
曲轴主轴颈的磨削方法.pdf

努力****向丝

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
曲轴主轴颈的磨削方法.pdf
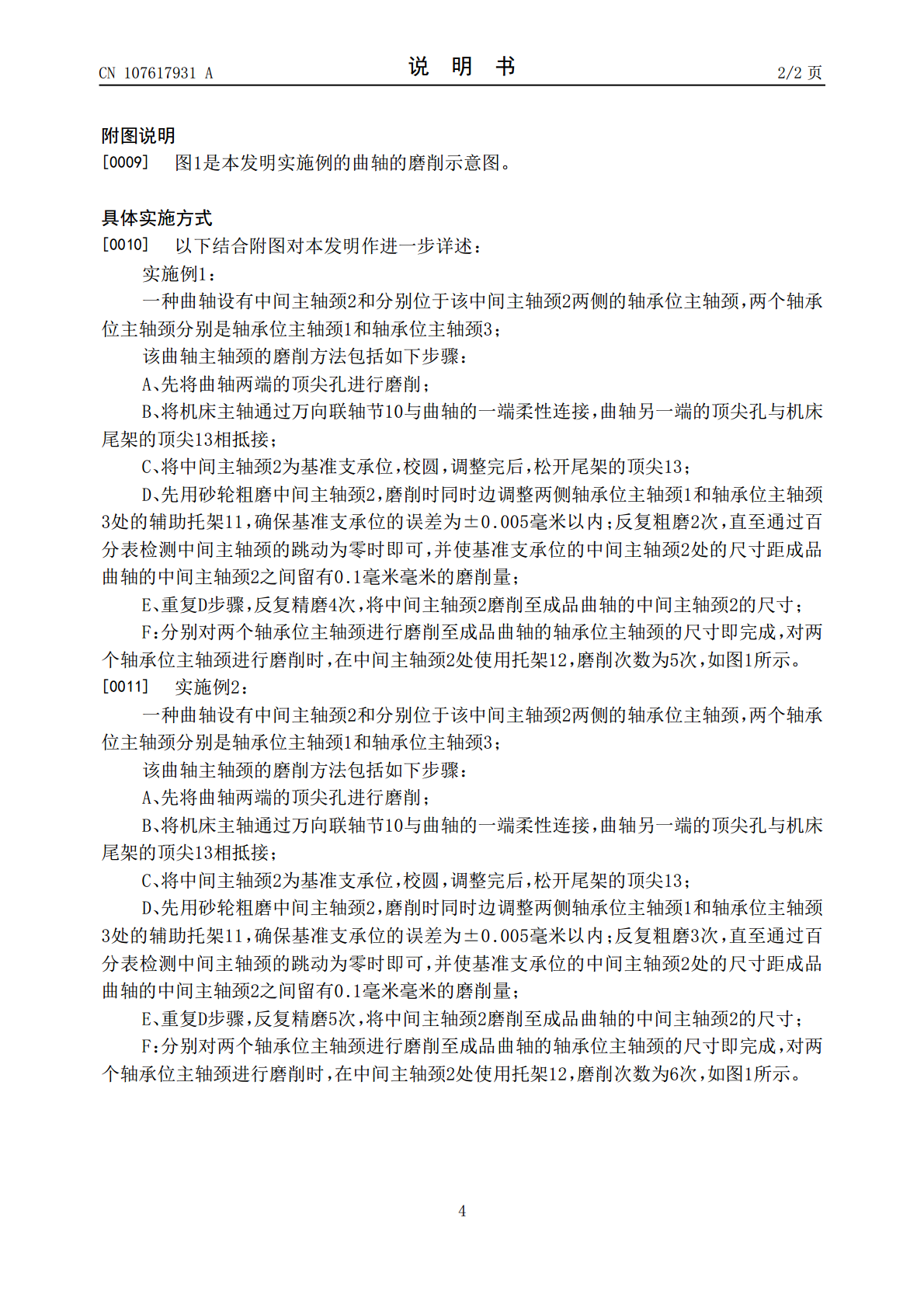
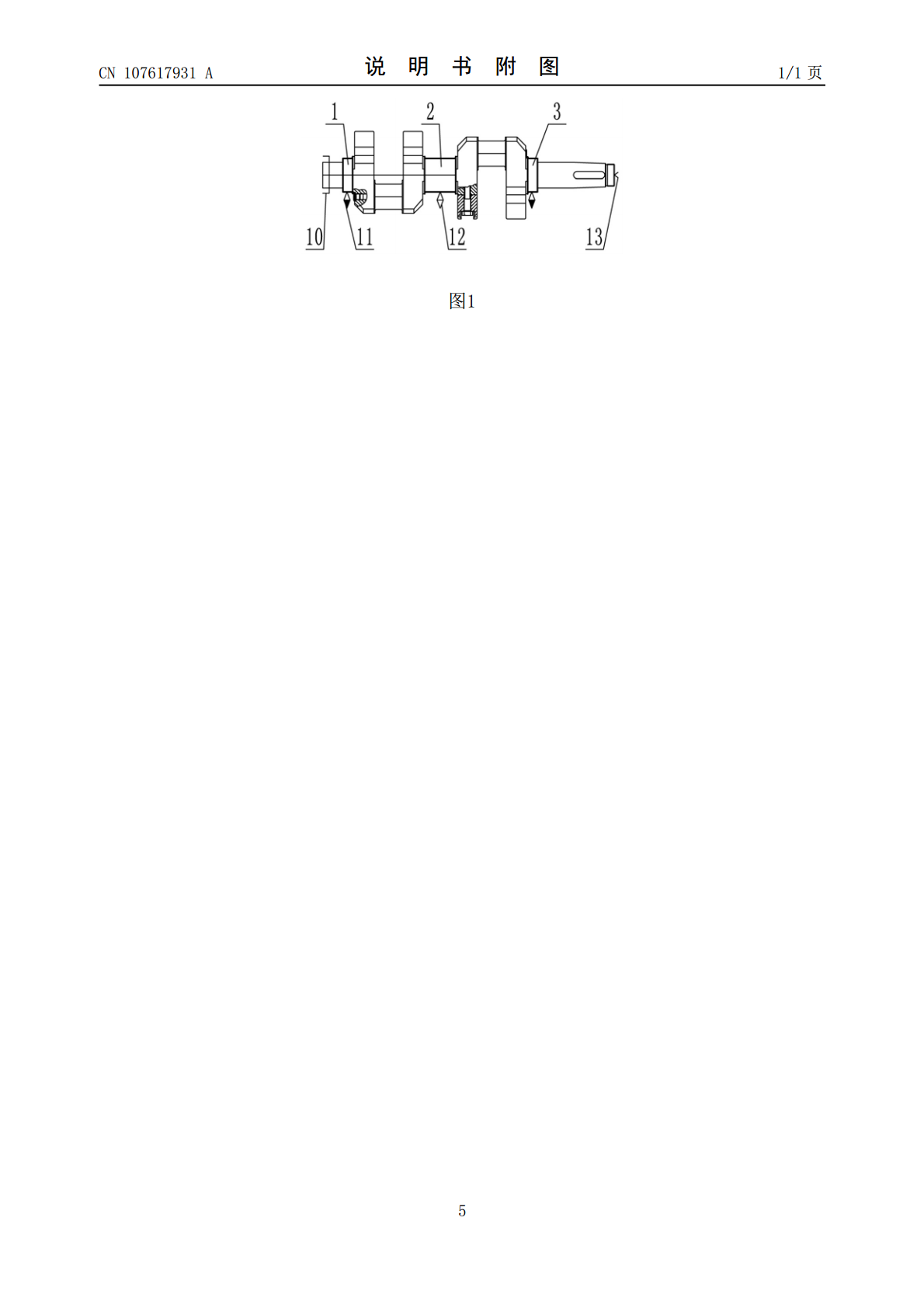
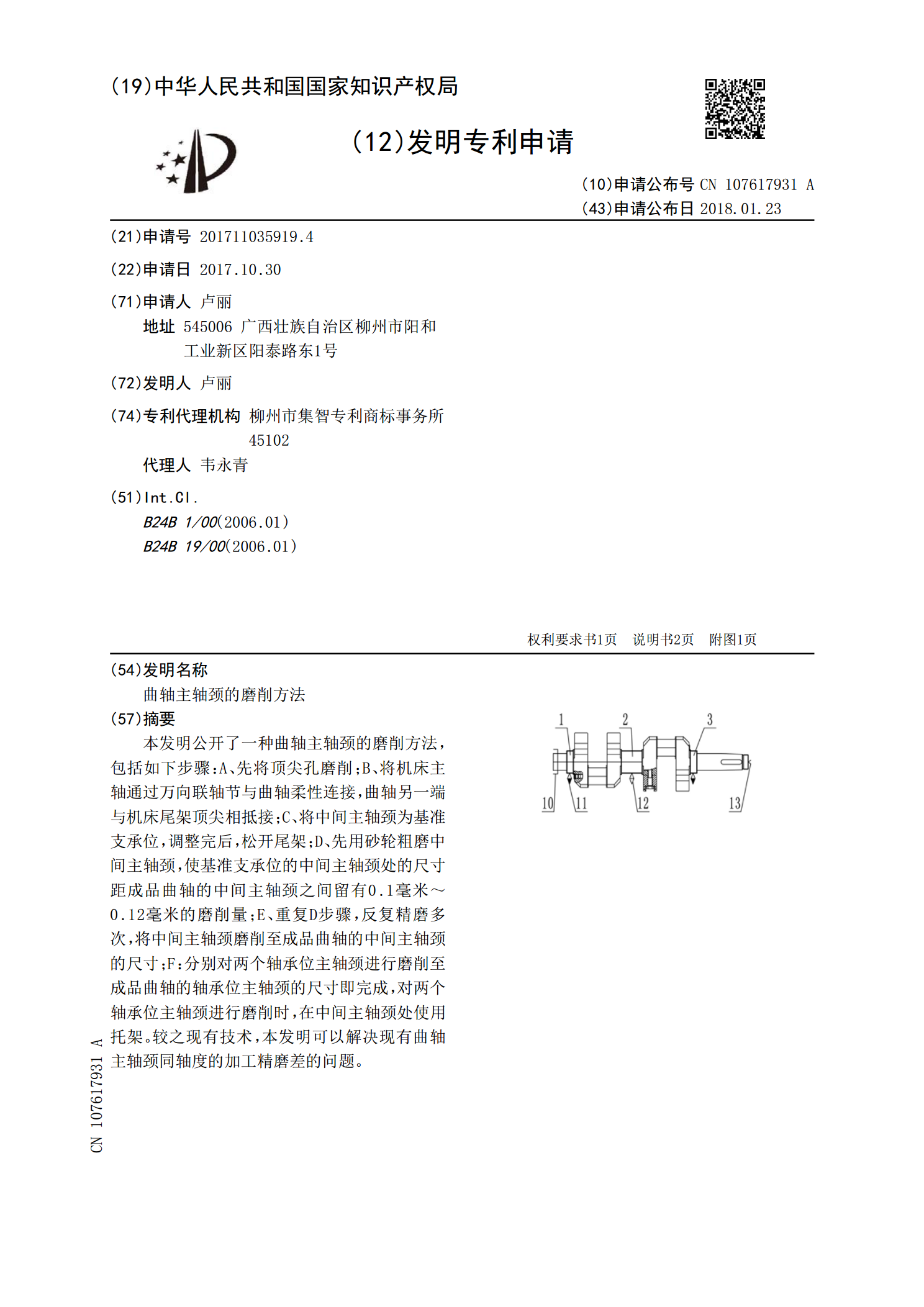
本发明公开了一种曲轴主轴颈的磨削方法,包括如下步骤:A、先将顶尖孔磨削;B、将机床主轴通过万向联轴节与曲轴柔性连接,曲轴另一端与机床尾架顶尖相抵接;C、将中间主轴颈为基准支