
一种5356铝合金焊丝制备方法.pdf

宜欣****外呢

1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种5356铝合金焊丝制备方法.pdf
本发明公开了一种5356铝合金焊丝制备方法,属于铝焊丝生产技术领域,S1、粗刮削:去除表面的氧化皮,得到直径为2.40mm焊丝;S2、首次拉拔:采用水箱拉丝机将铝合金焊丝进行拉拔,得到直径为1.370mm焊丝;S3、精刮削:去除表面硬化龟裂层,并进行整圆抛光,得到直径为1.280mm焊丝;S4、定型拉拔:将铝合金焊丝拉拔成产品规格为Φ1.185mm的焊丝;S5、清洗:先进行抛光,去除表面的油污及铝粉,然后超声波和和热水漂洗清洁;S6、干燥:采用热风烘干将铝合金焊丝烘干。采用先刮后拉的工艺,可以提高刮削操作

一种铝合金焊丝制备方法及其制备的铝合金焊丝.pdf
本发明提供了一种铝合金焊丝制备方法及其制备的铝合金焊丝,方法包括:将铝锭加入到感应电炉中,熔化并升温至850℃~880℃,然后将感应电炉调整为搅拌模式;将氟钛酸钾、氟硼酸钾、铌粉混合料加入感应电炉内,反应后倾倒出合金