
多工位冷镦机成型T形焊接螺母的工艺.pdf

宁馨****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

多工位冷镦机成型T形焊接螺母的工艺.pdf
本发明公开了一种多工位冷镦机成型T形焊接螺母的工艺,它包括:切断、整形、轮缘及凸缘预备成型、轮缘及焊脚预备成型、轮缘及焊脚完全成型、冲孔切边等工序。本发明主要是将盘元线材通过自动送料装置以精确的步进方式送料,然后由模具经的连贯加工程序使产品一气呵成,产品在连续锻造过程中迅速且精确地成型,实现生产的自动化、标准化,具有更快的生产速度,且线材(胚料)的利用率高,不仅提高了生产效率及材料利用率,还减轻了工人劳动强度,更提高了产品的强度、硬度、精度及外观质量,大幅度地降低了成本,同时具有良好的操作安全性及社会环保
一种成型焊接螺母的冷镦系统及加工工艺.pdf
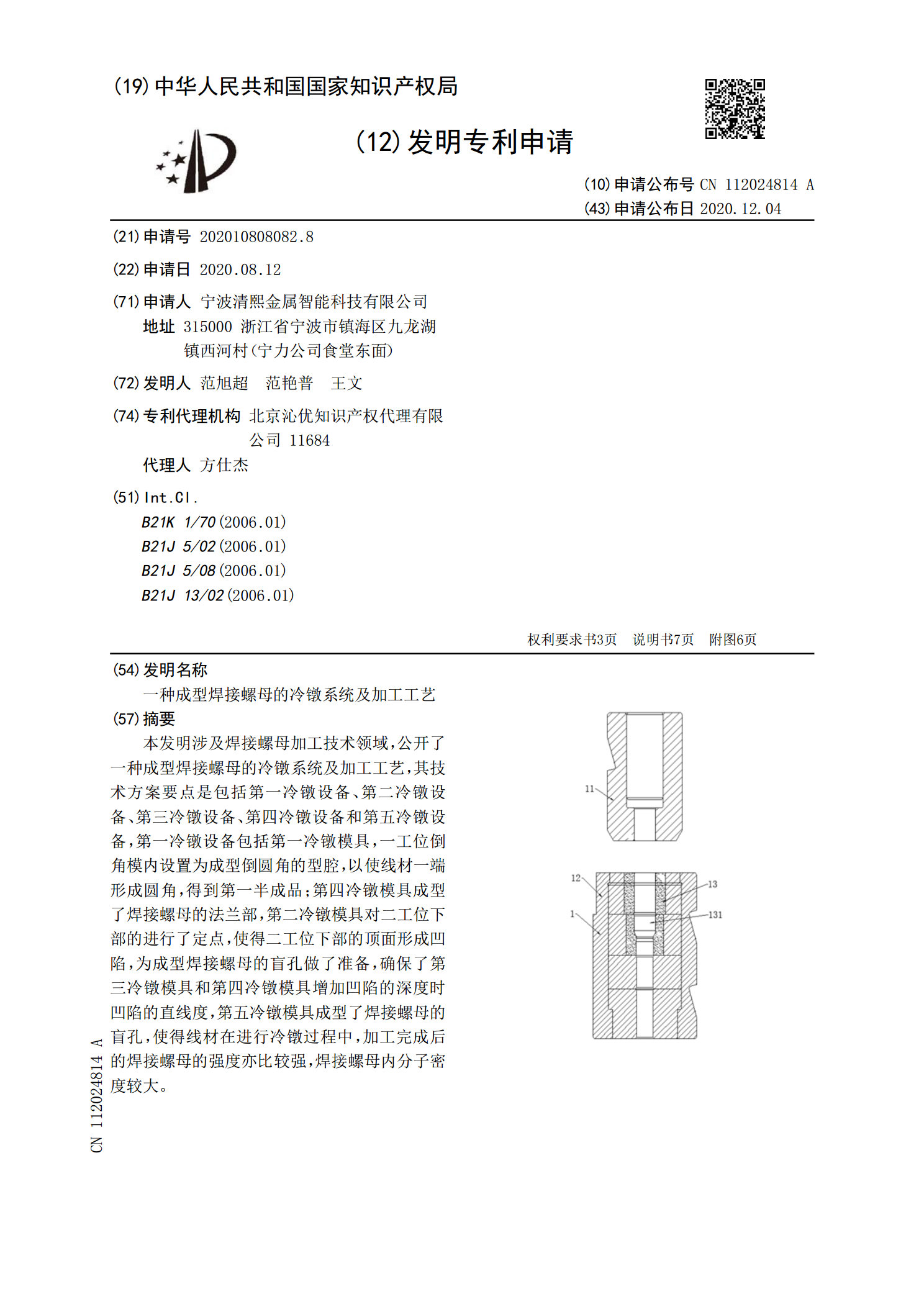
本发明涉及焊接螺母加工技术领域,公开了一种成型焊接螺母的冷镦系统及加工工艺,其技术方案要点是包括第一冷镦设备、第二冷镦设备、第三冷镦设备、第四冷镦设备和第五冷镦设备,第一冷镦设备包括第一冷镦模具,一工位倒角模内设置为成型倒圆角的型腔,以使线材一端形成圆角,得到第一半成品;第四冷镦模具成型了焊接螺母的法兰部,第二冷镦模具对二工位下部的进行了定点,使得二工位下部的顶面形成凹陷,为成型焊接螺母的盲孔做了准备,确保了第三冷镦模具和第四冷镦模具增加凹陷的深度时凹陷的直线度,第五冷镦模具成型了焊接螺母的盲孔,使得线材

