
一种插补磨削曲轴圆角的方法.pdf

阳炎****找我

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种插补磨削曲轴圆角的方法.pdf
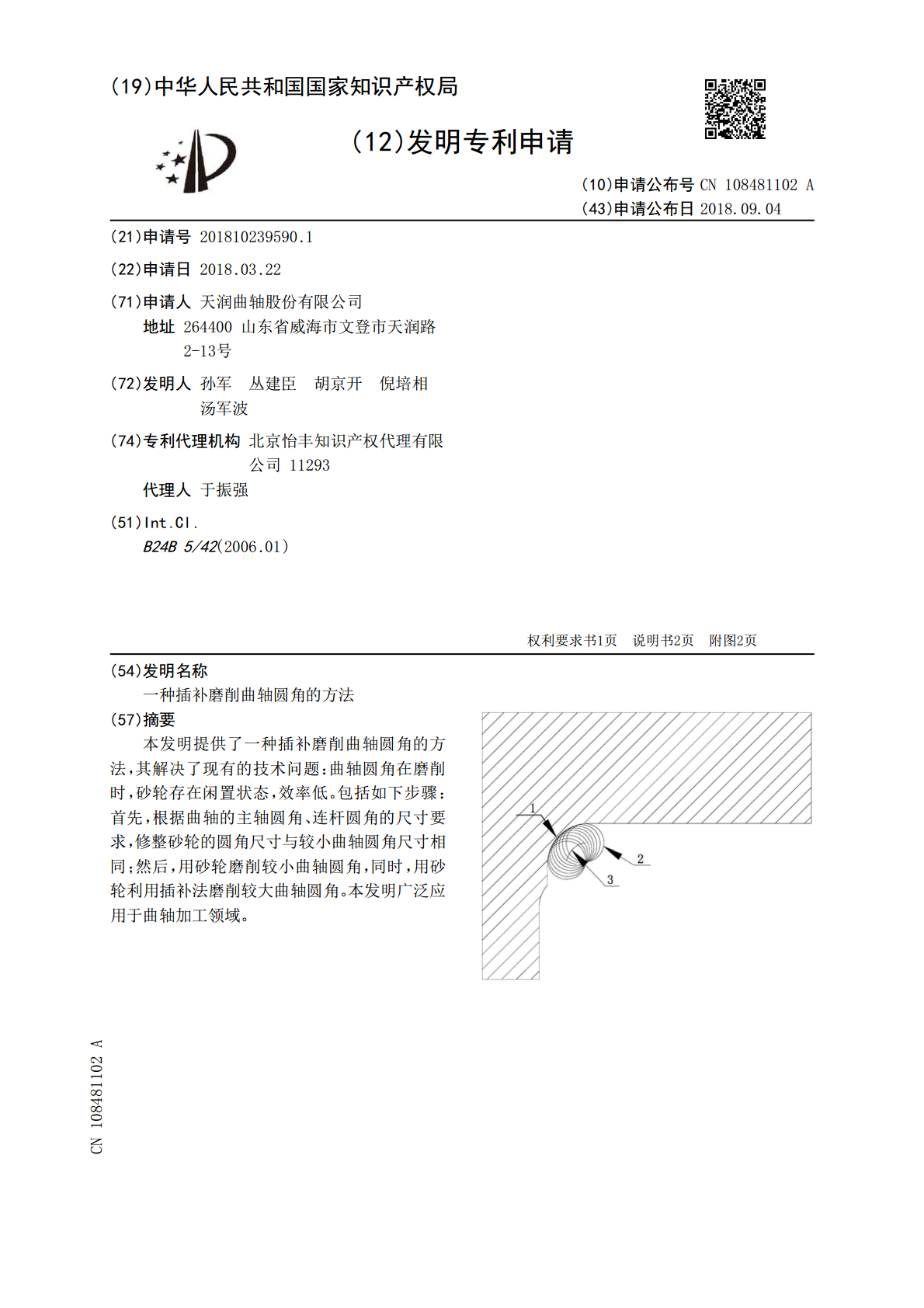
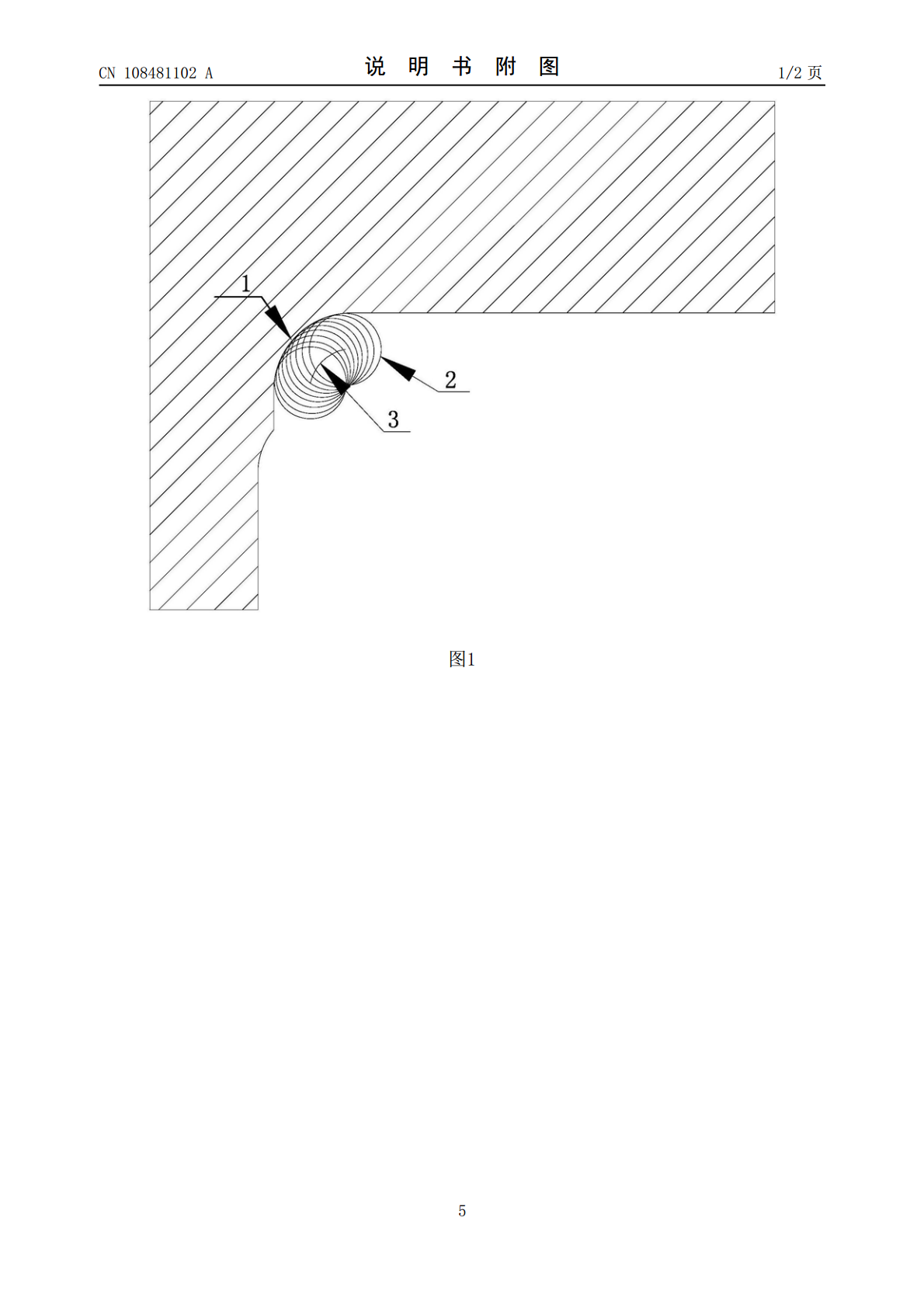
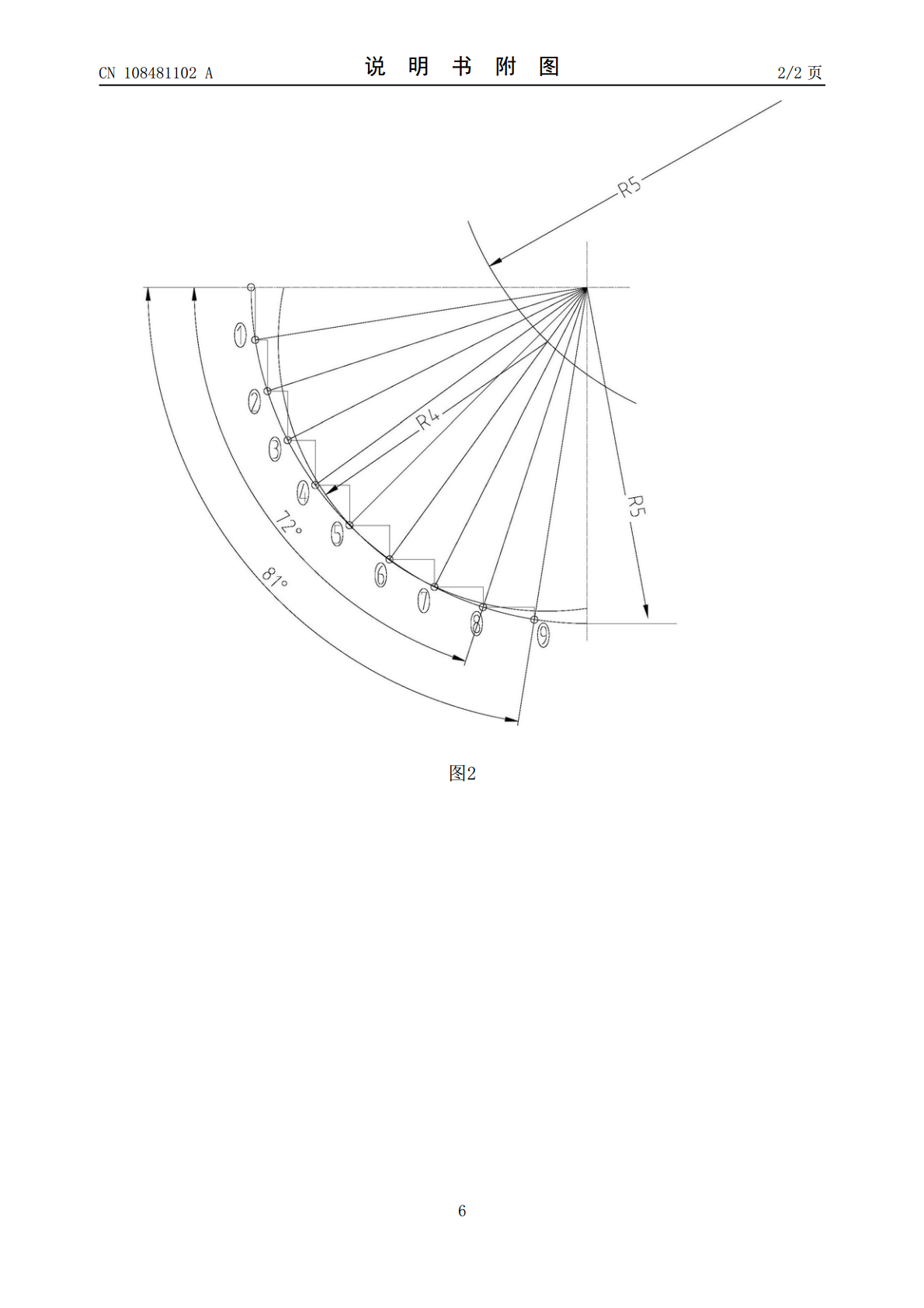
