
一种测试用的双吸泵的焊接叶轮及其焊接方法.pdf

努力****弘毅

1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种测试用的双吸泵的焊接叶轮及其焊接方法.pdf
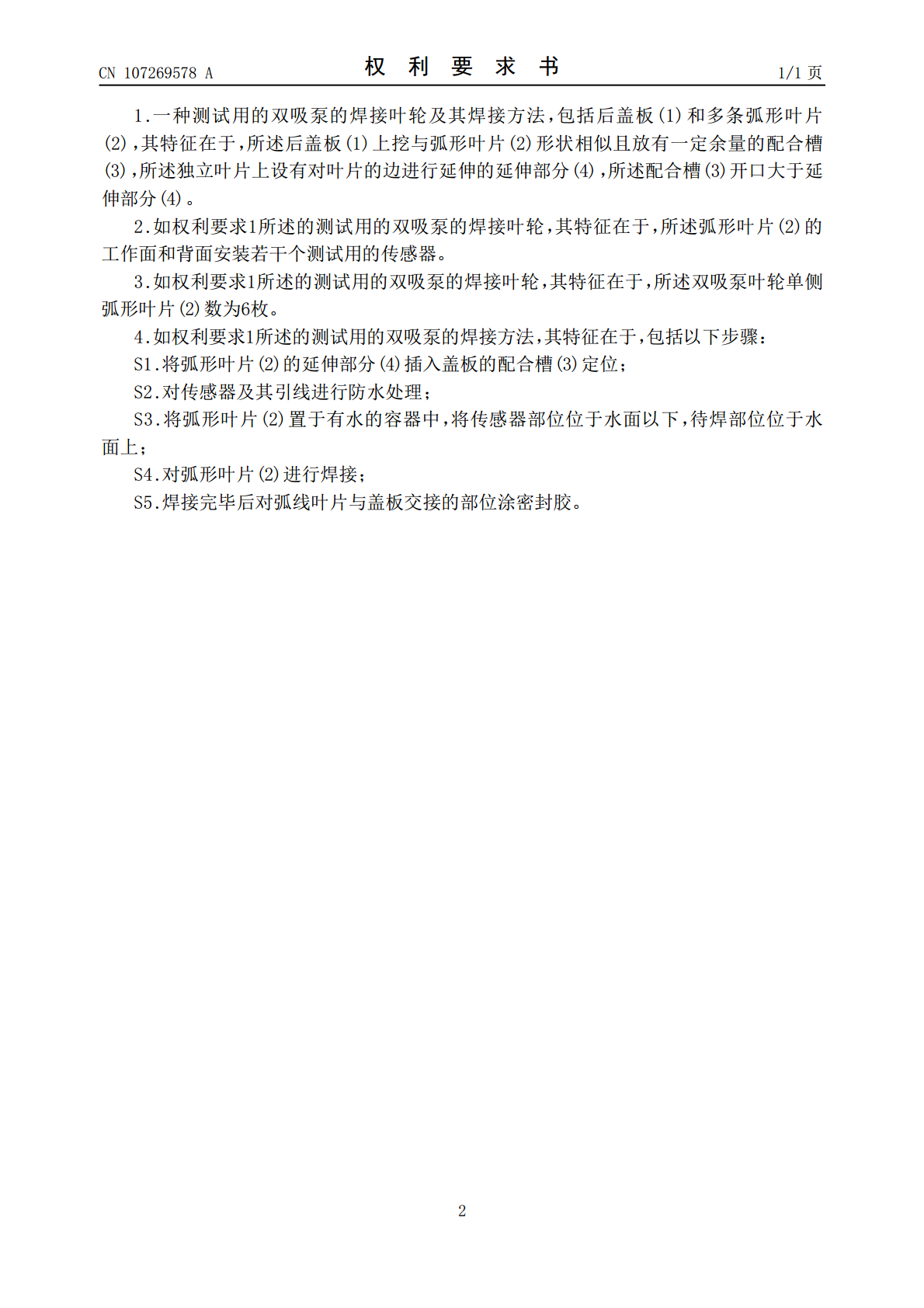
本发明提供一种测试用的双吸泵的焊接叶轮及其焊接方法,涉及双吸泵领域,包括后盖板和多条弧形叶片,所述后盖板上挖与弧形叶片形状相似且放有一定余量的配合槽,所述独立叶片上设有对叶片的边进行延伸的延伸部分,所述配合槽开口大于延伸部分;本发明提供了一种测试用的双吸泵的焊接叶轮及其焊接方法,可以安全、稳固的将弧形叶片焊接在后盖板上;根据参数传感器所能承受的最大温度为70度,而焊接产生的高温远远超过此温度,本装置所采用的方法很好的保护了传感器不受伤害,保证了后续研究测试的继续。

双吸泵叶轮的热压焊接成型工艺.docx
双吸泵叶轮的热压焊接成型工艺双吸泵叶轮的热压焊接成型工艺摘要:双吸泵是一种常见的工业设备,广泛应用于工业领域中。其中,叶轮是双吸泵的核心部件之一,其质量和工艺对双吸泵的性能影响重大。本文将重点研究双吸泵叶轮的热压焊接成型工艺,分析其优缺点,并探讨如何进一步改进该工艺。1.引言双吸泵是一种采用两个吸入口的离心泵,其具有流量大、泵效高等特点,在工业生产中得到广泛应用。叶轮作为双吸泵的核心部件,其结构和质量对双吸泵的性能影响巨大。因此,提高叶轮的制造工艺和质量是提高双吸泵性能的关键。2.热压焊接成型工艺的原理热

断续焊接叶轮及其焊接方法.pdf
本发明涉及一种焊接叶轮,特别涉及一种断续焊接叶轮及其焊接方法。现有的不透钢焊接叶轮或焊接前后尺寸,或机械强度小,容易开焊。为此,本断续焊接叶轮包括后盖板和多条弧形叶片,所述弧形叶片均匀焊接在后盖板上,所述弧形叶片与后盖板之间的焊缝分隔成多段成段焊缝,各成段焊缝之间设有断焊点。本断续焊接叶轮还可以包括前盖板,所述弧形叶片夹在该前盖板和后盖板之间。本发明还涉及相应断续焊接叶轮的焊接方法。本发明断续焊接叶轮具有结构简单、机械强度高,焊接前后尺寸变化小的优点,是现有不锈钢焊接叶轮的理想替代产品,其焊接方法步骤简单

耐磨双吸泵叶轮的制备方法.pdf
本发明公开了一种耐磨双吸叶轮的制备方法,包括以下步骤:1)按照以下比例配备耐磨材料;2)低压浇注:物理降温,浇注温度为700~800℃,石膏模具的预热温度为200~300℃;3)脱模:将浇注后的模具进行脱模,得到叶轮毛坯;4)将叶轮毛坯放入浸渍液中进行真空浸渍处理,保压5~10min,浸渍液的组分为:苯甲酰氯5~10份、过氧化二苯甲酰10~15份、乙醇50~70份;5)经过浸渍处理后的叶轮毛坯真空煅烧淬火,温度800~1000℃,煅烧30min,自然风干,即得成品。本发明提供一种高效耐磨矿浆泵叶轮的制备方

泵的首级双吸叶轮.pdf
本发明涉及一种叶轮结构。本发明包括多级叶轮,设置在泵轴上,首级叶轮采用双吸叶轮,其余级叶轮采用单吸叶轮,首级叶轮采用同侧双吸叶轮结构形式。本发明具有体积小、结构紧凑、安装维修方便等特点。同时具有低汽蚀余量和高效率等优点,可广泛适用于多级离心泵的吸入段。