
一种切边圆盘剪重叠量检测装置及方法.pdf

Ch****91

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种切边圆盘剪重叠量检测装置及方法.pdf
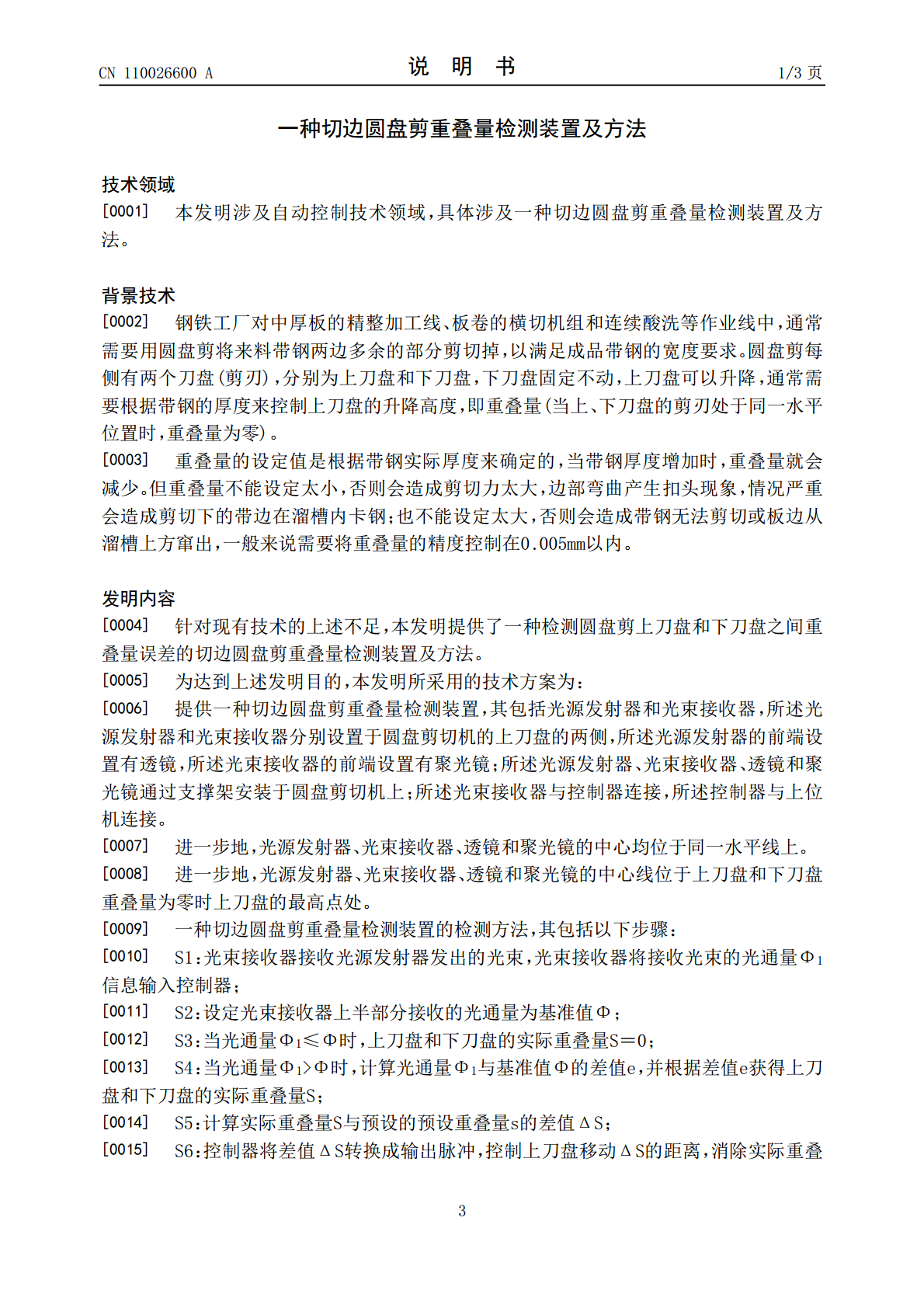
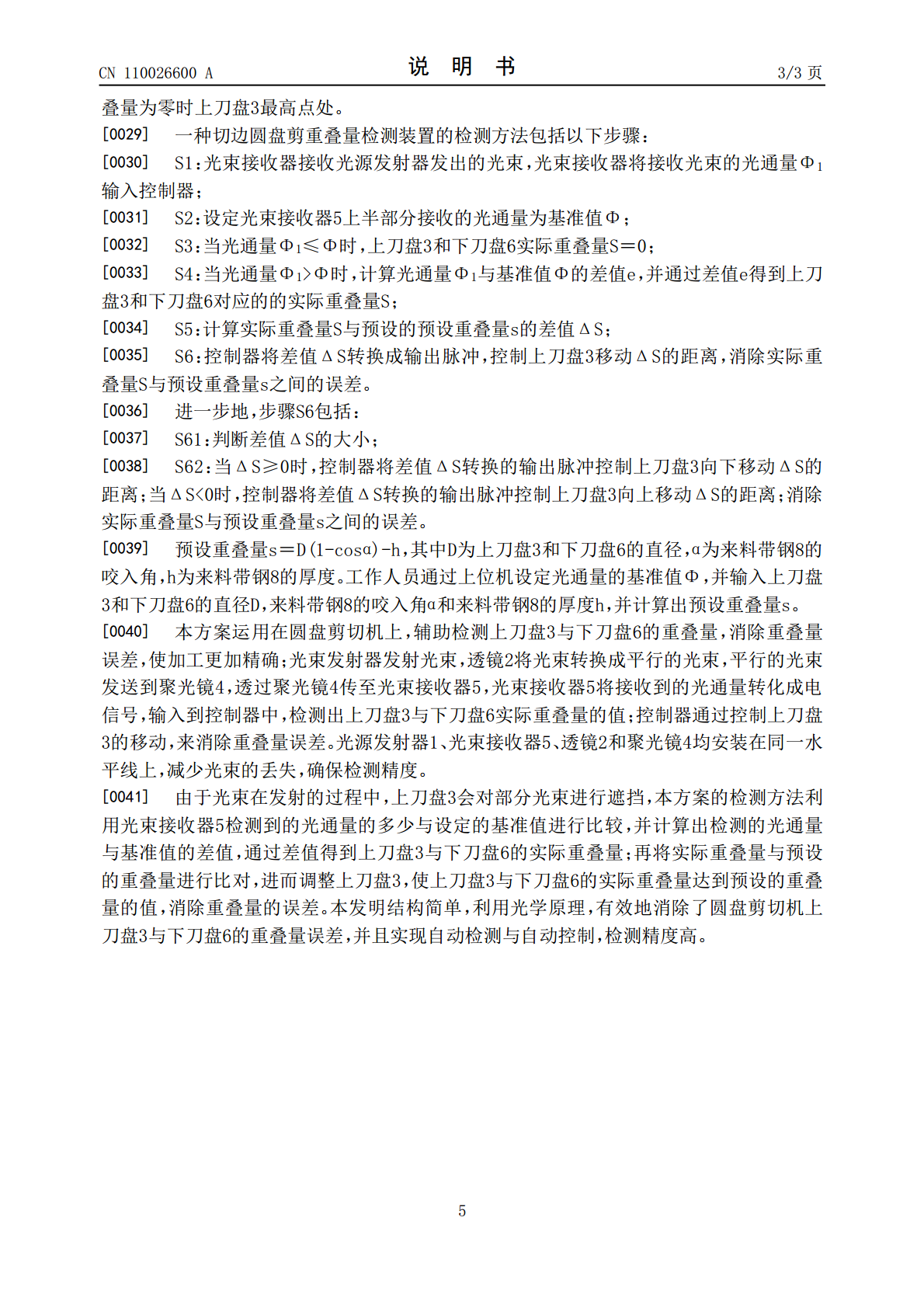
本发明公开了一种切边圆盘剪重叠量检测装置,其包括光源发射器和光束接收器,光源发射器和光束接收器分别设置于圆盘剪切机的上刀盘的两侧,光源发射器的前端设置有透镜,光束接收器的前端设置有聚光镜;光源发射器、光束接收器、透镜和聚光镜通过支撑架安装于圆盘剪切机上;光束接收器与控制器连接,控制器与上位机连接。本方案的检测方法包括步骤S1‑S6,本方案运用在圆盘剪切机上,辅助检测上刀盘与下刀盘的重叠量,消除重叠量误差,使加工更加精确;并且实现自动化检测和控制。

