
组合焊接式水泵叶轮及其成形方法.pdf

努力****凌芹


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

组合焊接式水泵叶轮及其成形方法.pdf
本发明公开了一种组合焊接式水泵叶轮及其成形方法,该叶轮由轮毂、加强板和多个叶轮瓣焊接而成;在一块板材上用模具冲压成由后盖板瓣、叶片、前盖板瓣构成的叶轮瓣;每个后盖板瓣的边缘线与另一个后盖板瓣的叶片与后盖板瓣交线对接后形成后焊缝,每个前盖板瓣的边缘线与另一个前盖板瓣的叶片与前盖板瓣交线对接后形成前焊缝,在焊缝的外侧用焊条将全部叶轮瓣焊接成一个整体,再焊上轮毂和加强板,既可得到本发明的焊接叶轮。该种组合焊接式水泵叶轮焊缝形成在叶轮的外部,焊接操作容易,流道内不会产生焊瘤。所以,焊接成形简单,叶片不变形,流道无
闭式叶轮及其成形方法.pdf
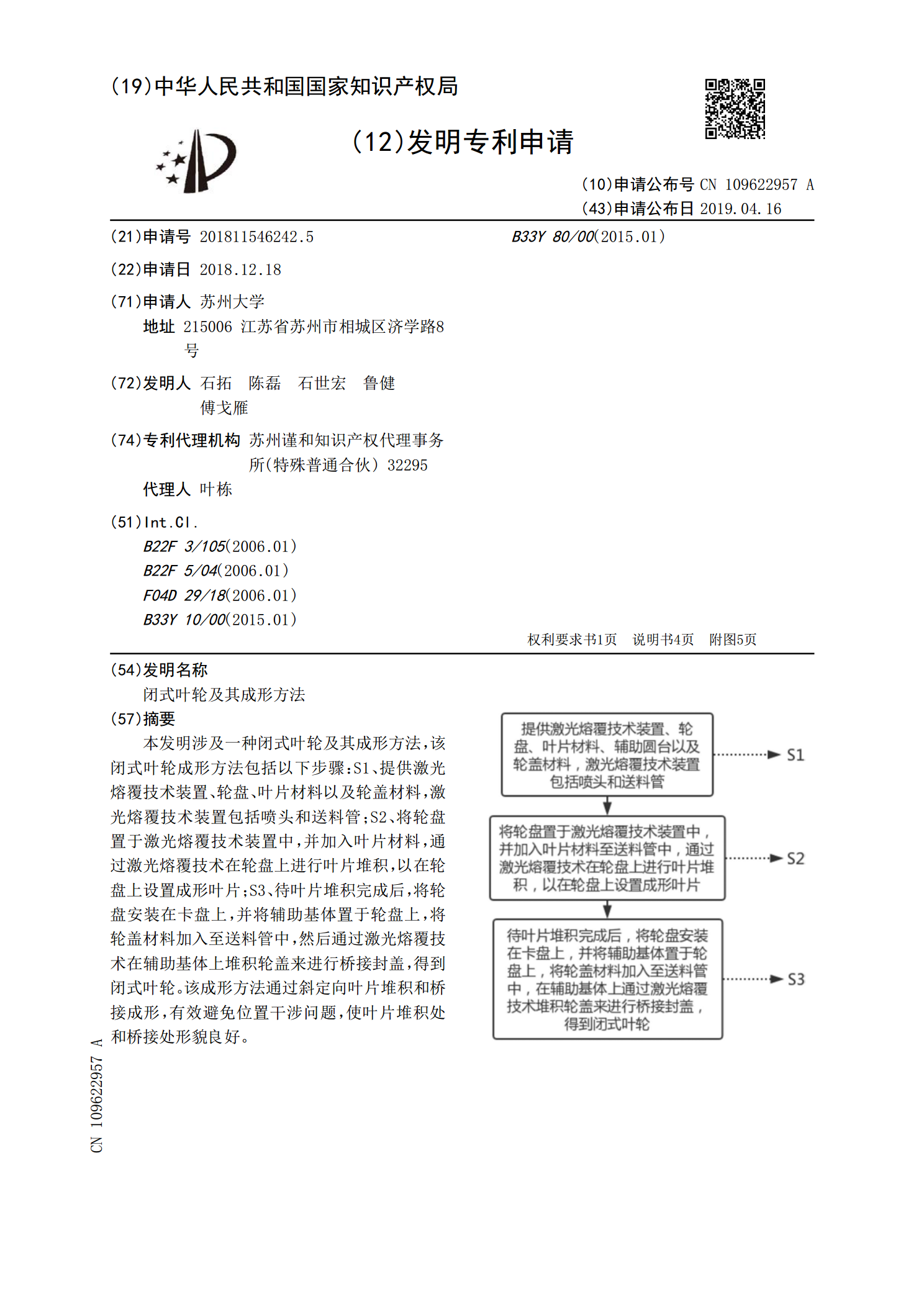
本发明涉及一种闭式叶轮及其成形方法,该闭式叶轮成形方法包括以下步骤:S1、提供激光熔覆技术装置、轮盘、叶片材料以及轮盖材料,激光熔覆技术装置包括喷头和送料管;S2、将轮盘置于激光熔覆技术装置中,并加入叶片材料,通过激光熔覆技术在轮盘上进行叶片堆积,以在轮盘上设置成形叶片;S3、待叶片堆积完成后,将轮盘安装在卡盘上,并将辅助基体置于轮盘上,将轮盖材料加入至送料管中,然后通过激光熔覆技术在辅助基体上堆积轮盖来进行桥接封盖,得到闭式叶轮。该成形方法通过斜定向叶片堆积和桥接成形,有效避免位置干涉问题,使叶片堆积处

