
切边圆盘剪重叠量调整装置的制造方法和装配工艺.pdf

雨巷****珺琦

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

切边圆盘剪重叠量调整装置的制造方法和装配工艺.pdf
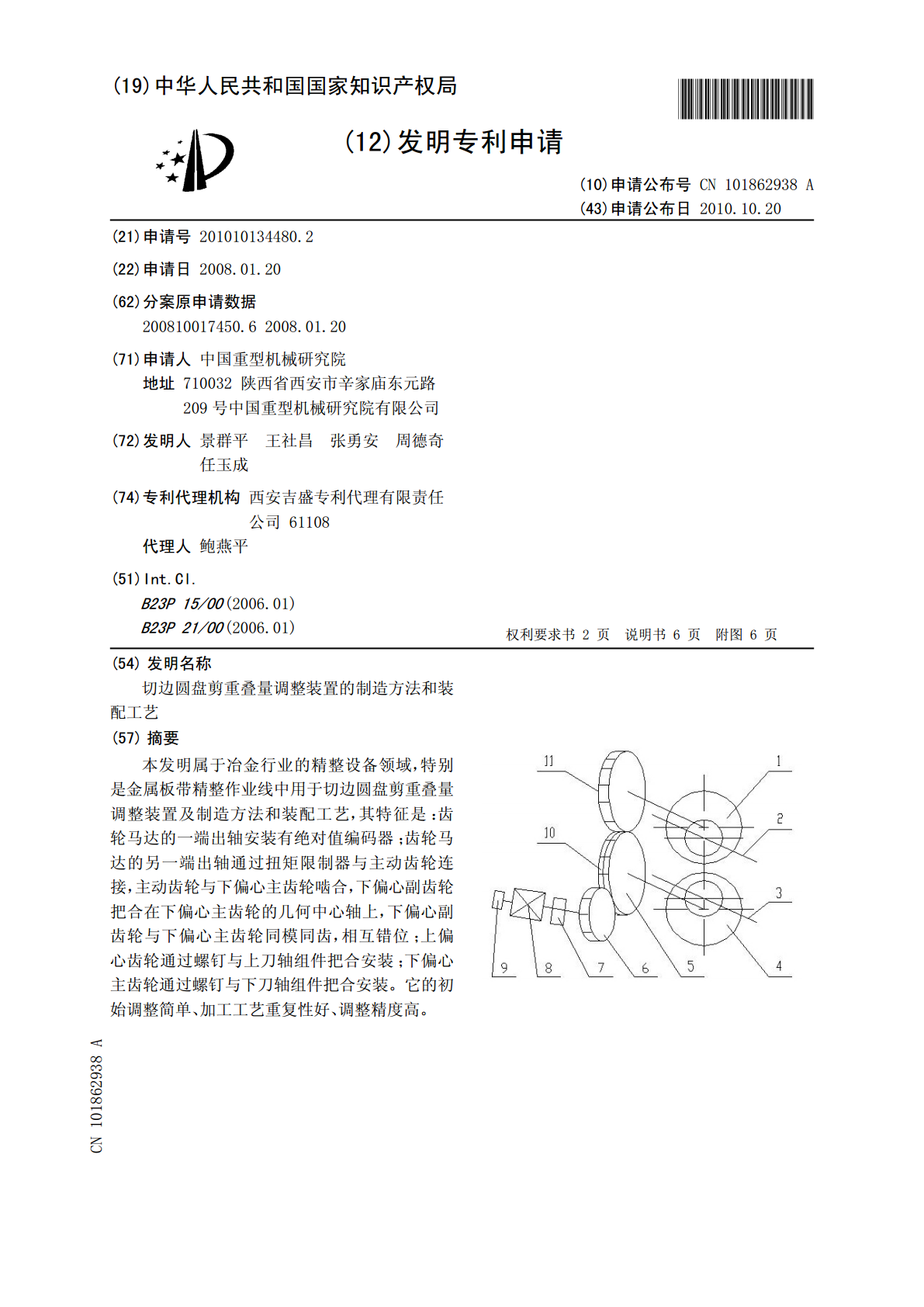
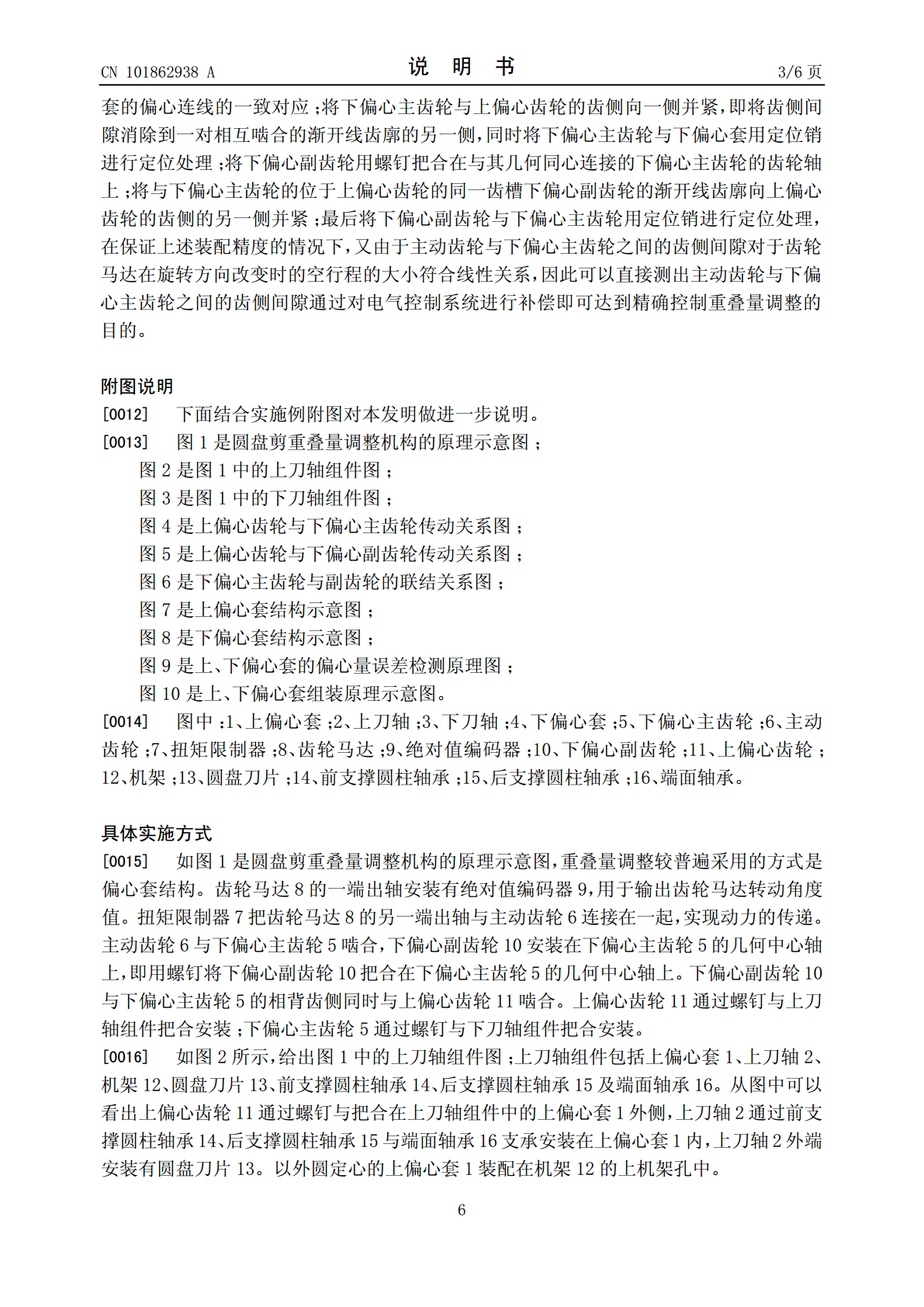
本发明属于冶金行业的精整设备领域,特别是金属板带精整作业线中用于切边圆盘剪重叠量调整装置及制造方法和装配工艺,其特征是:齿轮马达的一端出轴安装有绝对值编码器;齿轮马达的另一端出轴通过扭矩限制器与主动齿轮连接,主动齿轮与下偏心主齿轮啮合,下偏心副齿轮把合在下偏心主齿轮的几何中心轴上,下偏心副齿轮与下偏心主齿轮同模同齿,相互错位;上偏心齿轮通过螺钉与上刀轴组件把合安装;下偏心主齿轮通过螺钉与下刀轴组件把合安装。它的初始调整简单、加工工艺重复性好、调整精度高。?

