
车辆用轮及其制造方法.pdf

春波****公主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车辆用轮及其制造方法.pdf
本发明涉及车辆用轮及其制造方法。其目的是提供一种使用侧浇口方式的铸造方法制造的车辆用轮,其轮圈部的圆周方向的强度偏差小,整个圆周方向的强度均衡性优良。使用两个浇口设置在相对于轮轴呈对称位置的侧浇口方式的轮铸造用金属模铸造得到了轮毛坯(1),通过对轮毛坯(1)沿轮圈部(3)的整个圆周实施同样的旋压加工,从而将将轮圈部的截面外周形状成型为规定直径的圆形。轮毛坯(1)通过将轮圈部(3)的壁厚从浇口对应部位(3a)朝向90°移动部位(3b),铸造成壁厚逐渐变薄的形状;通过对该轮毛坯(1)实施旋压加工,从而使浇口对
车辆用轮毂及其制造方法.pdf
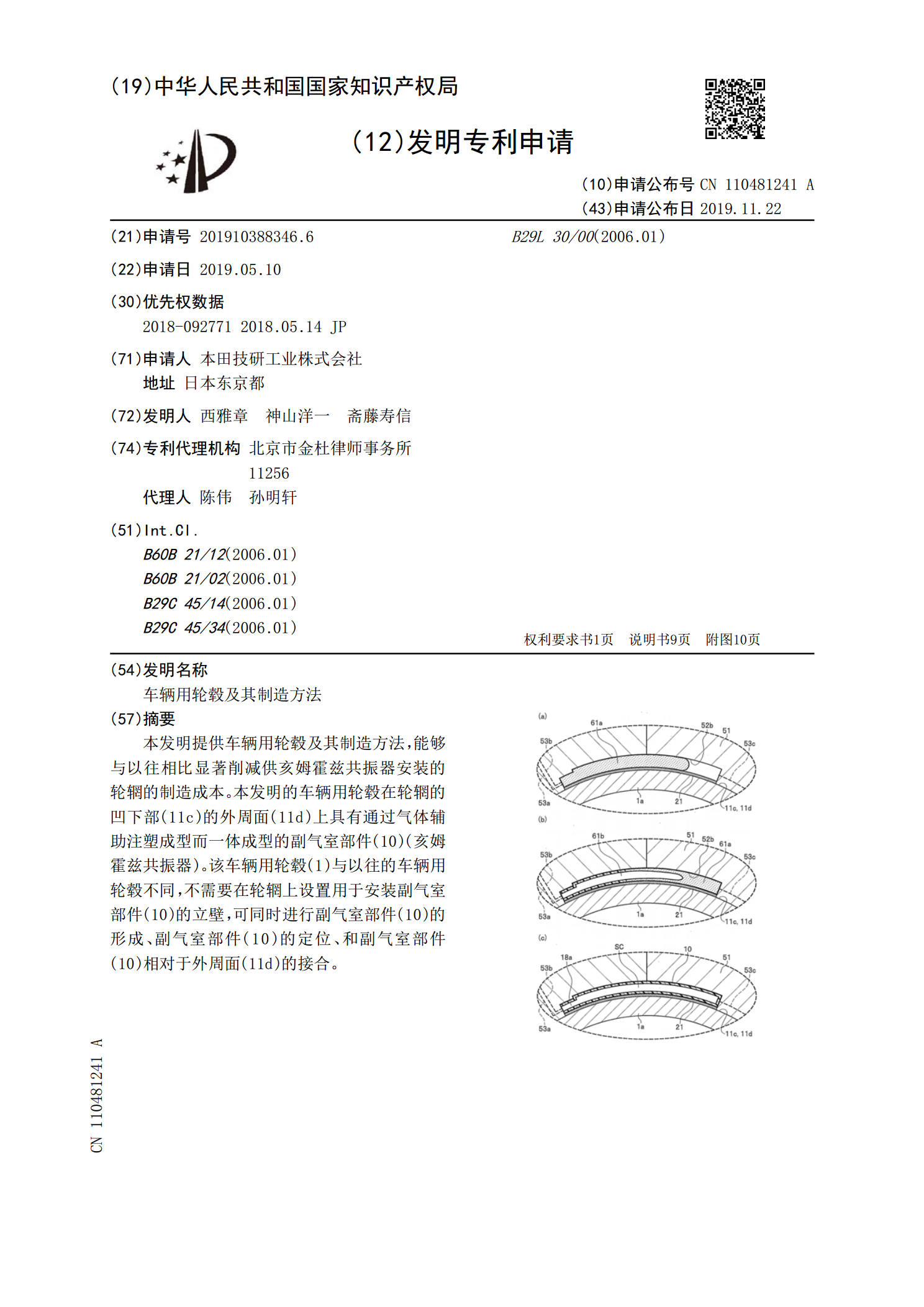
本发明提供车辆用轮毂及其制造方法,能够与以往相比显著削减供亥姆霍兹共振器安装的轮辋的制造成本。本发明的车辆用轮毂在轮辋的凹下部(11c)的外周面(11d)上具有通过气体辅助注塑成型而一体成型的副气室部件(10)(亥姆霍兹共振器)。该车辆用轮毂(1)与以往的车辆用轮毂不同,不需要在轮辋上设置用于安装副气室部件(10)的立壁,可同时进行副气室部件(10)的形成、副气室部件(10)的定位、和副气室部件(10)相对于外周面(11d)的接合。