承位,调整完后,松开尾架;D、先用砂轮粗磨中间主轴颈,使基准支承位的中间主轴颈处的尺寸距成品曲轴的中间主轴颈之间留有0.1毫米~0.12毫米的磨削量;E、重复D步骤,反复精磨多次,将中间主轴颈磨削至成品曲轴的中间主轴颈的尺寸;F:分别对两个轴承位主轴颈进行磨削至成品曲轴的轴承位主轴颈的尺寸即完成,对两个轴承位主轴颈进行磨削时,在中间主轴

浮动磨削曲轴主轴颈的加工方法.pdf
本发明涉及一种浮动磨削曲轴主轴颈的加工方法,包括以下步骤,依次包括以下步骤:S1:装夹;S2:调整托架支撑;S3:粗磨:首先,用砂轮3粗磨第IV档主轴颈,边磨边调整其对应位置的托架,调整时,要保证:托架高度一致、砂轮架手柄进刀刻度一致、轴颈实际尺寸一致,确保加工基准支承档的误差在±0.005毫米以内;之后,用上述方法粗磨第I档主轴颈和第VII档主轴颈,三个基准支承档往复磨削的次数越多,曲轴磨削的精度越高,同轴度也随之越好;S4:精磨:重复粗磨的步骤,精磨4-5个往复,精磨之后,主轴颈D=210mm,公差0

曲轴轴颈圆角磨削工艺试验.docx
曲轴轴颈圆角磨削工艺试验曲轴轴颈圆角磨削工艺试验摘要:随着工业技术的发展和对产品品质的要求日益提高,曲轴轴颈圆角磨削工艺在发动机制造中扮演着重要角色。本文通过分析曲轴轴颈圆角磨削工艺的原理和应用,设计了一套试验方案,通过实验验证了该工艺对曲轴轴颈的改善效果,从而为发动机制造提供了实际应用价值。