一种切边圆盘剪重叠量检测装置及方法.pdf
本发明公开了一种切边圆盘剪重叠量检测装置,其包括光源发射器和光束接收器,光源发射器和光束接收器分别设置于圆盘剪切机的上刀盘的两侧,光源发射器的前端设置有透镜,光束接收器的前端设置有聚光镜;光源发射器、光束接收器、透镜和聚光镜通过支撑架安装于圆盘剪切机上;光束接收器与控制器连接,控制器与上位机连接。本方案的检测方法包括步骤S1‑S6,本方案运用在圆盘剪切机上,辅助检测上刀盘与下刀盘的重叠量,消除重叠量误差,使加工更加精确;并且实现自动化检测和控制。

纵剪圆盘剪重叠量调整装置.pdf
本发明涉及铝加工设备,具体是一种用于铝带纵剪设备的圆盘剪重叠量调整装置。该装置包括安装有下圆盘剪的下刀轴和安装有上圆盘剪的上刀轴;下刀轴两端安装在固定的下支座上,上刀轴两端安装在左、右两个可上、下移动的上支座上;两个上支座分别通过位于两侧的蜗轮蜗杆升降机驱动其升降,两侧的蜗轮蜗杆升降机的水平主动轴通过一根中间轴相互连接,实现同步旋转,其中一侧的蜗轮蜗杆升降机的水平主动轴由步进电机驱动。本发明的优点是:1、调节难度低,调节量可以精确控制;2、可以在两侧的上支座升降位移量发生不同步误差时方便地进行补偿调节,以

圆盘切边剪.pdf
本发明公开了一种圆盘切边剪,包括刀架、下刀轴、与刀架转动配合的上刀轴、分别固定设置于上刀轴和下刀轴的一端形成剪切结构的上刀盘、下刀盘和用于调节上、下刀盘重叠量的调节机构,调节机构包括与刀架转动配合的偏心套和用于驱动偏心套转动的调节电机,所述下刀轴转动配合套于偏心套内,该调节机构采用电机直接驱动偏心套的旋转来实现刀盘重叠量的调节,采用偏心套代替现有技术中的涡轮、蜗杆机构,降低了设备的复杂度和对安装维护的要求,同时,也降低了设备的制造成本,也消除了原有技术中涡轮蜗杆之间咬合间隙的影响,提高了调节精度,同时,也