车辆用座椅构件及其制造方法.pdf
提供抑制在发泡树脂成形体埋设有框架件的车辆用座椅构件的、由成形后的收缩导致的变形的手段。一种车辆用座椅构件的制造方法,该车辆用座椅构件(1)具备:发泡树脂成形体(100);和框架件(200),其至少一部分埋设到该发泡树脂成形体(100),在该车辆用座椅构件(1)中,框架件(200)具备在俯视时沿着车辆用座椅构件(1)的轮廓(400)在发泡树脂成形体(100)的内部延伸的骨架部(250)、(260),该车辆用座椅构件的制造方法的特征在于,在发泡树脂成形体(100)的成形时或成形后,沿着骨架部(250)、(2

车辆用背光装置及其制造方法.pdf
本发明涉及车辆用背光装置及其制造方法,本发明的车辆用背光装置包括:壳体,在下部形成有开口部;镜头,设置于壳体的前部面;电路部,通过开口部放置于壳体的内侧下部,安装有用于发光的光源;导光板,通过开口部设置于壳体的内侧上部,通过对从光源发出的光进行扩散来向镜头传输;反射板,通过开口部配置于导光板的后方,用于对从导光板的后方泄漏的光进行反射;以及密封部,用于对放置有电路部的开口部进行密封。根据本发明,利用树脂来对由镜头与壳体形成为一体的盲点检测注塑物进行成型,从而无需像以往那样进行熔敷及环氧的重复工作,而通过一
车辆用座椅构件及其制造方法.pdf
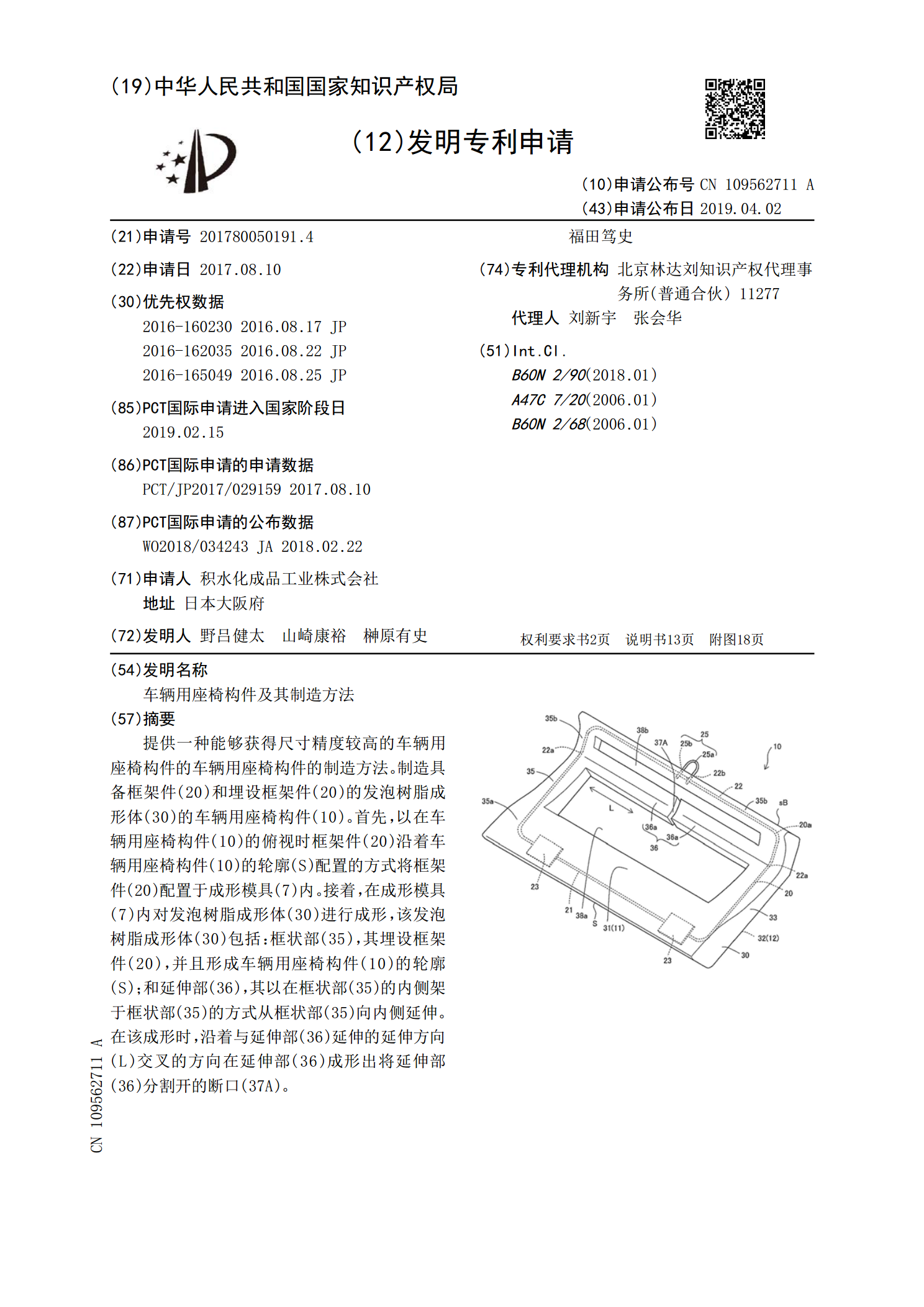
提供一种能够获得尺寸精度较高的车辆用座椅构件的车辆用座椅构件的制造方法。制造具备框架件(20)和埋设框架件(20)的发泡树脂成形体(30)的车辆用座椅构件(10)。首先,以在车辆用座椅构件(10)的俯视时框架件(20)沿着车辆用座椅构件(10)的轮廓(S)配置的方式将框架件(20)配置于成形模具(7)内。接着,在成形模具(7)内对发泡树脂成形体(30)进行成形,该发泡树脂成形体(30)包括:框状部(35),其埋设框架件(20),并且形成车辆用座椅构件(10)的轮廓(S);和延伸部(36),其以在框状部(3