
一种成型焊接螺母的冷镦系统及加工工艺.pdf

是你****优呀


1/10
2/10

3/10

4/10

5/10
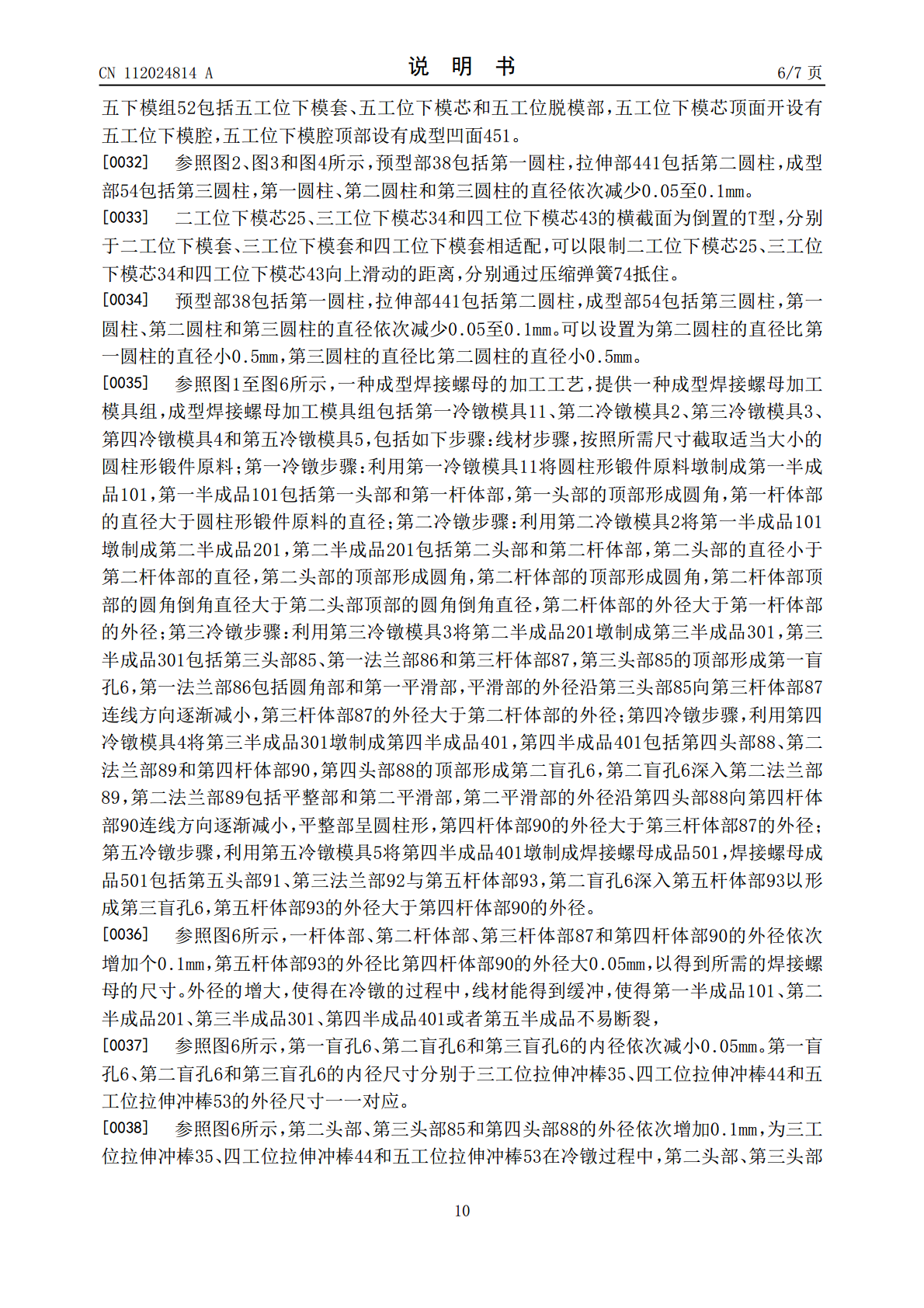
6/10

7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种成型焊接螺母的冷镦系统及加工工艺.pdf
本发明涉及焊接螺母加工技术领域,公开了一种成型焊接螺母的冷镦系统及加工工艺,其技术方案要点是包括第一冷镦设备、第二冷镦设备、第三冷镦设备、第四冷镦设备和第五冷镦设备,第一冷镦设备包括第一冷镦模具,一工位倒角模内设置为成型倒圆角的型腔,以使线材一端形成圆角,得到第一半成品;第四冷镦模具成型了焊接螺母的法兰部,第二冷镦模具对二工位下部的进行了定点,使得二工位下部的顶面形成凹陷,为成型焊接螺母的盲孔做了准备,确保了第三冷镦模具和第四冷镦模具增加凹陷的深度时凹陷的直线度,第五冷镦模具成型了焊接螺母的盲孔,使得线材

多工位冷镦机成型T形焊接螺母的工艺.pdf
本发明公开了一种多工位冷镦机成型T形焊接螺母的工艺,它包括:切断、整形、轮缘及凸缘预备成型、轮缘及焊脚预备成型、轮缘及焊脚完全成型、冲孔切边等工序。本发明主要是将盘元线材通过自动送料装置以精确的步进方式送料,然后由模具经的连贯加工程序使产品一气呵成,产品在连续锻造过程中迅速且精确地成型,实现生产的自动化、标准化,具有更快的生产速度,且线材(胚料)的利用率高,不仅提高了生产效率及材料利用率,还减轻了工人劳动强度,更提高了产品的强度、硬度、精度及外观质量,大幅度地降低了成本,同时具有良好的操作安全性及社会环保

管螺母冷镦装置及其冷镦工艺.pdf
