
1-3MW风电轮毂铁塑模具的制备方法.pdf

一条****丹淑


1/7
2/7
3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

1-3MW风电轮毂铁塑模具的制备方法.pdf
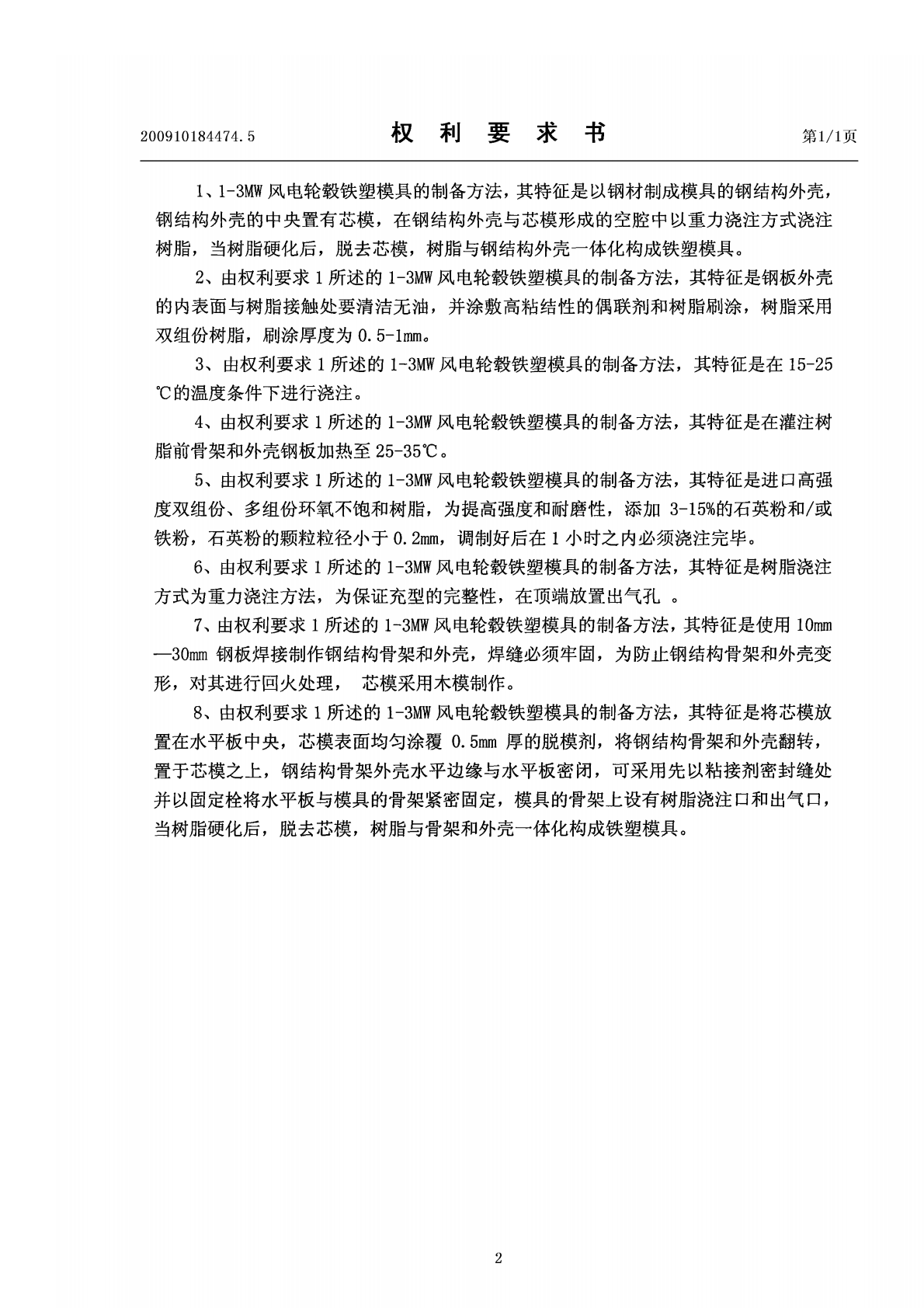
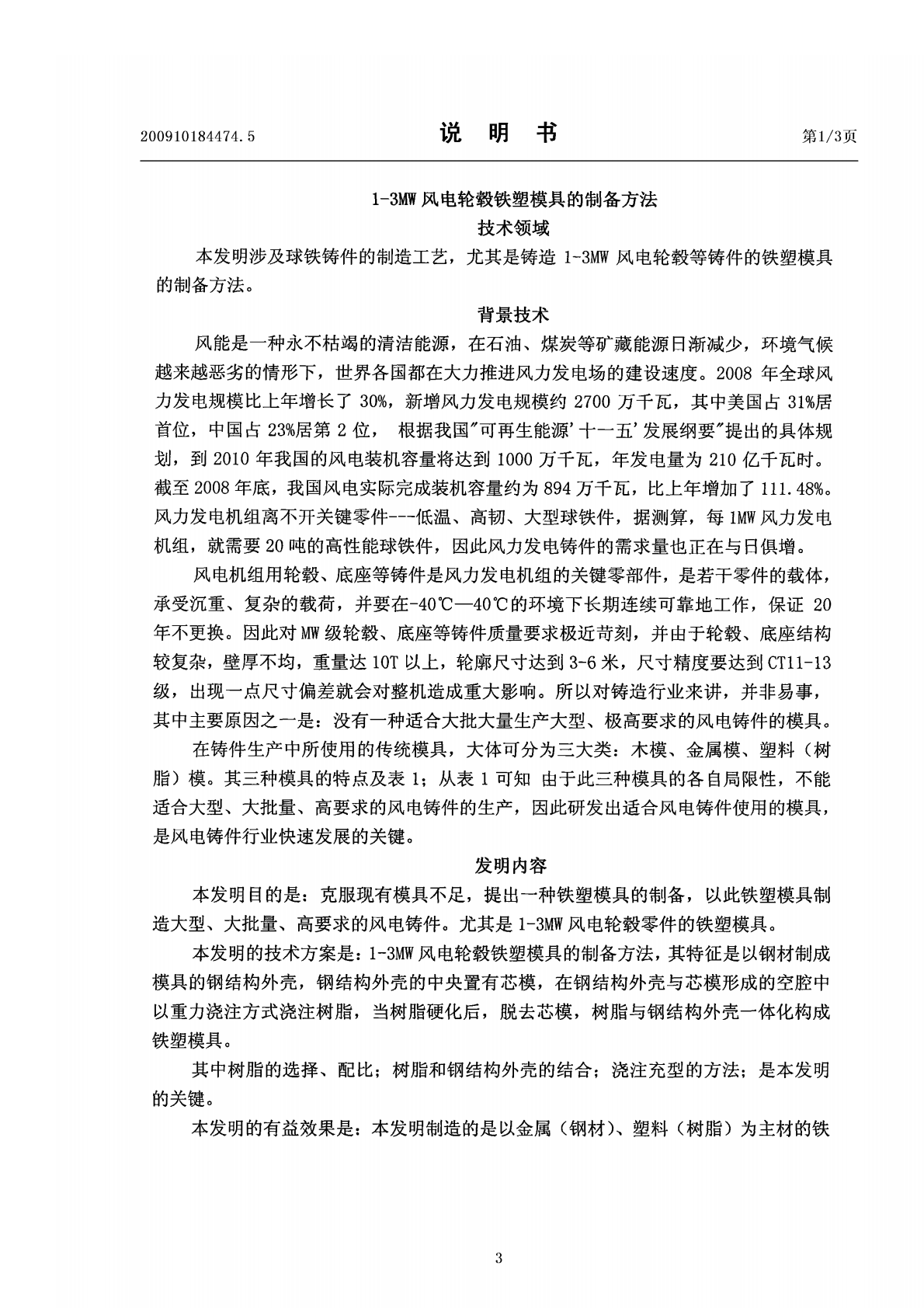
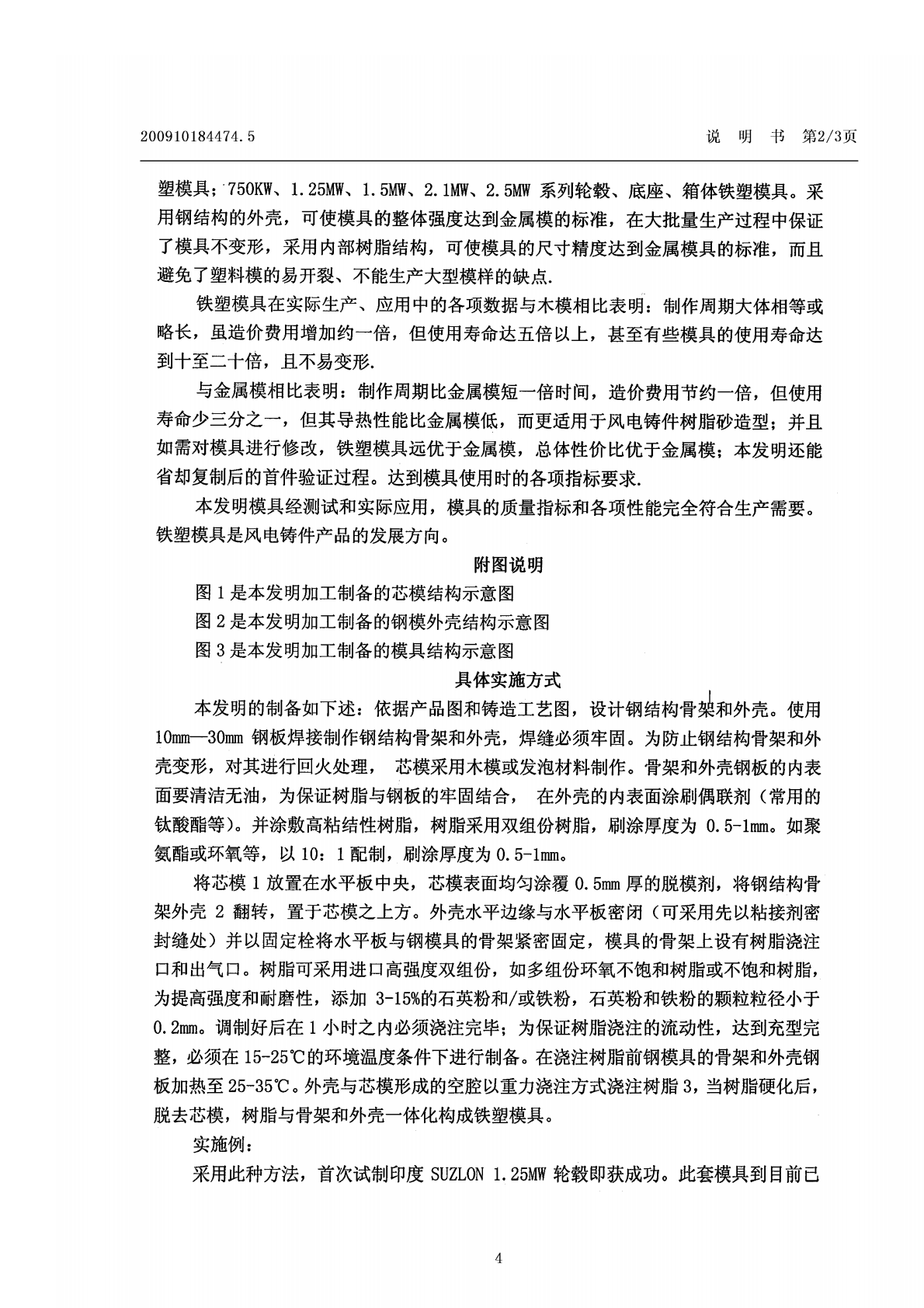
