
一种曲轴磨削方法及曲轴磨削机床.pdf

建英****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种曲轴磨削方法及曲轴磨削机床.pdf
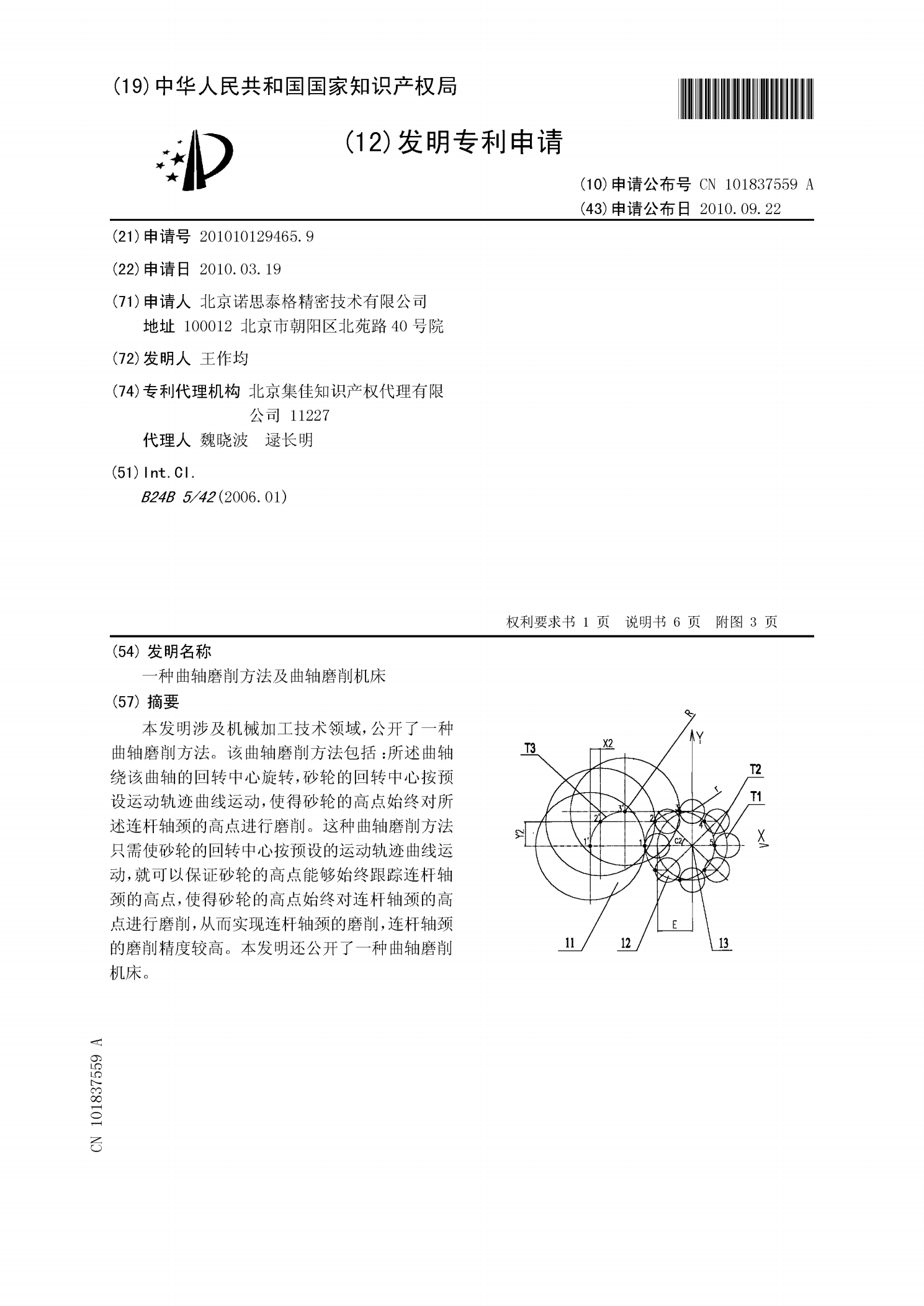
本发明涉及机械加工技术领域,公开了一种曲轴磨削方法。该曲轴磨削方法包括:所述曲轴绕该曲轴的回转中心旋转,砂轮的回转中心按预设运动轨迹曲线运动,使得砂轮的高点始终对所述连杆轴颈的高点进行磨削。这种曲轴磨削方法只需使砂轮的回转中心按预设的运动轨迹曲线运动,就可以保证砂轮的高点能够始终跟踪连杆轴颈的高点,使得砂轮的高点始终对连杆轴颈的高点进行磨削,从而实现连杆轴颈的磨削,连杆轴颈的磨削精度较高。本发明还公开了一种曲轴磨削机床。
