
硅晶片的制造方法.pdf

努力****爱敏


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

硅晶片的制造方法.pdf
本发明提供一种硅晶片的制造方法,其在由硅锭制造硅晶片时,可以改善成品率并可以防止生产效率的降低。在硅块表面的研磨中,通过使用环形研磨带(30)(金刚石研磨布)作为研磨工具,可以大幅度缩短硅块表面的研磨所需时间。另外,用环形研磨带(30)(金刚石研磨布)进行的研磨与用金刚石砂轮进行的研磨不同,可实现弹性研磨,因此,可以减轻研磨中进入硅块表面的微小的裂纹。
单晶硅的制造方法、单晶硅及硅晶片.pdf
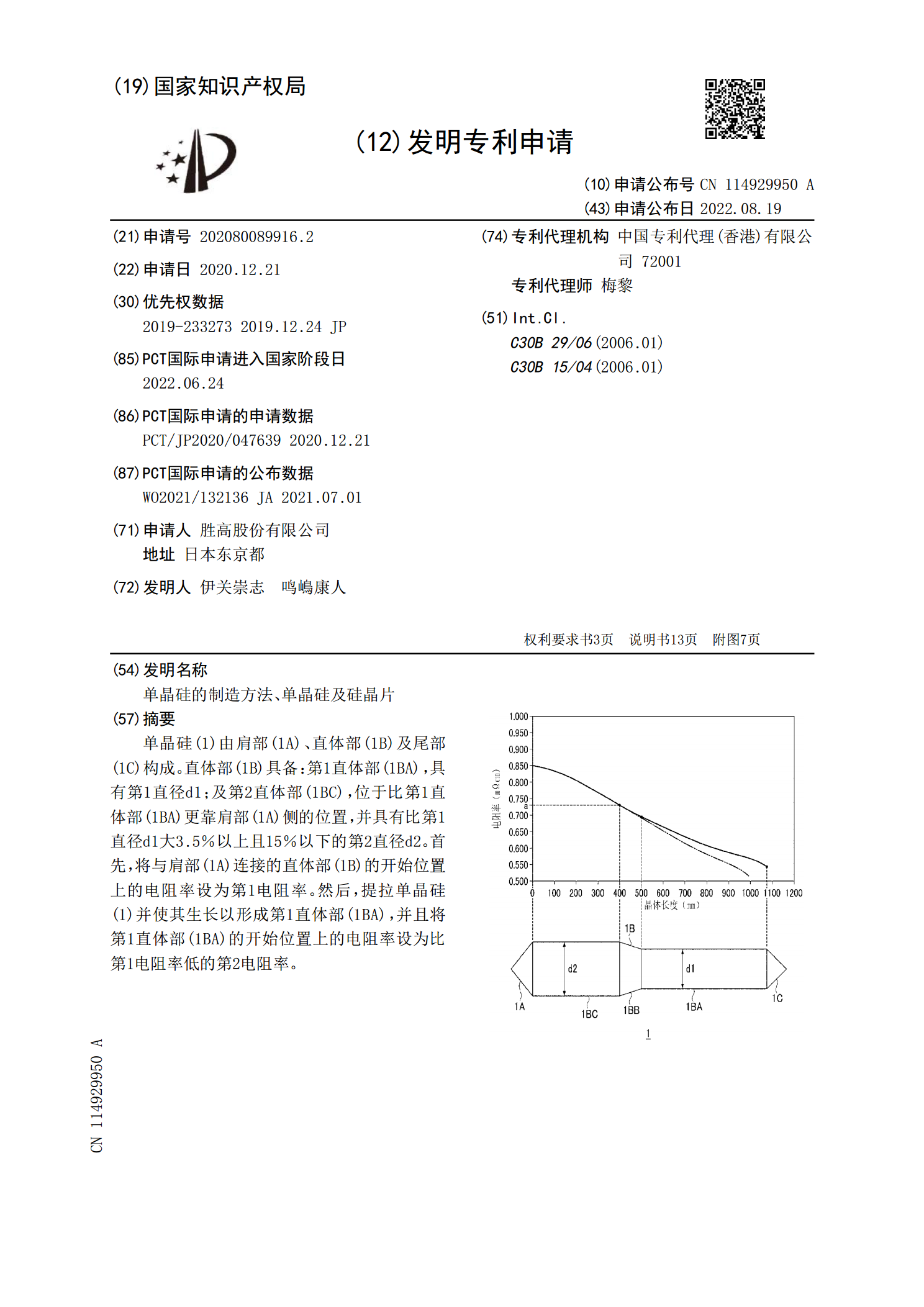
