
电梯用绳轮及其制造方法.pdf

琰琬****买买


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电梯用绳轮及其制造方法.pdf
本发明公开的了一种电梯用绳轮,包括轴承(1)和具有绳槽(3)的轮子本体(2),所述的轴承(1)的外圈紧配合在轮子本体(2)的中心孔内,所述的绳槽(3)和轮子本体(2)为挤压成型的整体式结构。它的制造方法包括以下几个步骤:下料→冲中心孔→拉伸→车外径→镗中心孔→剖绳槽→铆轴承。采用这种结构和制造方法后,使轮子本体和容置绳索的绳槽为挤压成型的整体式结构,即省去了现有技术中两片钢板的车削、焊接等工艺,从而降低成本了生产成本;同时,整体式结构可以防止绳轮的钢板变形,从而保证绳槽的平整度,进而保证电梯的平稳运行。
电梯用反绳轮.pdf
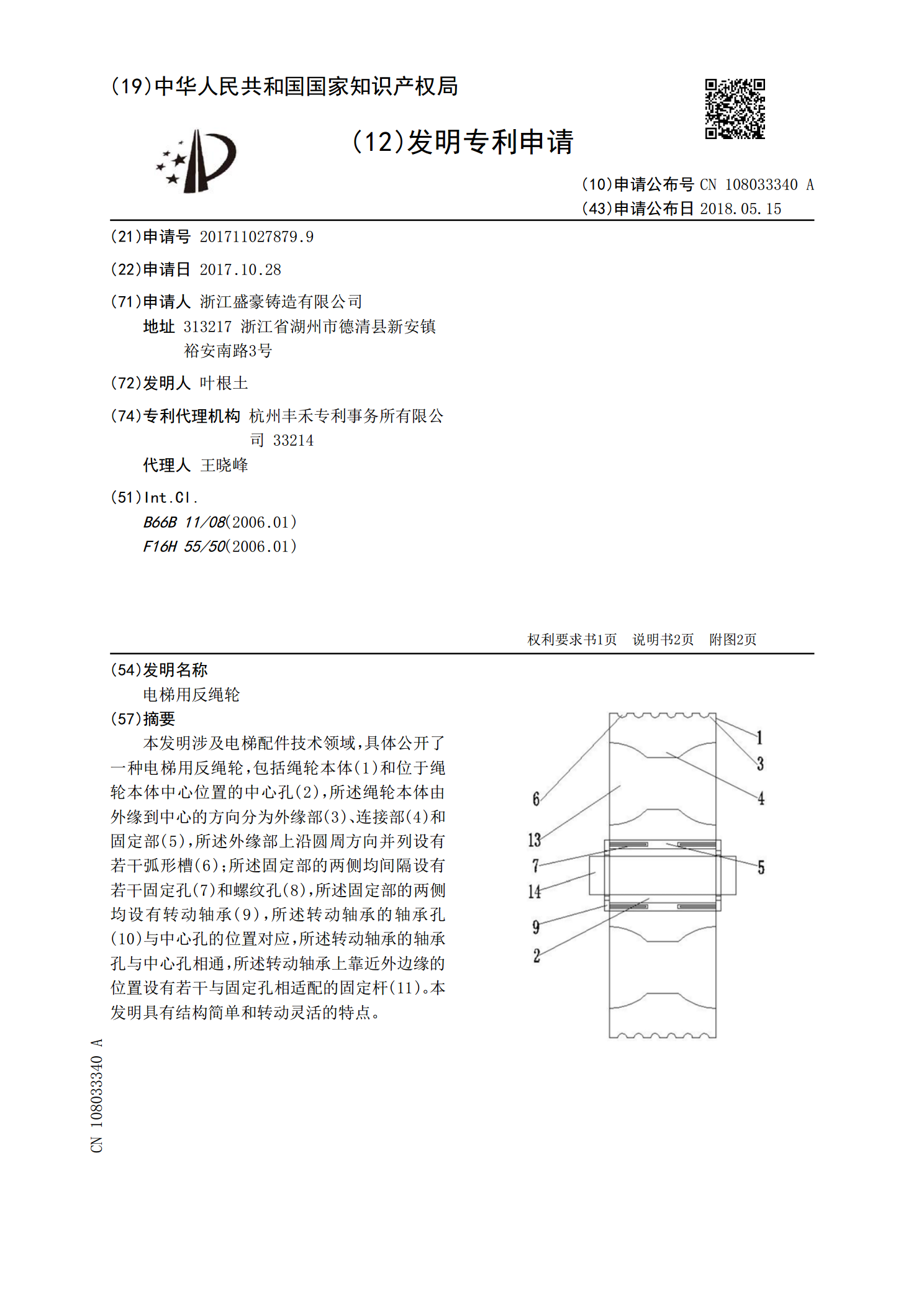
本发明涉及电梯配件技术领域,具体公开了一种电梯用反绳轮,包括绳轮本体(1)和位于绳轮本体中心位置的中心孔(2),所述绳轮本体由外缘到中心的方向分为外缘部(3)、连接部(4)和固定部(5),所述外缘部上沿