曲轴主轴颈的磨削方法.pdf
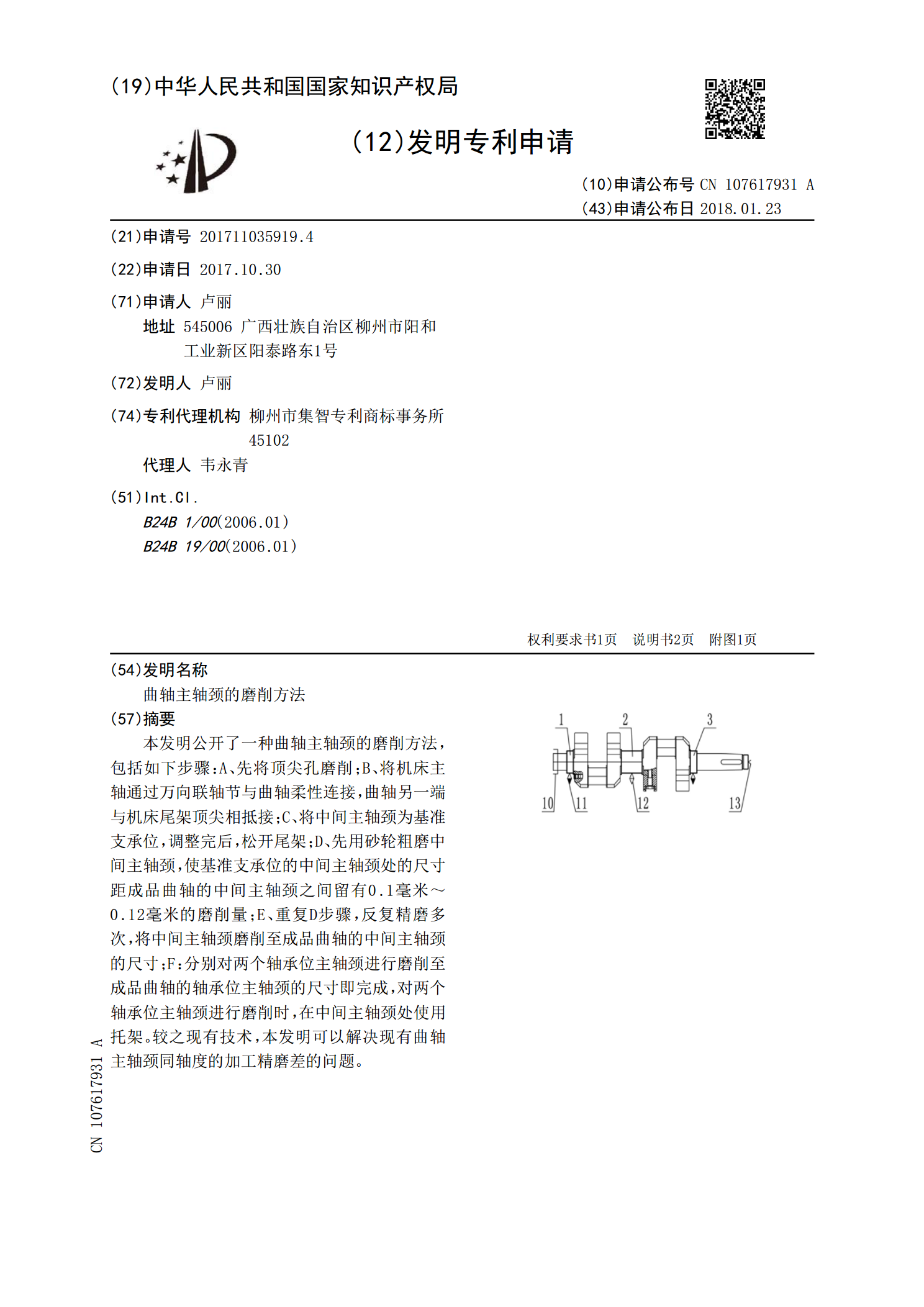
本发明公开了一种曲轴主轴颈的磨削方法,包括如下步骤:A、先将顶尖孔磨削;B、将机床主轴通过万向联轴节与曲轴柔性连接,曲轴另一端与机床尾架顶尖相抵接;C、将中间主轴颈为基准支承位,调整完后,松开尾架;D、先用砂轮粗磨中间主轴颈,使基准支承位的中间主轴颈处的尺寸距成品曲轴的中间主轴颈之间留有0.1毫米~0.12毫米的磨削量;E、重复D步骤,反复精磨多次,将中间主轴颈磨削至成品曲轴的中间主轴颈的尺寸;F:分别对两个轴承位主轴颈进行磨削至成品曲轴的轴承位主轴颈的尺寸即完成,对两个轴承位主轴颈进行磨削时,在中间主轴
一种插补磨削曲轴圆角的方法.pdf
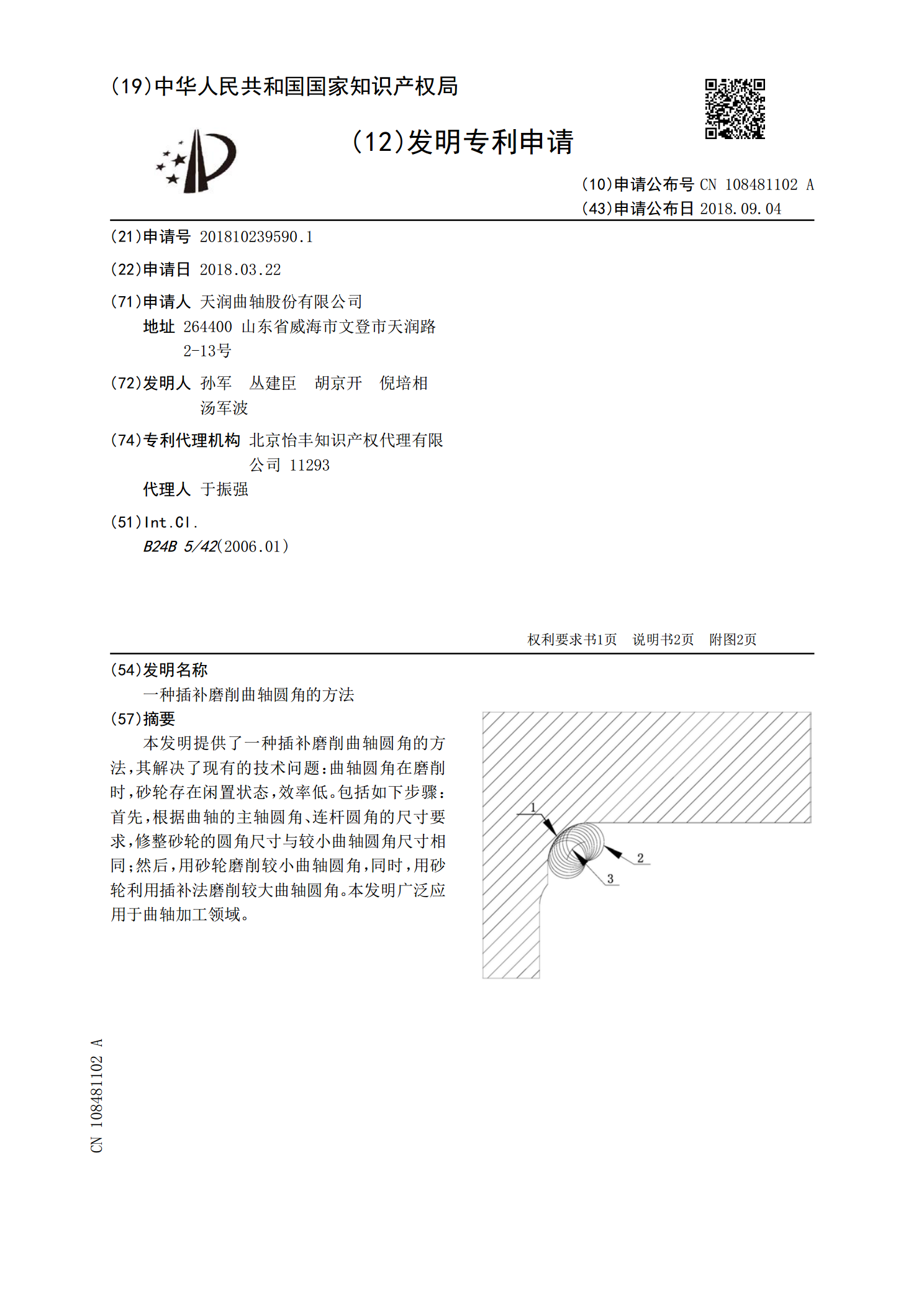