水泵叶轮及其制备方法.pdf
本发明公开了一种水泵叶轮及时制备方法,解决了现有单体式的水泵叶轮加工不便,相对较重,造价高的问题,所采取的技术方案:通过对不锈钢片材进行冲压加工而形成盖板和叶片,两盖板同轴连接固定在一起,盖板在冲压成型过程中形成向着一侧的拱起,而使得两盖板贴合固定在一起后,会在本体的周缘处形成尖缘。所加工形成的叶片上形成插口,本体的尖缘处沿周向均布有若干叶片,尖缘插接在插口内,叶片自两盖板周缘处对两盖板进行轴向固定,使得这种分体式的叶轮自身内部的联接牢固性好,重量轻,从而能够有效节省工作能耗,制作方便,造价低。

水泵叶轮焊接夹具.pdf
本发明涉及一种水泵叶轮焊接夹具,包括旋转基座、模座、压紧旋转装置、摩擦传动副、龙门架、卸料装置、一维数控工作台,其中,模座安装在旋转基座上,模座与旋转基座同轴,旋转基座安装在一维数控工作台上;压紧旋转装置装在龙门架上,摩擦传动副的一端装在旋转压紧装置上,另一端装在模座上,卸料装置装在旋转基座下面,龙门架横跨安装在旋转基座上方,调整龙门架、压紧旋转装置能保证压紧旋转装置的旋转轴与旋转基座同轴。本发明与传统焊接装置比,装夹简易快捷、定位精确,结合现代的激光焊接工艺可实现快速焊接,焊接质量可靠,零报废率,生产效

断续焊接叶轮及其焊接方法.pdf
本发明涉及一种焊接叶轮,特别涉及一种断续焊接叶轮及其焊接方法。现有的不透钢焊接叶轮或焊接前后尺寸,或机械强度小,容易开焊。为此,本断续焊接叶轮包括后盖板和多条弧形叶片,所述弧形叶片均匀焊接在后盖板上,所述弧形叶片与后盖板之间的焊缝分隔成多段成段焊缝,各成段焊缝之间设有断焊点。本断续焊接叶轮还可以包括前盖板,所述弧形叶片夹在该前盖板和后盖板之间。本发明还涉及相应断续焊接叶轮的焊接方法。本发明断续焊接叶轮具有结构简单、机械强度高,焊接前后尺寸变化小的优点,是现有不锈钢焊接叶轮的理想替代产品,其焊接方法步骤简单