圆周方向并列设有若干弧形槽(6);所述固定部的两侧均间隔设有若干固定孔(7)和螺纹孔(8),所述固定部的两侧均设有转动轴承(9),所述转动轴承的轴承孔(10)与中心孔的位置对应,所述转动轴承的轴承孔与中心孔相通,所述转动轴承上靠近外边缘的位置设有若干与固定孔相适配的固定杆(11)。本发明具有结构简单和转动灵
补强用纤维绳及其制造方法.pdf
本发明涉及补强用纤维绳,该补强用纤维绳的表面附着有粘接处理剂,在纤维绳的内层部含有分子量低于1000的2种化合物,主要化合物含有芳族化合物或α?二羧酸成分,另一化合物为脂族化合物或脂环式化合物。进一步优选粘接处理剂为间苯二酚·福尔马林·胶乳系粘接处理剂,纤维绳包含加捻的合成纤维。还优选芳族化合物为杂环式化合物,主要化合物只存在于纤维绳的内层部,存在含有六亚甲基二异氰酸酯三聚物结构的化合物,优选在纤维绳的内层部不存在胶乳。该纤维绳通过前处理液和粘接处理液的两段处理制造,可提供耐绽线性大幅改善,与基质的粘接性
电梯导靴轮及其制造方法.pdf
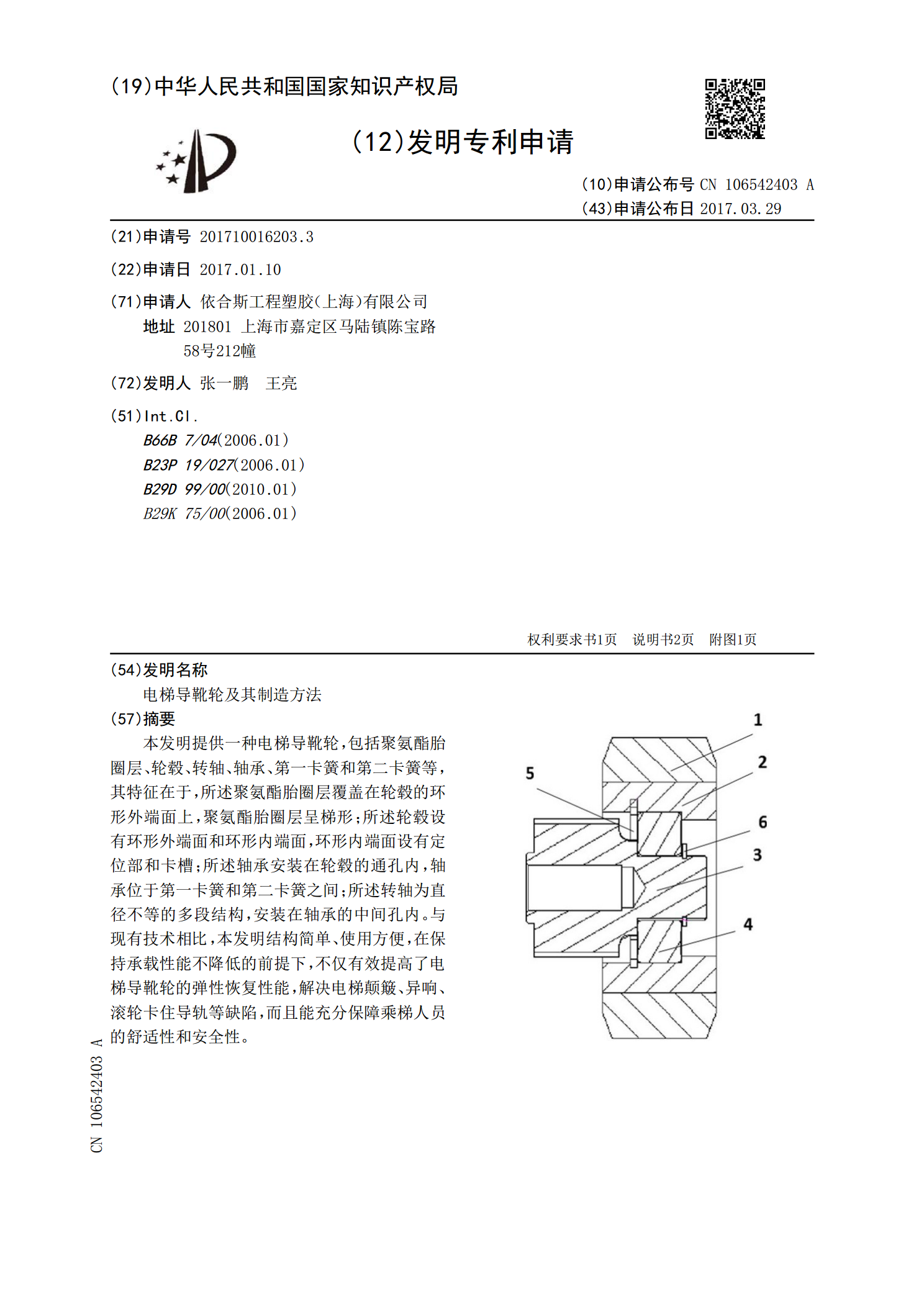
