
断续焊接叶轮及其焊接方法.pdf

a是****澜吖


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

断续焊接叶轮及其焊接方法.pdf
本发明涉及一种焊接叶轮,特别涉及一种断续焊接叶轮及其焊接方法。现有的不透钢焊接叶轮或焊接前后尺寸,或机械强度小,容易开焊。为此,本断续焊接叶轮包括后盖板和多条弧形叶片,所述弧形叶片均匀焊接在后盖板上,所述弧形叶片与后盖板之间的焊缝分隔成多段成段焊缝,各成段焊缝之间设有断焊点。本断续焊接叶轮还可以包括前盖板,所述弧形叶片夹在该前盖板和后盖板之间。本发明还涉及相应断续焊接叶轮的焊接方法。本发明断续焊接叶轮具有结构简单、机械强度高,焊接前后尺寸变化小的优点,是现有不锈钢焊接叶轮的理想替代产品,其焊接方法步骤简单

组合焊接式水泵叶轮及其成形方法.pdf
本发明公开了一种组合焊接式水泵叶轮及其成形方法,该叶轮由轮毂、加强板和多个叶轮瓣焊接而成;在一块板材上用模具冲压成由后盖板瓣、叶片、前盖板瓣构成的叶轮瓣;每个后盖板瓣的边缘线与另一个后盖板瓣的叶片与后盖板瓣交线对接后形成后焊缝,每个前盖板瓣的边缘线与另一个前盖板瓣的叶片与前盖板瓣交线对接后形成前焊缝,在焊缝的外侧用焊条将全部叶轮瓣焊接成一个整体,再焊上轮毂和加强板,既可得到本发明的焊接叶轮。该种组合焊接式水泵叶轮焊缝形成在叶轮的外部,焊接操作容易,流道内不会产生焊瘤。所以,焊接成形简单,叶片不变形,流道无