本发明提供了一种插补磨削曲轴圆角的方法,其解决了现有的技术问题:曲轴圆角在磨削时,砂轮存在闲置状态,效率低。包括如下步骤:首先,根据曲轴的主轴圆角、连杆圆角的尺寸要求,修整砂轮的圆角尺寸与较小曲轴圆角尺寸相同;然后,用砂轮磨削较小曲轴圆角,同时,用砂轮利用插补法磨削较大曲轴圆角。本发明广泛应用于曲轴加工领域。
磨削圆角滚压曲轴砂轮宽度的计算方法.pdf
本发明公开了一种磨削圆角滚压曲轴砂轮宽度的计算方法,包括如下步骤:设定曲轴参数、计算沉割槽的宽度、计算对应沉割槽的最小宽度、计算砂轮磨削后在轴径上不留凸台砂轮宽度最小值、计算磨到沉割槽圆角的砂轮宽度最大值、确定砂轮宽度L数值范围。采有本发明的技术方案能准确计算出选用砂轮的最佳宽度,排除砂轮选择的盲目性有效地解决曲轴在加工过程中因磨削砂轮宽度选择不当而容易造成的磨伤沉割槽圆角或在轴径上留有凸台问题。
一种曲轴磨削方法及曲轴磨削机床.pdf
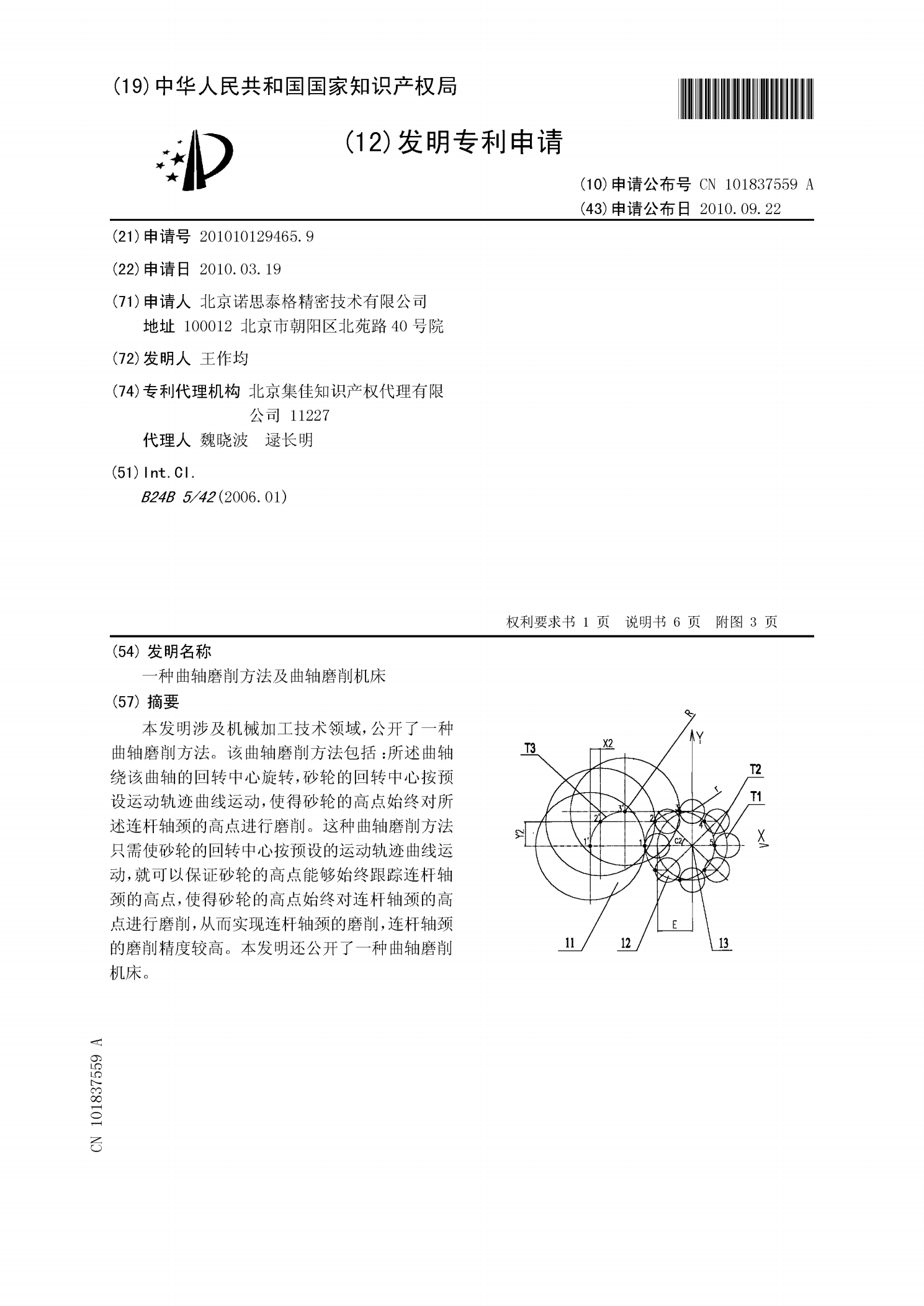
