
一种铝合金焊丝制备方法及其制备的铝合金焊丝.pdf

Ch****75

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金焊丝制备方法及其制备的铝合金焊丝.pdf
本发明提供了一种铝合金焊丝制备方法及其制备的铝合金焊丝,方法包括:将铝锭加入到感应电炉中,熔化并升温至850℃~880℃,然后将感应电炉调整为搅拌模式;将氟钛酸钾、氟硼酸钾、铌粉混合料加入感应电炉内,反应后倾倒出合金表面上的熔盐;加入氟化钙清理合金表面剩余熔盐,清理完毕后,将合金温度降至800℃‑830℃,用旋转除气机通氩气进行精炼除气;精炼除气完毕清理合金表面浮渣后,将合金连铸连轧连挤成
一种铝合金焊丝及其制备方法.pdf
本发明涉及焊接技术领域,尤其是一种铝合金焊丝及其制备方法,包括铝合金焊丝和托料机构,所述托料机构设在所述铝合金焊丝上,所述托料机构包括安装孔、固定柱、圆筒、插装杆、托盘和多个挡板,所述安装孔设在所述铝合金焊丝上,所述圆筒插装在所述安装孔中并贯穿固定在所述托盘上,所述插装杆一端螺纹插装在所述圆筒中、另一端固定在所述固定柱上,多个所述挡板均布固定在所述托盘上,每个所述挡板均和所述铝合金焊丝相接触。本发明还提出了一种铝合金焊丝的制备方法。本发明在使用时,能够让铝合金焊丝在焊接时全部被使用掉,不会出现铝合金焊丝浪
一种5356铝合金焊丝制备方法.pdf
本发明公开了一种5356铝合金焊丝制备方法,属于铝焊丝生产技术领域,S1、粗刮削:去除表面的氧化皮,得到直径为2.40mm焊丝;S2、首次拉拔:采用水箱拉丝机将铝合金焊丝进行拉拔,得到直径为1.370mm焊丝;S3、精刮削:去除表面硬化龟裂层,