表面上的熔盐;加入氟化钙清理合金表面剩余熔盐,清理完毕后,将合金温度降至800℃‑830℃,用旋转除气机通氩气进行精炼除气;精炼除气完毕清理合金表面浮渣后,将合金连铸连轧连挤成
一种ER5356桶装铝合金焊丝的生产方法.pdf
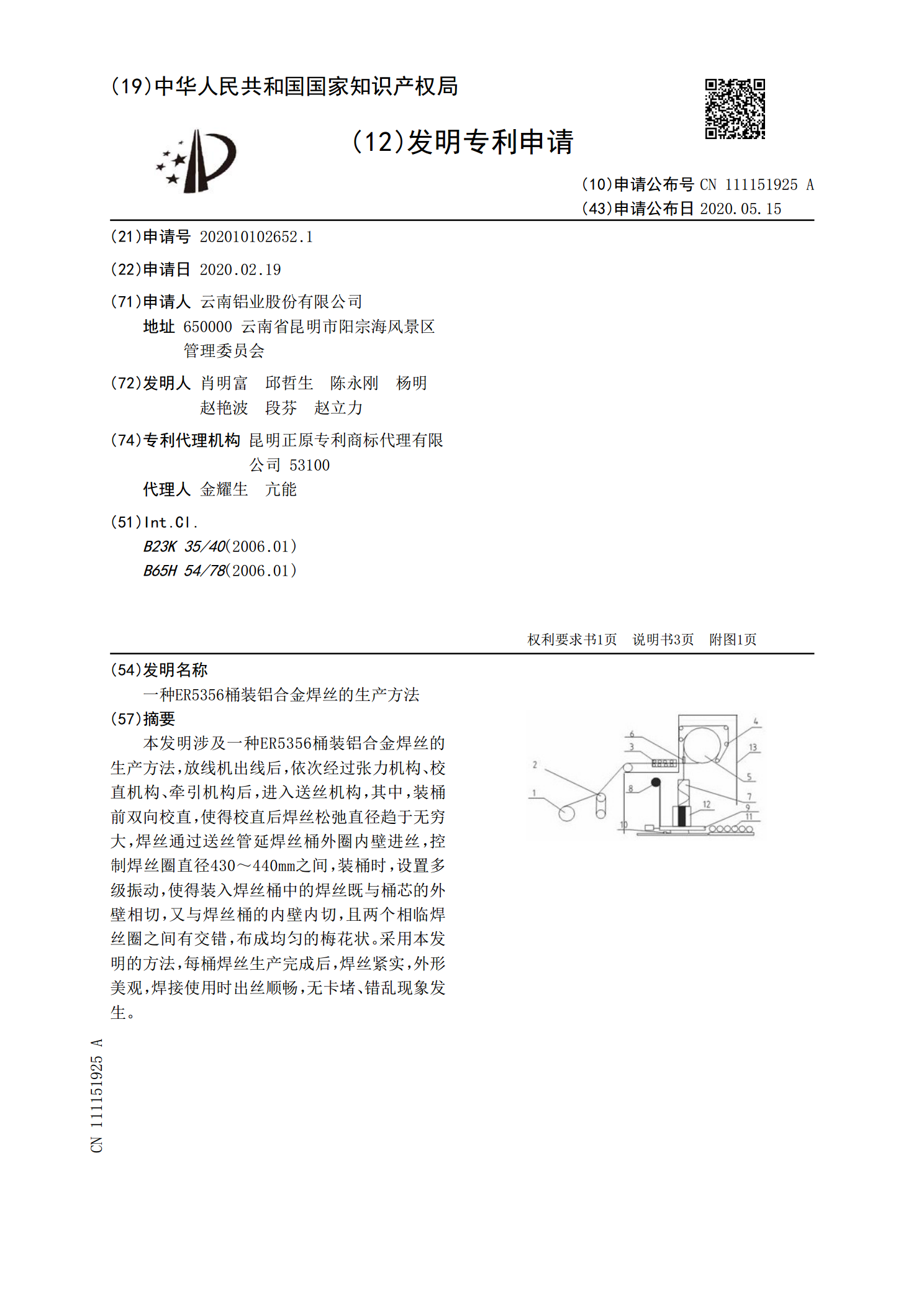
本发明涉及一种ER5356桶装铝合金焊丝的生产方法,放线机出线后,依次经过张力机构、校直机构、牵引机构后,进入送丝机构,其中,装桶前双向校直,使得校直后焊丝松弛直径趋于无穷大,焊丝通过送丝管延焊丝桶外圈内壁进丝,控制焊丝圈直径430~440mm之间,装桶时,设置多级振动,使得装入焊丝桶中的焊丝既与桶芯的外壁相切,又与焊丝桶的内壁内切,且两个相临焊丝圈之间有交错,布成均匀的梅花状。采用本发明的方法,每桶焊丝生产完成后,焊丝紧实,外形美观,焊接使用时出丝顺畅,无卡堵、错乱现象发生。
一种铝合金焊丝及其制备方法.pdf
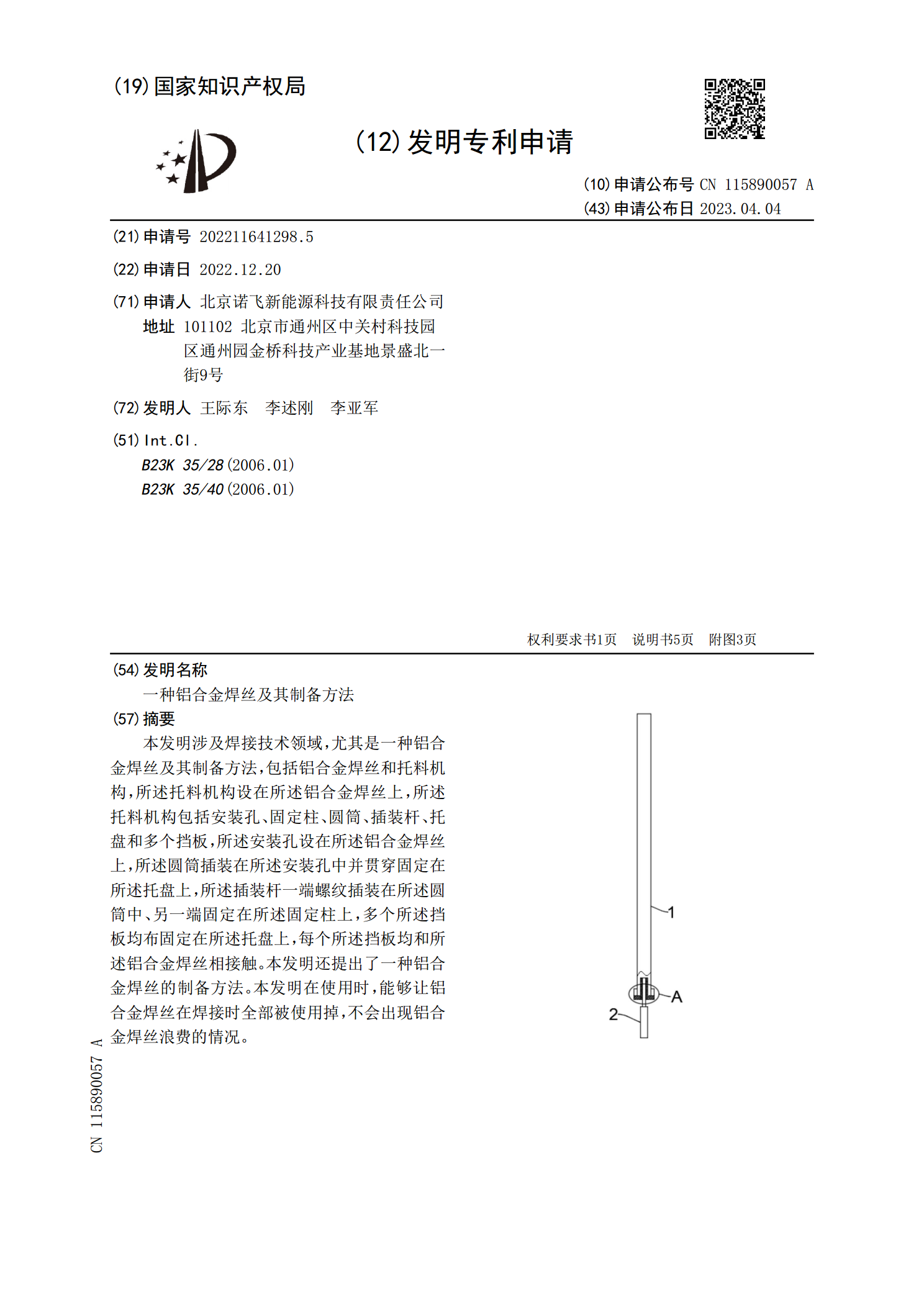