本发明涉及机械加工技术领域,公开了一种曲轴磨削方法。该曲轴磨削方法包括:所述曲轴绕该曲轴的回转中心旋转,砂轮的回转中心按预设运动轨迹曲线运动,使得砂轮的高点始终对所述连杆轴颈的高点进行磨削。这种曲轴磨削方法只需使砂轮的回转中心按预设的运动轨迹曲线运动,就可以保证砂轮的高点能够始终跟踪连杆轴颈的高点,使得砂轮的高点始终对连杆轴颈的高点进行磨削,从而实现连杆轴颈的磨削,连杆轴颈的磨削精度较高。本发明还公开了一种曲轴磨削机床。
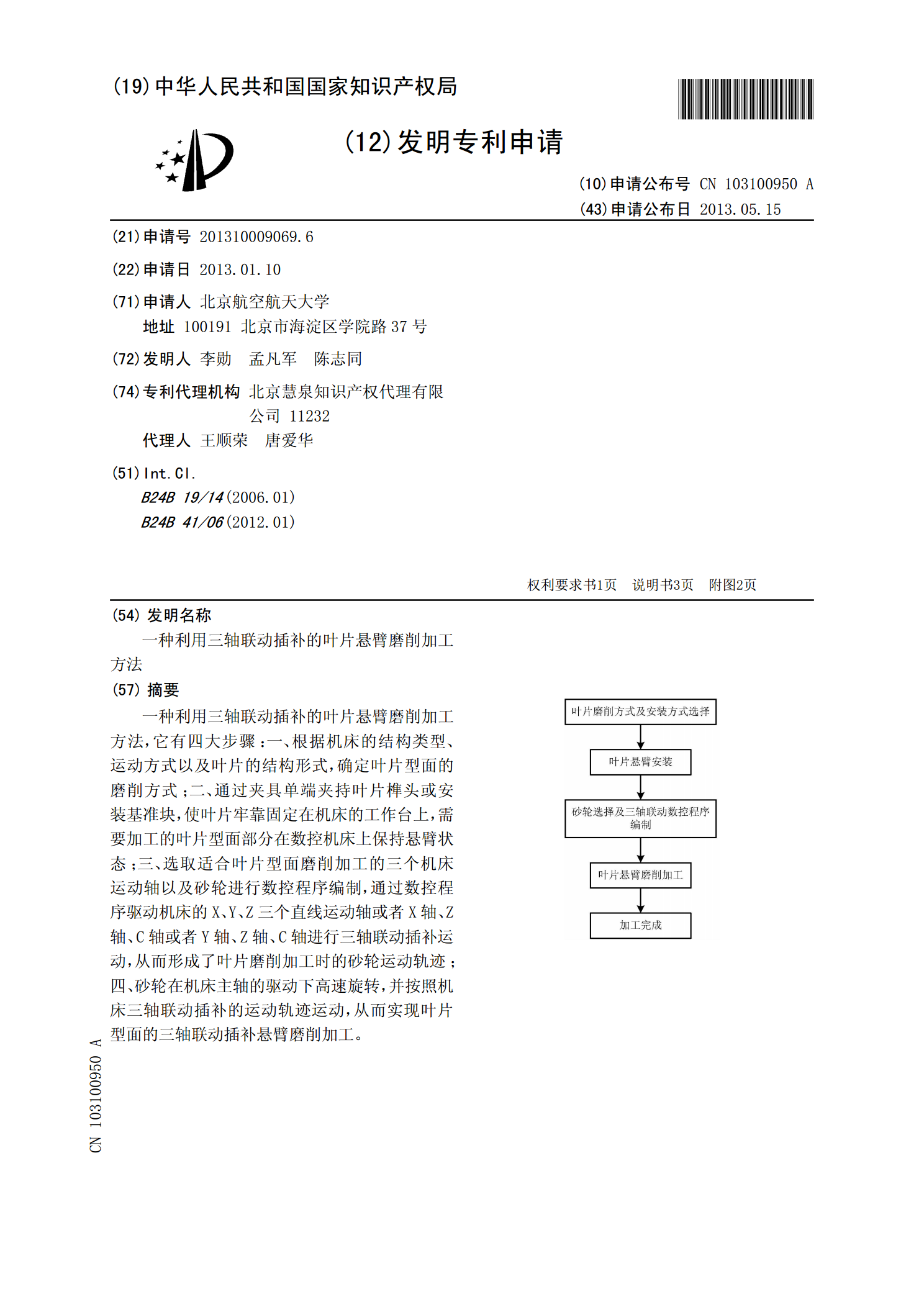
一种利用三轴联动插补的叶片悬臂磨削加工方法.pdf
一种利用三轴联动插补的叶片悬臂磨削加工方法,它有四大步骤:一、根据机床的结构类型、运动方式以及叶片的结构形式,确定叶片型面的磨削方式;二、通过夹具单端夹持叶片榫头或安装基准块,使叶片牢靠固定在机床的工作台上,需要加工的叶片型面部分在数控机床上保持悬臂状态;三、选取适合叶片型面磨削加工的