单晶硅(1)由肩部(1A)、直体部(1B)及尾部(1C)构成。直体部(1B)具备:第1直体部(1BA),具有第1直径d1;及第2直体部(1BC),位于比第1直体部(1BA)更靠肩部(1A)侧的位置,并具有比第1直径d1大3.5%以上且15%以下的第2直径d2。首先,将与肩部(1A)连接的直体部(1B)的开始位置上的电阻率设为第1电阻率。然后,提拉单晶硅(1)并使其生长以形成第1直体部(1BA),并且将第1直体部(1BA)的开始位置上的电阻率设为比第1电阻率低的第2电阻率。
硅晶片的缺陷检查方法及硅晶片的缺陷检查系统.pdf
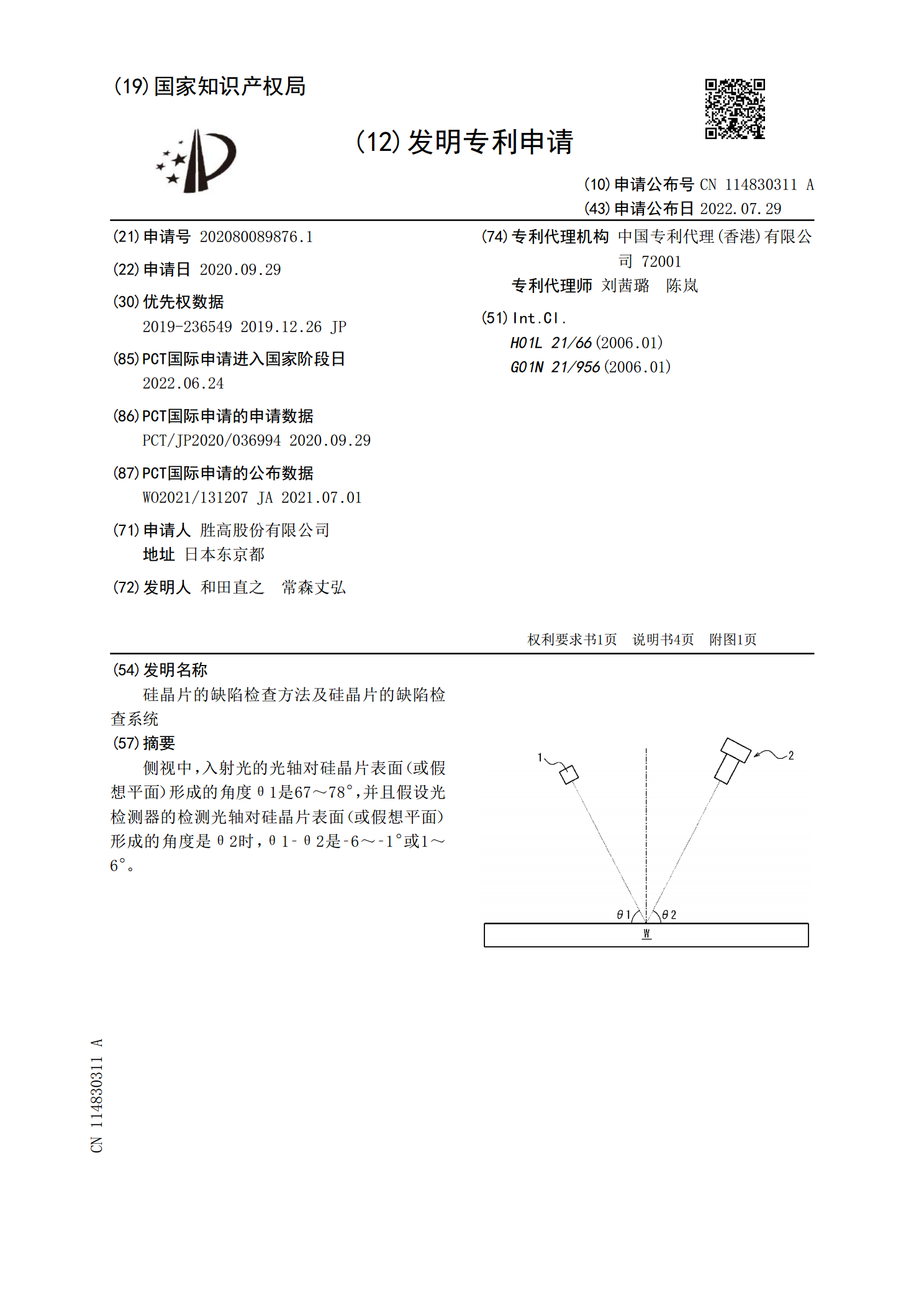
侧视中,入射光的光轴对硅晶片表面(或假想平面)形成的角度θ1是67~78°,并且假设光检测器的检测光轴对硅晶片表面(或假想平面)形成的角度是θ2时,θ1?θ2是?6~?1°或1~6°。
硅晶片的缺陷检查方法及硅晶片的缺陷检查系统.pdf