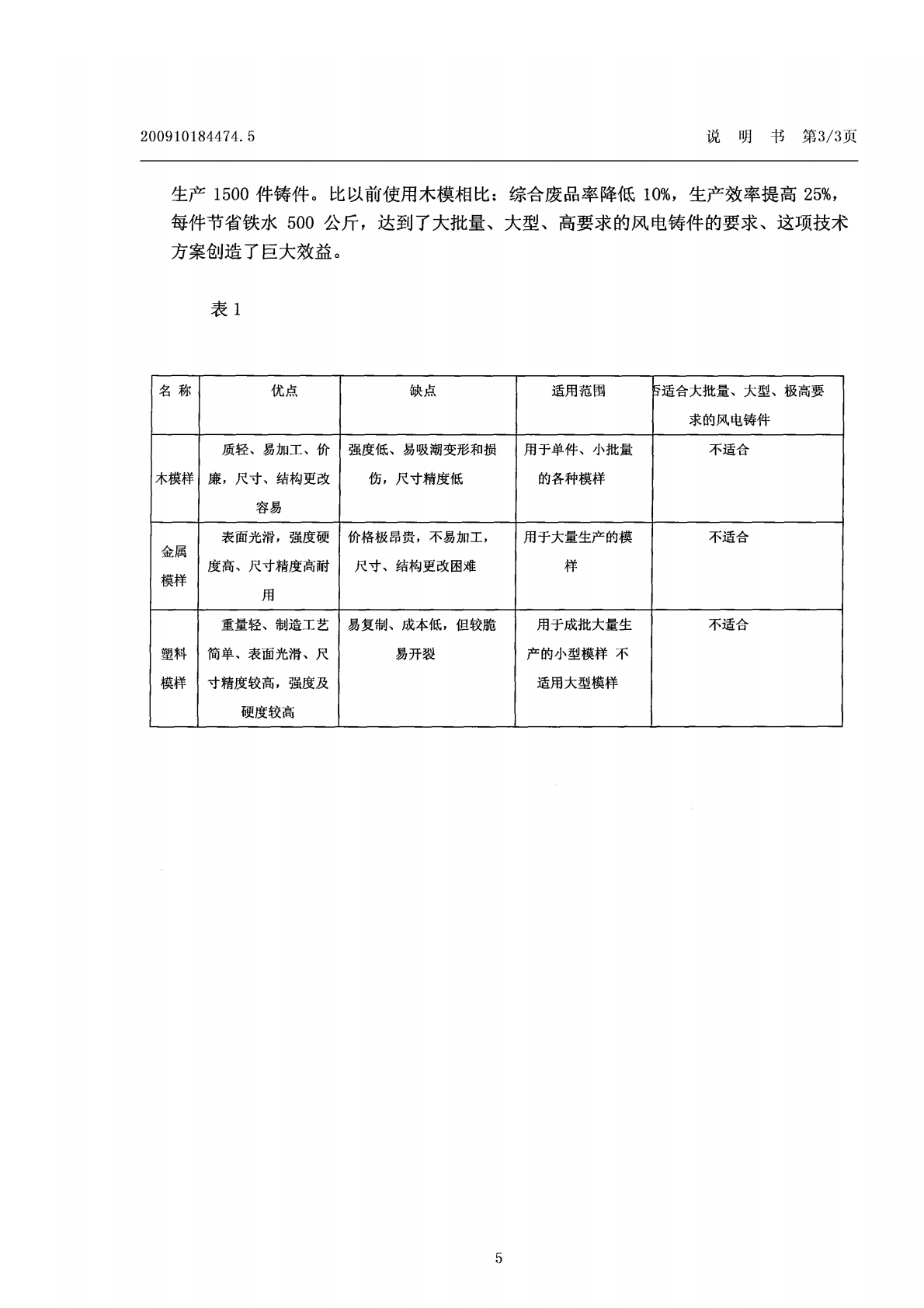
1-3MW风电轮毂铁塑模具的制备方法,以钢材制成模具的钢结构外壳,钢结构外壳的中央置有芯模,钢板外壳的内表面与树脂接触处要清洁无油,以喷丸方式进行处理,对内表面打毛打粗、焊接若干连接钢筋,并涂敷高粘结性的偶联剂;在钢结构外壳与芯模形成的空腔中以重力浇注方式浇注树脂,采用环氧、不饱和树脂或聚合树脂,树脂中添加3-15%的石英粉,石英粉的颗粒粒径小于0.2mm。