关键词:曲轴;轴颈;圆角磨削;试验1.引言曲轴是发动机的重要部件之一,它承受着发动机运行时的高速旋转负荷,并将负载传递给连杆和活塞。因此,曲轴的质量和性能直接影响发动机的工作效率和可靠性。而曲轴轴颈是曲轴上的一个重要
曲轴连杆轴颈磨削原理及误差分析.pptx
汇报人:/目录0102曲轴连杆轴颈磨削的基本概念曲轴连杆轴颈磨削的工作原理曲轴连杆轴颈磨削的工艺流程03磨削设备误差磨削工艺参数误差工件装夹误差磨削液对误差的影响04磨削设备误差分析磨削工艺参数误差分析工件装夹误差分析磨削液对误差的影响分析05提高磨削设备精度优化磨削工艺参数改进工件装夹方式选择合适的磨削液06磨削表面粗糙度检测与评估磨削几何精度检测与评估磨削形位公差检测与评估磨削表面完整性检测与评估汇报人:
一种曲轴磨削方法及曲轴磨削机床.pdf
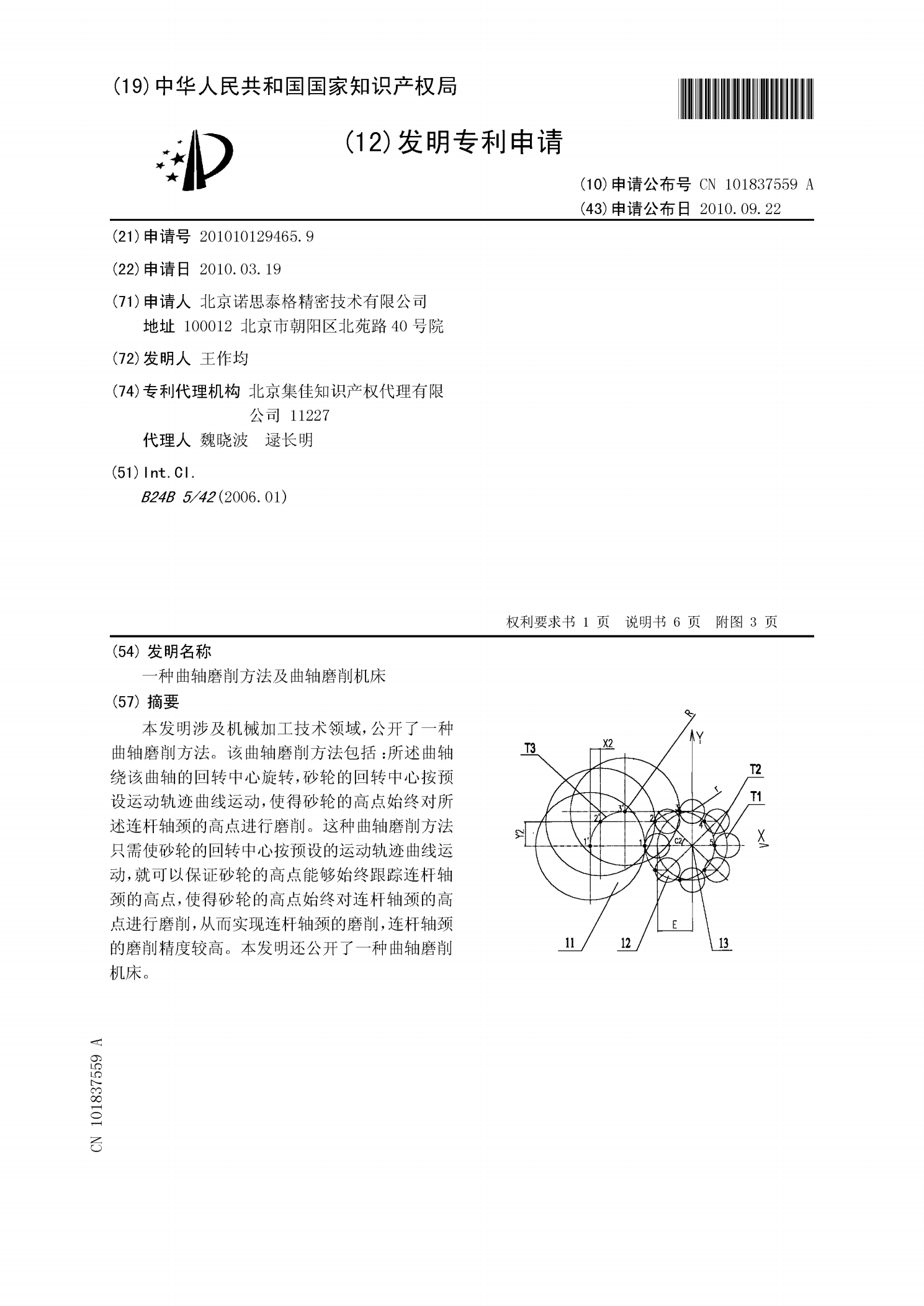
本发明涉及机械加工技术领域,公开了一种曲轴磨削方法。该曲轴磨削方法包括:所述曲轴绕该曲轴的回转中心旋转,砂轮的回转中心按预设运动轨迹曲线运动,使得砂轮的高点始终对所述连杆轴颈的高点进行磨削。这种曲轴磨削方法只需使砂轮的回转中心按预设的运动轨迹曲线运动,就可以保证砂轮的高点能够始终跟踪连杆轴颈的高点,使得砂轮的高点始终对连杆轴颈的高点进行磨削,从而实现连杆轴颈的磨削,连杆轴颈的磨削精度较高。本发明还公开了一种曲轴磨削机床。