一种多工位冷镦成型连体齿轴的工艺.pdf
本发明公开了一种多工位冷镦成型连体齿轴的工艺,其特征在于:它的工艺过程依次包括:1)备料,以金属盘圆线为原料并通过自动送料装置送料,并根据需要剪料;2)所送原料根据连体齿轴形状尺寸通过多工位冷镦机一次或多次加工成型;3)加工成型后在连体齿轴的齿轴上打孔使连体齿轮轴整体成形;该发明通过采用盘圆线冷镦的工艺实现连体齿轮轴一体成形,不但提高了生产效率,而且也避免了原来在齿轮压注过程中出现的因压注工艺造成的质量问题,从而提高了齿轮轴的质量。进一步,本发明通过多工位冷镦机加工成型,填补了连体齿轮加工领域的空白,而且

一种多工位冷镦成型油.pdf
本发明公开了一种多工位冷镦成型油,以所述成型油的总质量按100%计,包含以下质量百分比的原料:润滑剂20~50%、极压剂0.5~30%和余量的基础油;所述润滑剂为动物脂肪油,所述极压剂为硫化脂肪酸酯、硫化甲基酯、硫化甲基酯、硫化动物油、硫化三酸甘油酯、硫化烯烃、二烷基硫化物中的一种或几种的混合物。本发明的多工位冷镦成型油采用动物脂肪油作为润滑剂,硫化脂肪酸酯、硫化动物油、硫化三酸甘油酯、硫化烯烃、二烷基硫化物中的一种或几种的混合物作为极压剂,使得到的成型油具有极高的抗磨性能、极压性能、润滑性和塑性等,并使

管螺母冷镦装置及其冷镦工艺.pdf
本发明公开了一种管螺母冷镦装置及其冷镦工艺,该装置包括:切断机构、送料机构、传送机构以及六个模具,其中,送料机构与切断机构的位置对应;传送机构在送料机构以及模具之间移动送料;模具包括用于预镦倒角的第一模具、用于成型杆径的第二模具、用于预镦头部六角形状的第三模具、用于反挤内孔并同时精镦出头部六角形状的第四模具和第五模具、以及用于通孔的第六模具,所述六个模具依次排列。本发明无需以价格昂贵的六角棒料为原料,节省了生产成本;工位料在模具中直接成型,工序简单;材料利用率高,单个管螺母所需的原料量相对于现有技术节省了