浇注方式为全密封式重力浇注方法,在15-25℃的温度条件下进行浇注,灌注树脂前骨架和外壳钢板加热至25-35℃。

风电轮毂无冷铁加工方法.pdf
本发明公开一种风电轮毂无冷铁加工方法,包括:模具制造、砂型制造、浇注成型,砂型制造采用完全开放底注式浇注系统,内浇道设计成圆盘形,上直浇道上的直浇口用定量包拔塞浇注口,各组元比例为F直:F横:F内=1∶1.5~2∶25~28;铸件顶面最高点摆放扁出气,扁出气的总截面积大于内浇道的总截面积;将冒口设在铸件上顶面上,单根冒口高度大于400mm;制造过程未排放冷铁;浇注成型:铁液进入铸型型腔的浇注速度控制在0.5~1.0m/s,浇注时间控制在150~210秒之间,浇注温度设定在1300~1310℃进行浇注成型。
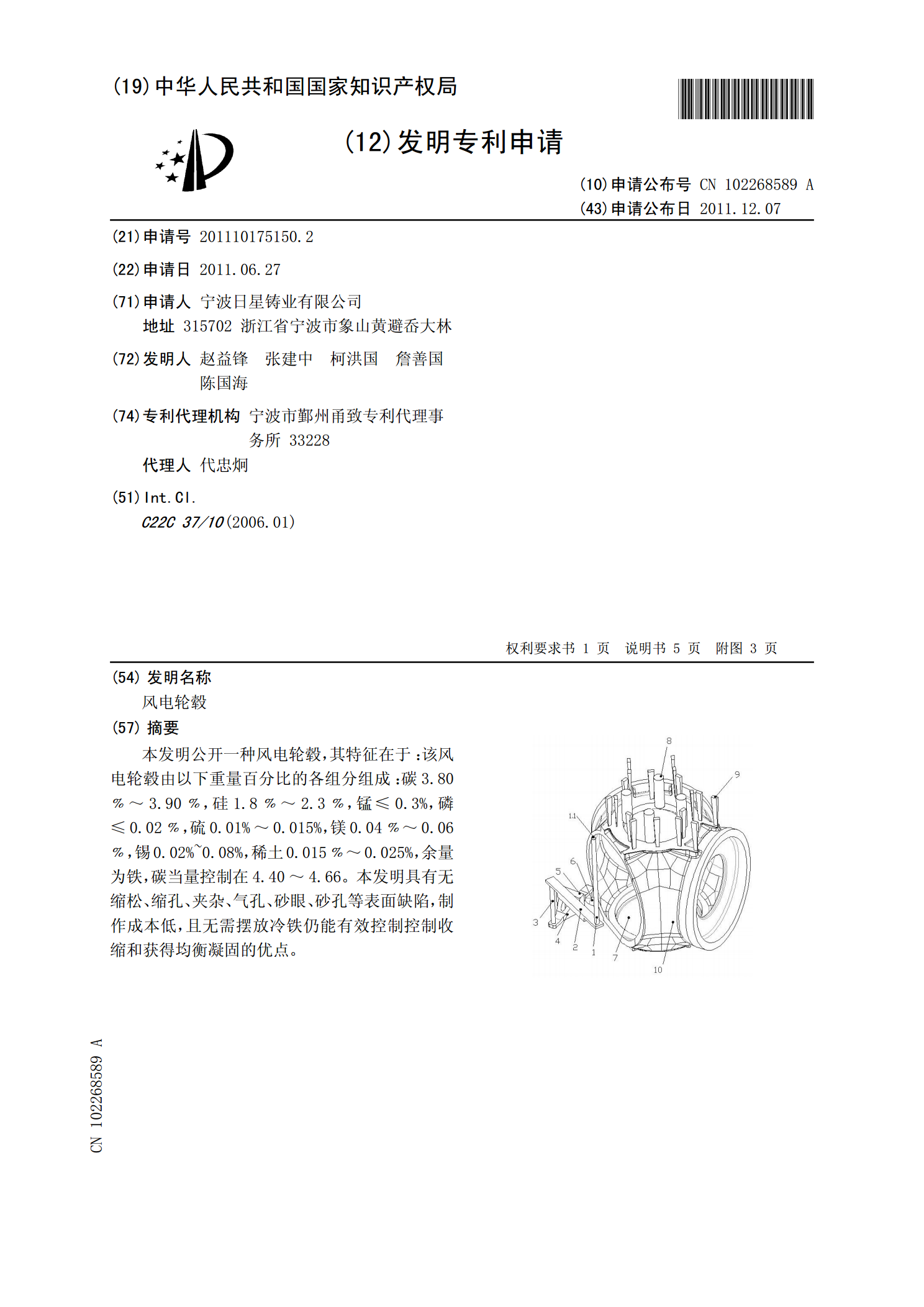
风电轮毂.pdf
本发明公开一种风电轮毂,其特征在于:该风电轮毂由以下重量百分比的各组分组成:碳3.80﹪~3.90﹪,硅1.8﹪