本发明提供了一种插补磨削曲轴圆角的方法,其解决了现有的技术问题:曲轴圆角在磨削时,砂轮存在闲置状态,效率低。包括如下步骤:首先,根据曲轴的主轴圆角、连杆圆角的尺寸要求,修整砂轮的圆角尺寸与较小曲轴圆角尺寸相同;然后,用砂轮磨削较小曲轴圆角,同时,用砂轮利用插补法磨削较大曲轴圆角。本发明广泛应用于曲轴加工领域。

曲轴磨削工艺改进.docx
曲轴磨削工艺改进一、引言曲轴是发动机重要的构成部分,直接影响着发动机的性能和寿命。随着发动机技术的不断推进,对曲轴的要求也不断加强,同时也诞生了一些新的曲轴加工技术。本文就曲轴磨削工艺改进进行探讨和研究,旨在提高曲轴加工精度、降低加工成本和提高加工效率。二、传统曲轴磨削工艺的缺陷传统曲轴磨削工艺主要采用磨盘来进行磨削,存在以下缺陷:1.加工效率低磨盘磨削速度较慢,进给量小,加工效率低,影响生产效率和产品质量。2.加工精度不够高磨盘在磨削时易产生热变形,影响精度,使得磨削后的曲轴表面不够平整,影响曲轴使用寿

曲轴磨削误差分析与精度控制方法.docx
曲轴磨削误差分析与精度控制方法论文题目:曲轴磨削误差分析与精度控制方法摘要:曲轴是内燃机等机械设备的重要零部件,其几何形状和精度控制直接影响着内燃机的性能和寿命。在曲轴的制造过程中,误差产生是不可避免的,因此对曲轴磨削误差的分析和精度控制显得尤为重要。本文通过分析曲轴磨削过程中的误差来源,总结曲轴磨削误差的类型和特点,并提出了相应的精度控制方法。关键词:曲轴、磨削误差、精度控制一、引言曲轴是发动机中最为重要的运动部件之一,它通过连杆将活塞的线性运动转化为旋转运动,从而驱动引擎工作。由于曲轴承受着高速旋转和