本发明提供一种电梯导靴轮,包括聚氨酯胎圈层、轮毂、转轴、轴承、第一卡簧和第二卡簧等,其特征在于,所述聚氨酯胎圈层覆盖在轮毂的环形外端面上,聚氨酯胎圈层呈梯形;所述轮毂设有环形外端面和环形内端面,环形内端面设有定位部和卡槽;所述轴承安装在轮毂的通孔内,轴承位于第一卡簧和第二卡簧之间;所述转轴为直径不等的多段结构,安装在轴承的中间孔内。与现有技术相比,本发明结构简单、使用方便,在保持承载性能不降低的前提下,不仅有效提高了电梯导靴轮的弹性恢复性能,解决电梯颠簸、异响、滚轮卡住导轨等缺陷,而且能充分保障乘梯人员的

车辆用轮及其制造方法.pdf
本发明涉及车辆用轮及其制造方法。其目的是提供一种使用侧浇口方式的铸造方法制造的车辆用轮,其轮圈部的圆周方向的强度偏差小,整个圆周方向的强度均衡性优良。使用两个浇口设置在相对于轮轴呈对称位置的侧浇口方式的轮铸造用金属模铸造得到了轮毛坯(1),通过对轮毛坯(1)沿轮圈部(3)的整个圆周实施同样的旋压加工,从而将将轮圈部的截面外周形状成型为规定直径的圆形。轮毛坯(1)通过将轮圈部(3)的壁厚从浇口对应部位(3a)朝向90°移动部位(3b),铸造成壁厚逐渐变薄的形状;通过对该轮毛坯(1)实施旋压加工,从而使浇口对