~2.3﹪,锰≤0.3%,磷≤0.02﹪,硫0.01%~0.015%,镁0.04﹪~0.06﹪,锡0.02%~0.08%,稀土0.015﹪~0.025%,余量为铁,碳当量控制在4.40~4.66。本发明具有无缩松、缩孔、夹杂、气孔、砂眼、砂孔等表面缺陷,制作成本低,且无需摆放冷铁仍能有效控制控制收缩和获得均衡凝固的优点。
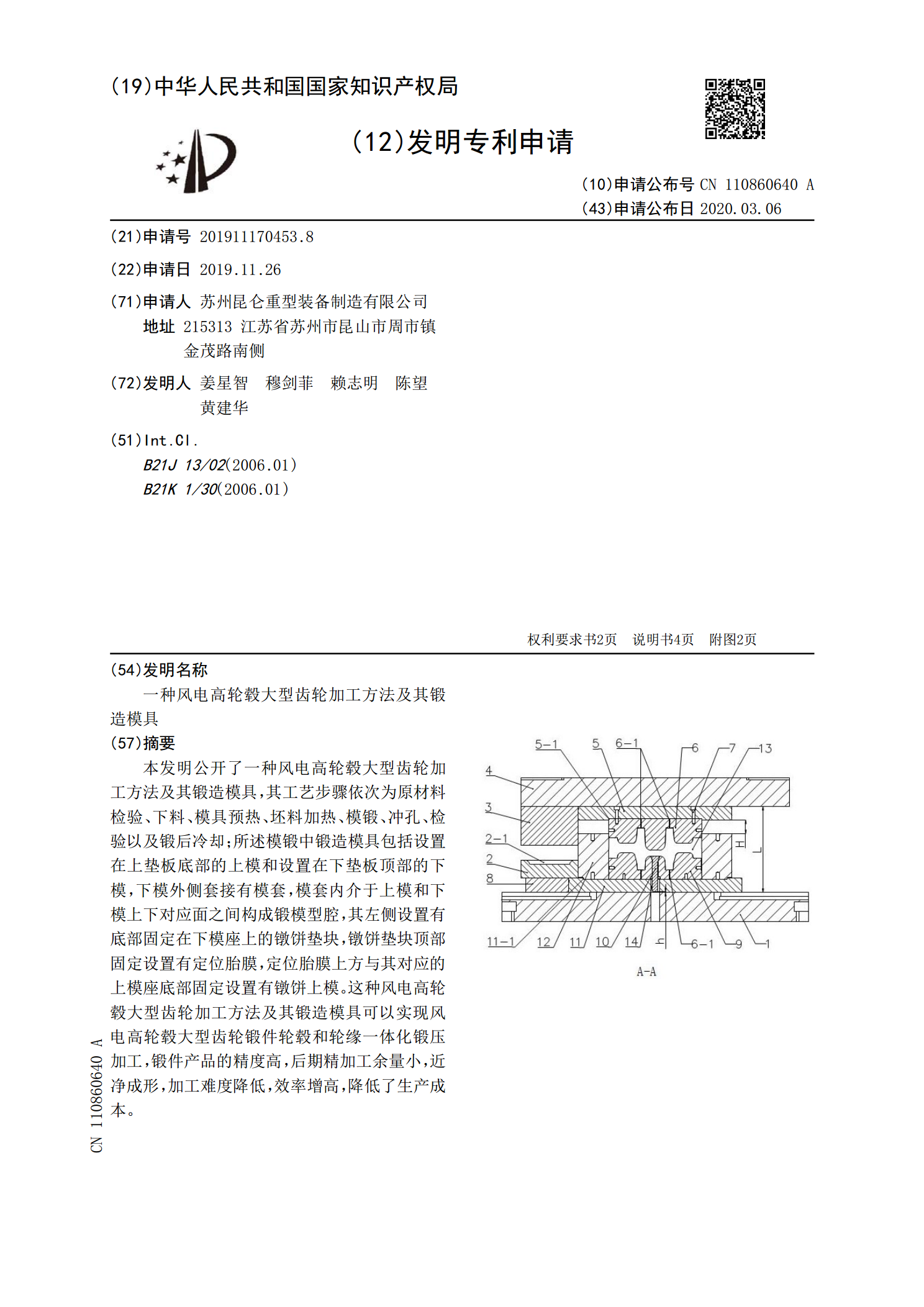
一种风电高轮毂大型齿轮加工方法及其锻造模具.pdf