侧视中,入射光的光轴对硅晶片表面(或假想平面)形成的角度θ1是67~78°,并且假设光检测器的检测光轴对硅晶片表面(或假想平面)形成的角度是θ2时,θ1?θ2是?6~?1°或1~6°。
掺杂硅晶片的方法.pdf
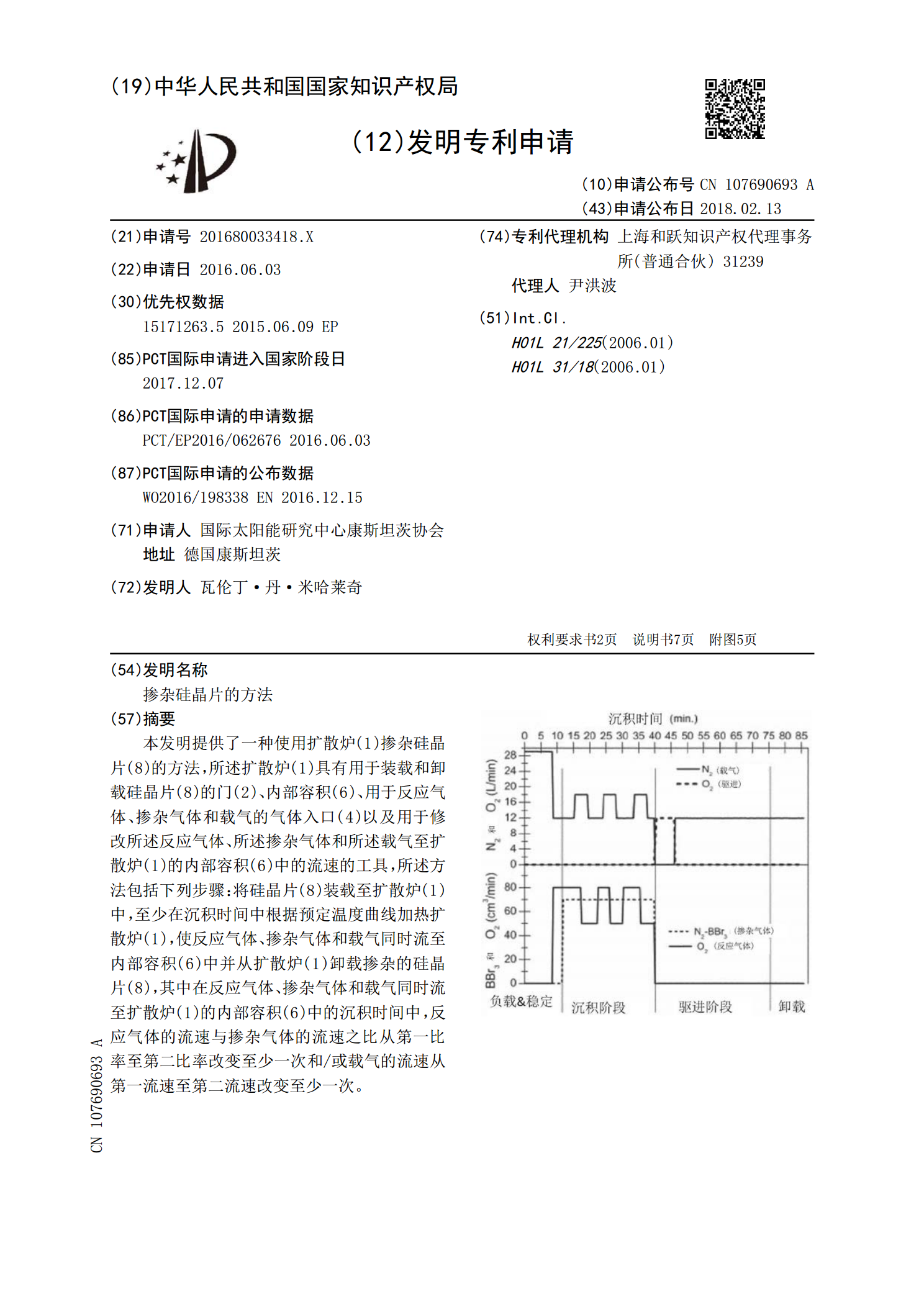
本发明提供了一种使用扩散炉(1)掺杂硅晶片(8)的方法,所述扩散炉(1)具有用于装载和卸载硅晶片(8)的门(2)、内部容积(6)、用于反应气体、掺杂气体和载气的气体入口(4)以及用于修改所述反应气体、所述掺杂气体和所述载气至扩散炉(1)的内部容积(6)中的流速的工具,所述方法包括下列步骤:将硅晶片(8)装载至扩散炉(1)中,至少在沉积时间中根据预定温度曲线加热扩散炉(1),使反应气体、掺杂气体和载气同时流至内部容积(6)中并从扩散炉(1)卸载掺杂的硅晶片(8),其中在反应气体、掺杂气体和载气同时流至扩散炉