一种测试用的双吸泵的焊接叶轮及其焊接方法.pdf
本发明提供一种测试用的双吸泵的焊接叶轮及其焊接方法,涉及双吸泵领域,包括后盖板和多条弧形叶片,所述后盖板上挖与弧形叶片形状相似且放有一定余量的配合槽,所述独立叶片上设有对叶片的边进行延伸的延伸部分,所述配合槽开口大于延伸部分;本发明提供了一种测试用的双吸泵的焊接叶轮及其焊接方法,可以安全、稳固的将弧形叶片焊接在后盖板上;根据参数传感器所能承受的最大温度为70度,而焊接产生的高温远远超过此温度,本装置所采用的方法很好的保护了传感器不受伤害,保证了后续研究测试的继续。
焊接装置及其焊接方法.pdf
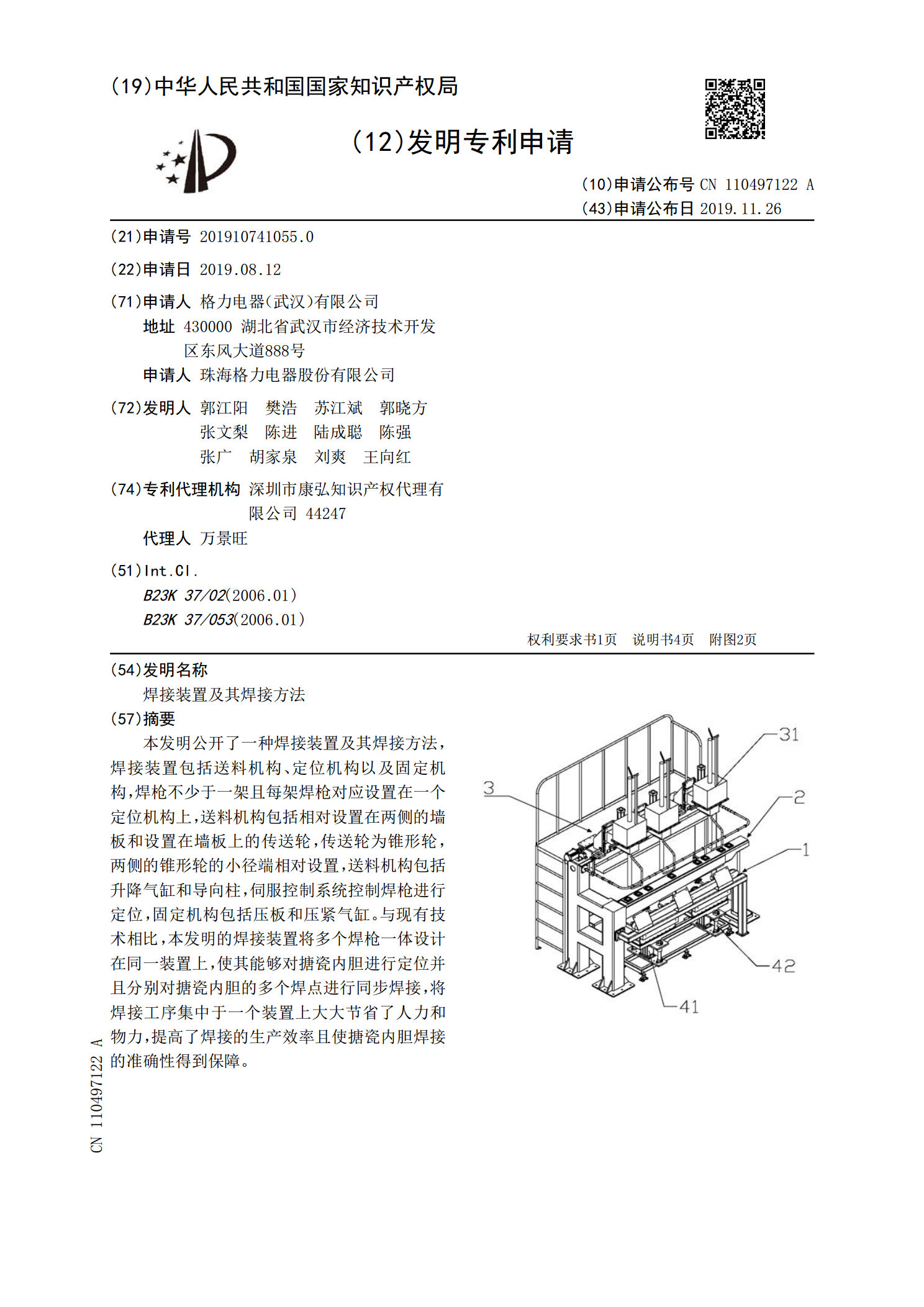
本发明公开了一种焊接装置及其焊接方法,焊接装置包括送料机构、定位机构以及固定机构,焊枪不少于一架且每架焊枪对应设置在一个定位机构上,送料机构包括相对设置在两侧的墙板和设置在墙板上的传送轮,传送轮为锥形轮,两侧的锥形轮的小径端相对设置,送料机构包括升降气缸和导向柱,伺服控制系统控制焊枪进行定位,固定机构包括压板和压紧气缸。