本发明公开了一种风电高轮毂大型齿轮加工方法及其锻造模具,其工艺步骤依次为原材料检验、下料、模具预热、坯料加热、模锻、冲孔、检验以及锻后冷却;所述模锻中锻造模具包括设置在上垫板底部的上模和设置在下垫板顶部的下模,下模外侧套接有模套,模套内介于上模和下模上下对应面之间构成锻模型腔,其左侧设置有底部固定在下模座上的镦饼垫块,镦饼垫块顶部固定设置有定位胎膜,定位胎膜上方与其对应的上模座底部固定设置有镦饼上模。这种风电高轮毂大型齿轮加工方法及其锻造模具可以实现风电高轮毂大型齿轮锻件轮毂和轮缘一体化锻压加工,锻件产品
轮毂成型模具涂料及其制备方法.pdf
本发明公开了一种轮毂成型模具涂料的制备方法,其中,所述制备方法包括:将钠基膨润土、三聚磷酸钠、硅藻土、环氧树脂和水搅拌混合,形成混合液M;将所述混合液M静置2‑4h后加入耐火粉料,搅拌后得到混合液N;将混合液N置于密封环境中进行陈化处理,得到轮毂成型模具涂料,解决了传统涂料涂覆后形成的涂层耐热能力差,长时间使用后容易出现冲刷磨损和疲劳裂纹的问题。