圆盘切边剪.pdf
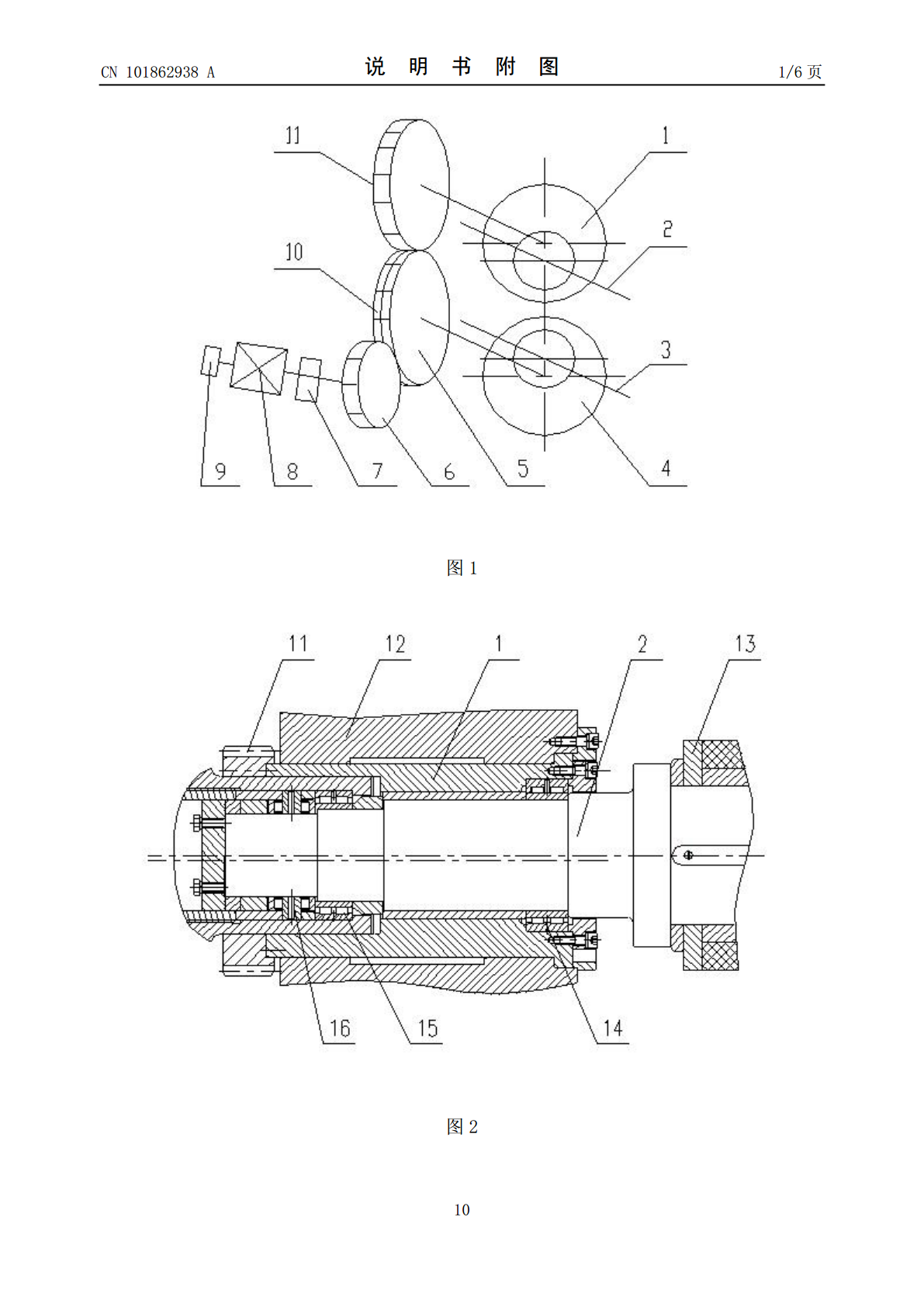
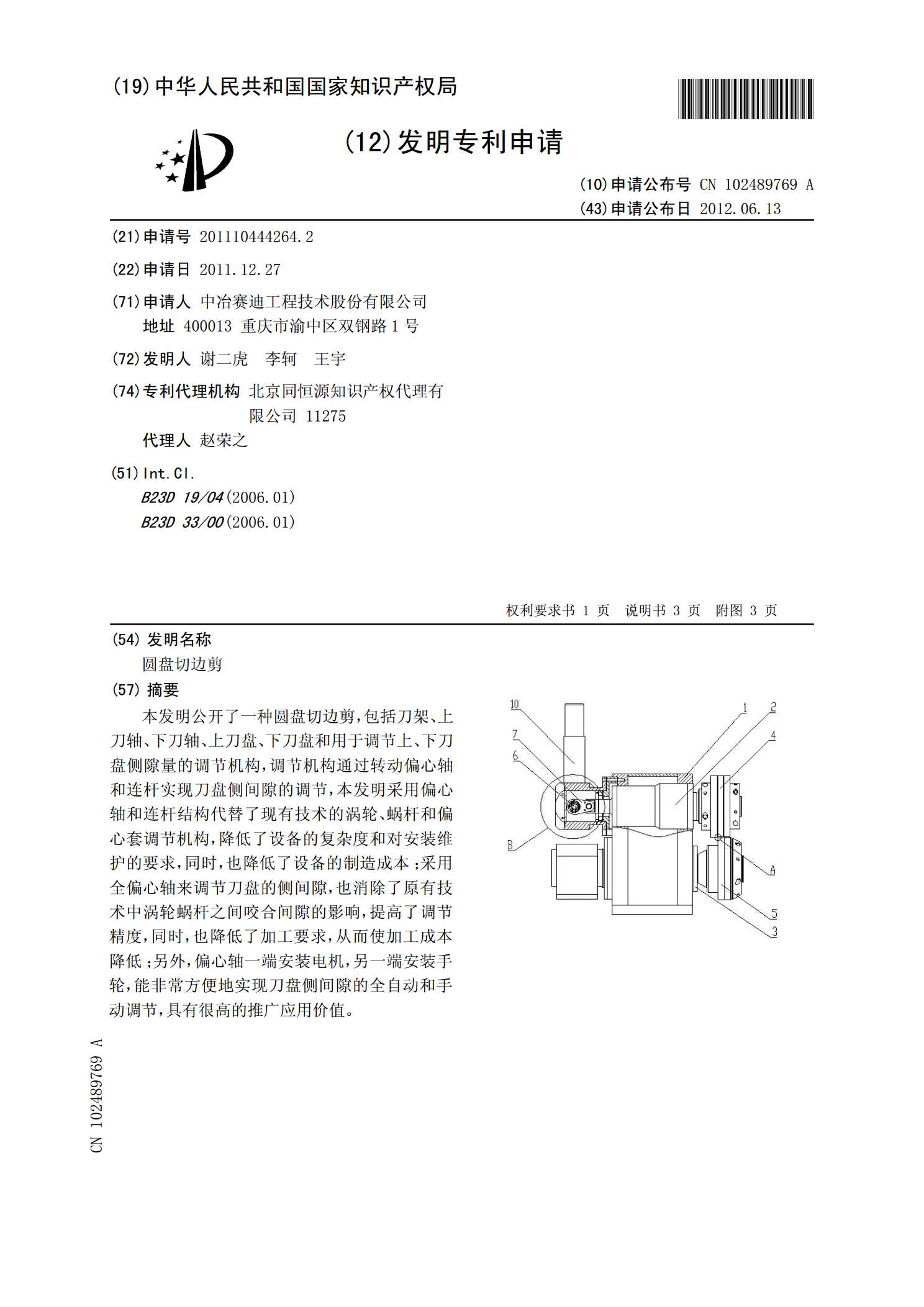
本发明公开了一种圆盘切边剪,包括刀架、上刀轴、下刀轴、上刀盘、下刀盘和用于调节上、下刀盘侧隙量的调节机构,调节机构通过转动偏心轴和连杆实现刀盘侧间隙的调节,本发明采用偏心轴和连杆结构代替了现有技术的涡轮、蜗杆和偏心套调节机构,降低了设备的复杂度和对安装维护的要求,同时,也降低了设备的制造成本;采用全偏心轴来调节刀盘的侧间隙,也消除了原有技术中涡轮蜗杆之间咬合间隙的影响,提高了调节精度,同时,也降低了加工要求,从而使加工成本降低;另外,偏心轴一端安装电机,另一端安装手轮,能非常方便地实现刀盘侧间隙的全自动和