本发明涉及焊接技术领域,尤其是一种铝合金焊丝及其制备方法,包括铝合金焊丝和托料机构,所述托料机构设在所述铝合金焊丝上,所述托料机构包括安装孔、固定柱、圆筒、插装杆、托盘和多个挡板,所述安装孔设在所述铝合金焊丝上,所述圆筒插装在所述安装孔中并贯穿固定在所述托盘上,所述插装杆一端螺纹插装在所述圆筒中、另一端固定在所述固定柱上,多个所述挡板均布固定在所述托盘上,每个所述挡板均和所述铝合金焊丝相接触。本发明还提出了一种铝合金焊丝的制备方法。本发明在使用时,能够让铝合金焊丝在焊接时全部被使用掉,不会出现铝合金焊丝浪

焊丝用5356铝合金改性研究的开题报告.docx
焊丝用5356铝合金改性研究的开题报告一、研究背景及意义焊接是现代工业生产中广泛应用的一种连接方法。铝合金焊接是焊接技术中一种重要的形式,它具有特色明显,广泛应用和重要意义。然而,在铝合金焊接过程中虽然可以采用多种焊接方法,但是从实际使用效果来看,铝合金的焊接效果仍然不尽如人意。因此,在铝合金焊接过程中,如何通过改良焊接材料的性能来提高焊接质量,已成为研究焦点。5356铝合金是一种常用的铝合金,目前在焊接中广泛使用,但是,针对其具体焊接应用及性能需求,尚需进一步加以改良和研究。故开展本课题的研究,对于提高