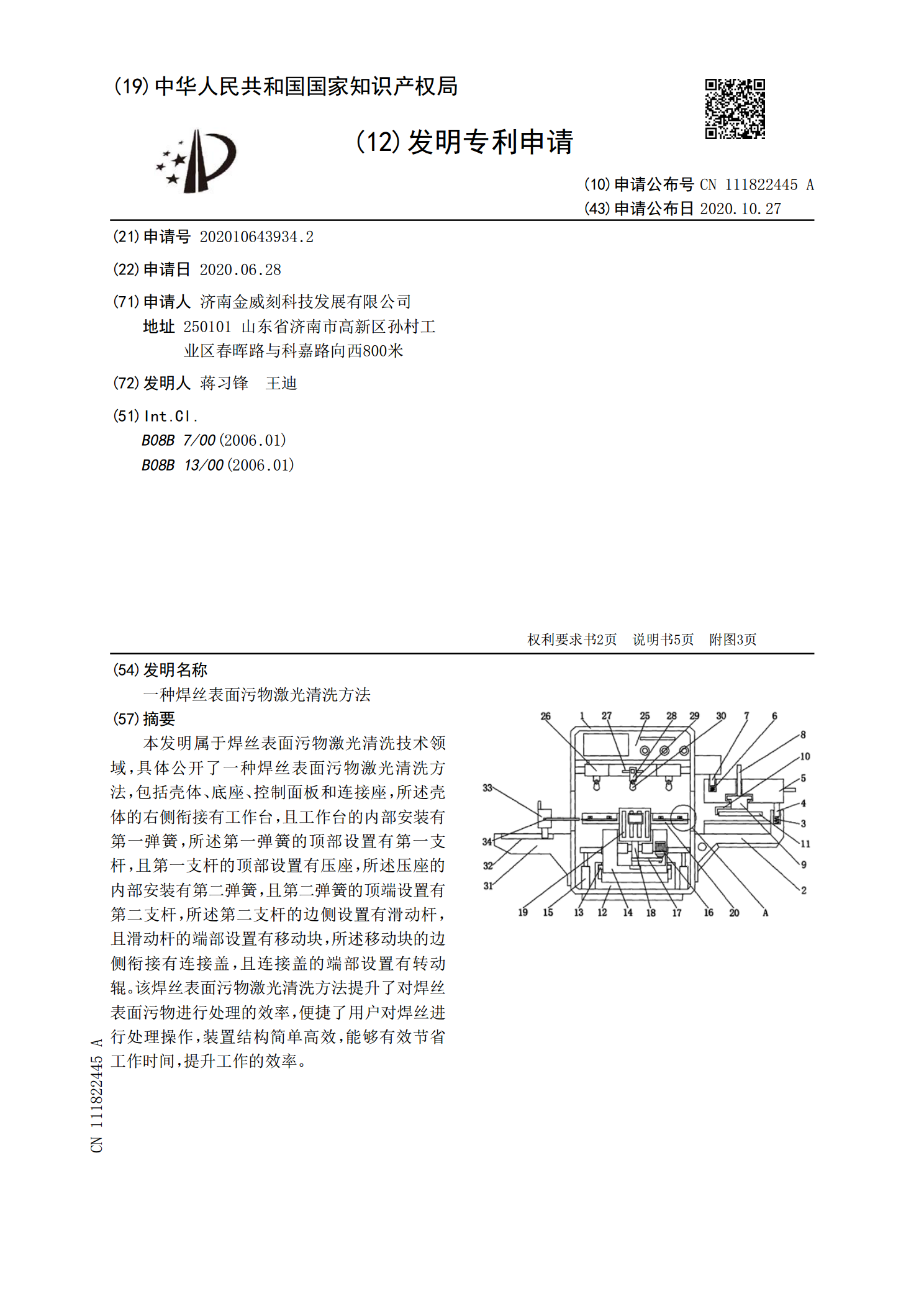
一种焊丝表面污物激光清洗方法.pdf
本发明属于焊丝表面污物激光清洗技术领域,具体公开了一种焊丝表面污物激光清洗方法,包括壳体、底座、控制面板和连接座,所述壳体的右侧衔接有工作台,且工作台的内部安装有第一弹簧,所述第一弹簧的顶部设置有第一支杆,且第一支杆的顶部设置有压座,所述压座的内部安装有第二弹簧,且第二弹簧的顶端设置有第二支杆,所述第二支杆的边侧设置有滑动杆,且滑动杆的端部设置有移动块,所述移动块的边侧衔接有连接盖,且连接盖的端部设置有转动辊。该焊丝表面污物激光清洗方法提升了对焊丝表面污物进行处理的效率,便捷了用户对焊丝进行处理操作,装置