与现有技术相比,本发明的焊接装置将多个焊枪一体设计在同一装置上,使其能够对搪瓷内胆进行定位并且分别对搪瓷内胆的多个焊点进行同步焊接,将焊接工序集中于一个装置上大大节省了人力和物力,提高了焊
焊接装置及其焊接方法.pdf
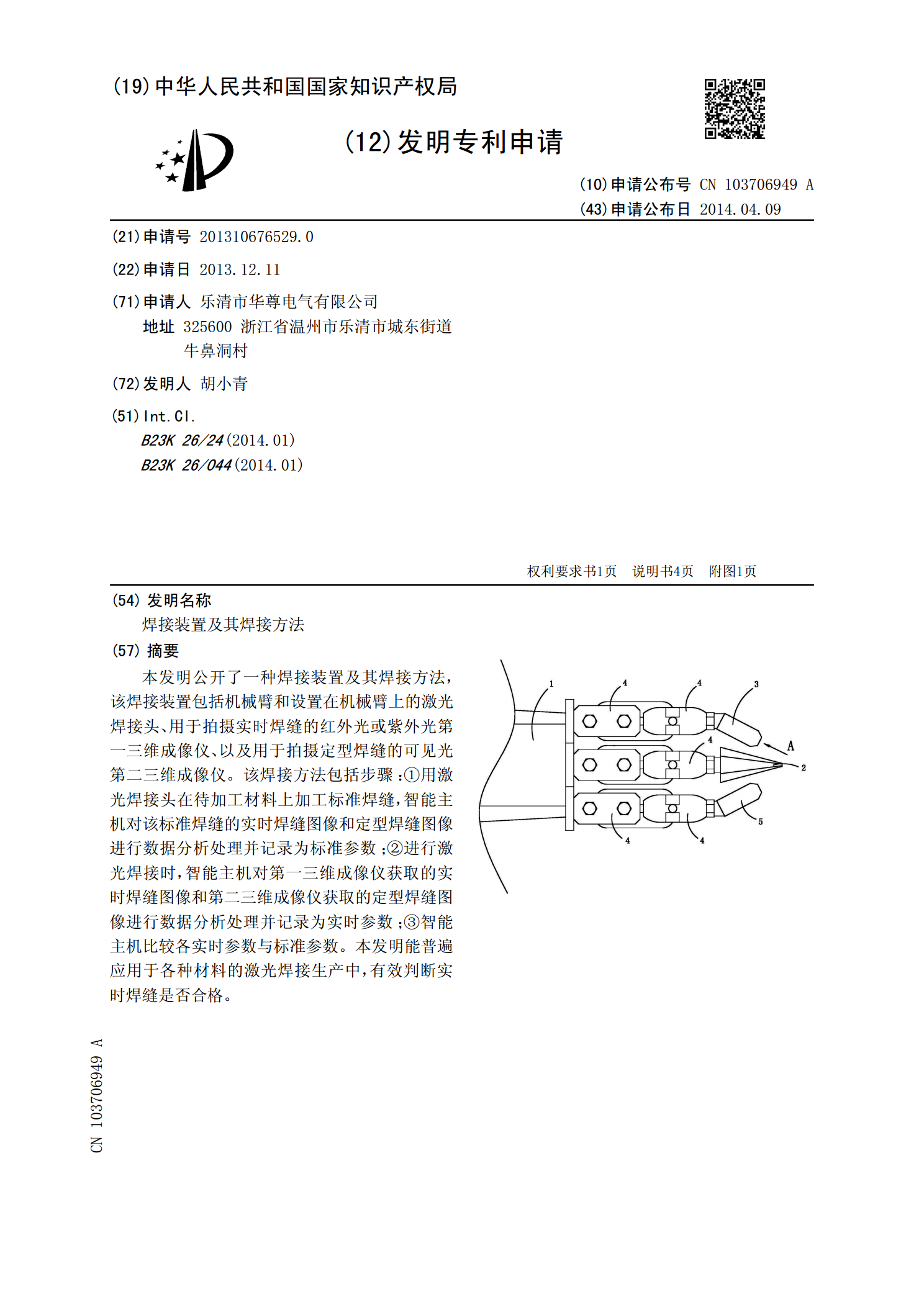
本发明公开了一种焊接装置及其焊接方法,该焊接装置包括机械臂和设置在机械臂上的激光焊接头、用于拍摄实时焊缝的红外光或紫外光第一三维成像仪、以及用于拍摄定型焊缝的可见光第二三维成像仪。该焊接方法包括步骤:①用激光焊接头在待加工材料上加工标准焊缝,智能主机对该标准焊缝的实时焊缝图像和定型焊缝图像进行数据分析处理并记录为标准参数;②进行激光焊接时,智能主机对第一三维成像仪获取的实时焊缝图像和第二三维成像仪获取的定型焊缝图像进行数据分析处理并记录为实时参数;③智能主机比较各实时参数与标准参数。本发明能普遍应用于各种