并进行整圆抛光,得到直径为1.280mm焊丝;S4、定型拉拔:将铝合金焊丝拉拔成产品规格为Φ1.185mm的焊丝;S5、清洗:先进行抛光,去除表面的油污及铝粉,然后超声波和和热水漂洗清洁;S6、干燥:采用热风烘干将铝合金焊丝烘干。采用先刮后拉的工艺,可以提高刮削操作
一种超细晶铝合金焊丝及其制备方法.pdf
本发明涉及一种超细晶铝合金焊丝及其制备方法,其组成成分和含量为:SC0.05%~0.8%,Er0.05%~0.6%,混合稀土0.01%~0.8%,B0.01%~0.5%,Ti0.1%~0.3%,Cr0.05%~0.4%,Zr0.05%~0.2%,Mn0.1%~0.6%,Zn0.2%~1.0%,Mg4%~8%,其余为Al。制备方法如下:首先将铝锭或熔融铝液加入到半封闭反射炉中,再加入Mn、Ti、Zr、Cr、Zn,再加入B和稀土,对合金熔体进行炉内精炼。精炼后,对合金熔体打渣,静置后将纯Mg压入合金熔体。将熔
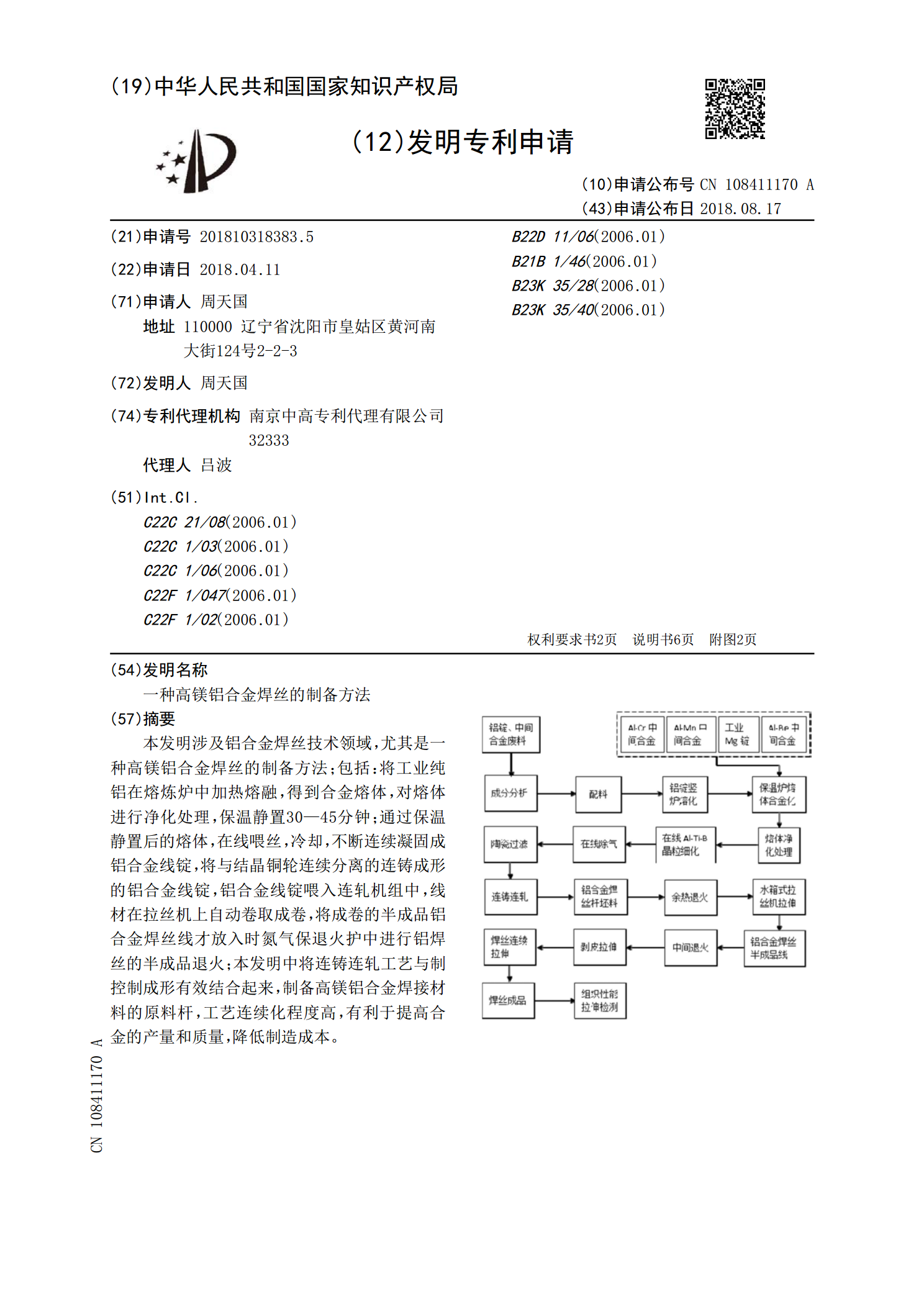
一种高镁铝合金焊丝的制备方法.pdf
本发明涉及铝合金焊丝技术领域,尤其是一种高镁铝合金焊丝的制备方法;包括:将工业纯铝在熔炼炉中加热熔融,得到合金熔体,对熔体进行净化处理,保温静置30—45分钟;通过保温静置后的熔体,在线喂丝,冷却,不断连续凝固成铝合金线锭,将与结晶铜轮连续分离的连铸成形的铝合金线锭,铝合金线锭喂入连轧机组中,线材在拉丝机上自动卷取成卷,将成卷的半成品铝合金焊丝线才放入时氮气保退火护中进行铝焊丝的半成品退火;本发明中将连铸连轧工艺与制控制成形有效结合起来,制备高镁铝合金焊接材料的原料杆,工艺连续化程度高,有利于提高合金的产