三个机床运动轴以及砂轮进行数控程序编制,通过数控程序驱动机床的X、Y、Z三个直线运动轴或者X轴、Z轴、C轴或者Y轴、Z轴、C轴进行三轴联动插补运动,从而形成了叶片磨削加工时的砂轮运动轨迹;四、砂轮在机床主轴的驱动下高速旋转,
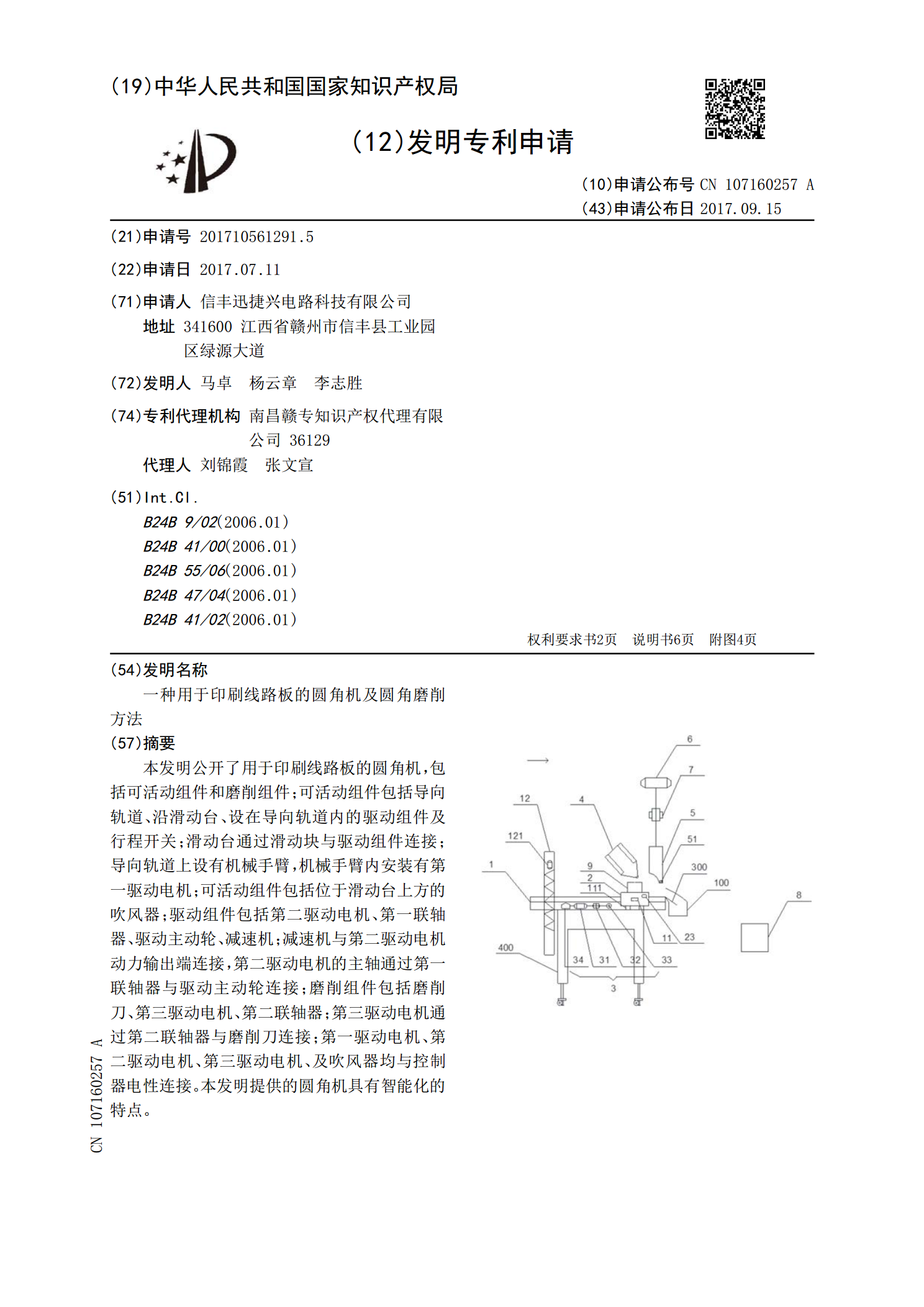
一种用于印刷线路板的圆角机及圆角磨削方法.pdf
本发明公开了用于印刷线路板的圆角机,包括可活动组件和磨削组件;可活动组件包括导向轨道、沿滑动台、设在导向轨道内的驱动组件及行程开关;滑动台通过滑动块与驱动组件连接;导向轨道上设有机械手臂,机械手臂内安装有第一驱动电机;可活动组件包括位于滑动台上方的吹风器;驱动组件包括第二驱动电机、第一联轴器、驱动主动轮、减速机;减速机与第二驱动电机动力输出端连接,第二驱动电机的主轴通过第一联轴器与驱动主动轮连接;磨削组件包括磨削刀、第三驱动电机、第二联轴器;第三驱动电机通过第二联轴器与磨削刀连接;第一驱动电机、第二驱动电