切边圆盘剪重叠量调整装置的制造方法和装配工艺.pdf
本发明属于冶金行业的精整设备领域,特别是金属板带精整作业线中用于切边圆盘剪重叠量调整装置及制造方法和装配工艺,其特征是:齿轮马达的一端出轴安装有绝对值编码器;齿轮马达的另一端出轴通过扭矩限制器与主动齿轮连接,主动齿轮与下偏心主齿轮啮合,下偏心副齿轮把合在下偏心主齿轮的几何中心轴上,下偏心副齿轮与下偏心主齿轮同模同齿,相互错位;上偏心齿轮通过螺钉与上刀轴组件把合安装;下偏心主齿轮通过螺钉与下刀轴组件把合安装。它的初始调整简单、加工工艺重复性好、调整精度高。?

冷轧板带材切边圆盘剪重叠量调整方法探讨.docx
冷轧板带材切边圆盘剪重叠量调整方法探讨随着现代工业的快速发展,冷轧板带材已广泛应用于各个领域中。在加工生产过程中,切边圆盘剪的作用不可忽视,而重叠量调整也是切边圆盘剪的重要工作之一。本文将探讨冷轧板带材切边圆盘剪重叠量调整的方法。一、冷轧板带材切边圆盘剪重叠量调整的意义冷轧板带材切边圆盘剪的功能主要是将板带材切成所需的宽度,同时确保切割之后的边缘光滑,这有利于后续生产工序的进行。重叠量调整也是切边圆盘剪的重要工作之一,因为它在整个生产过程中都具有重要意义。首先,合理的重叠量能够保证切割后边缘的一致性,从而

纵剪圆盘剪重叠量调整装置.pdf
本发明涉及铝加工设备,具体是一种用于铝带纵剪设备的圆盘剪重叠量调整装置。该装置包括安装有下圆盘剪的下刀轴和安装有上圆盘剪的上刀轴;下刀轴两端安装在固定的下支座上,上刀轴两端安装在左、右两个可上、下移动的上支座上;两个上支座分别通过位于两侧的蜗轮蜗杆升降机驱动其升降,两侧的蜗轮蜗杆升降机的水平主动轴通过一根中间轴相互连接,实现同步旋转,其中一侧的蜗轮蜗杆升降机的水平主动轴由步进电机驱动。本发明的优点是:1、调节难度低,调节量可以精确控制;2、可以在两侧的上支座升降位移量发生不同步误差时方便地进行补偿调节,以

一种镁板切边圆盘剪剪刃重叠量精确测量装置.pdf
一种应用于镁板切边圆盘剪剪刃重叠量精确测量机构中的镁板切边圆盘剪剪刃重叠量精确测量装置,包括高精度位移传感器、传感器稳固装置、位移检测磁环、顶杆机构、压套、顶压弹簧、立式摆线针轮减速机、轴装式蜗杆减速机、齿轮轴、齿圈、偏心套、圆盘剪刀轴,立式摆线针轮减速机与轴装式蜗杆减速机联接,齿轮轴安装于轴装式蜗杆减速机内,齿圈与齿轮轴相啮合,齿圈与偏心套安装在一起,偏心套内装配圆盘剪刀轴;顶压机构安装于压套内并通过顶压弹簧与偏心套接触,检测磁环安装于顶压机构上。该装置结构形式先进、测量数值精确、安装维护方便、可从根本