本发明公开了一种管螺母冷镦装置及其冷镦工艺,该装置包括:切断机构、送料机构、传送机构以及六个模具,其中,送料机构与切断机构的位置对应;传送机构在送料机构以及模具之间移动送料;模具包括用于预镦倒角的第一模具、用于成型杆径的第二模具、用于预镦头部六角形状的第三模具、用于反挤内孔并同时精镦出头部六角形状的第四模具和第五模具、以及用于通孔的第六模具,所述六个模具依次排列。本发明无需以价格昂贵的六角棒料为原料,节省了生产成本;工位料在模具中直接成型,工序简单;材料利用率高,单个管螺母所需的原料量相对于现有技术节省了

一种压铆螺母的冷镦成型工艺及其成型花齿的模具结构.pdf
本发明涉及一种压铆螺母的冷镦成型工艺及成型花齿的模具结构,所述的冷镦成型工艺的步骤为:S1、剪切线材;S2、整形;S3、束杆并成型底部盲孔;S4、拉伸顶部盲孔;S5、镦压顶部粗头;S6、成型花齿;S7、冲通孔。模具结构为,包括主模单元和冲模单元,冲模单元包括冲模壳、冲模顶针,主模单元包括主模壳、凹模,凹模的成型腔底部设有主模顶针,在主模顶针外部设有主模顶针套,在凹模下方设有主模第一垫块、第二垫块、第三垫块,主模顶针从主模顶针套中部穿过,主模第三垫块内设有主模顶杆,主模顶杆穿过主模第二垫块与主模顶针套底部相

冷镦成型工艺.doc
紧固件冷镦成型工艺紧固件成型工艺中,冷镦(挤)技术就是一种主要加工工艺。冷镦(挤)属于金属压力加工范畴。在生产中,在常温状态下,对金属施加外力,使金属在预定得模具内成形,这种方法通常叫冷镦。实际上,任何紧固件得成形,不单就是冷镦一种变形方式能实现得,它在冷镦过程中,除了镦粗变形外,还伴随有正、反挤压、复合挤压、冲切、辗压等多种变形方式。因此,生产中对冷镦得叫法,只就是一种习惯性叫法,更确切地说,应该叫做冷镦(挤)。冷镦(挤)得优点很多,它适用于紧固件得大批量生产。它得主要优点概括为以下几个方面:a。钢材利