
一种铝合金车轮低压铸造模具.pdf

书生****瑞梦

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金车轮低压铸造模具.pdf
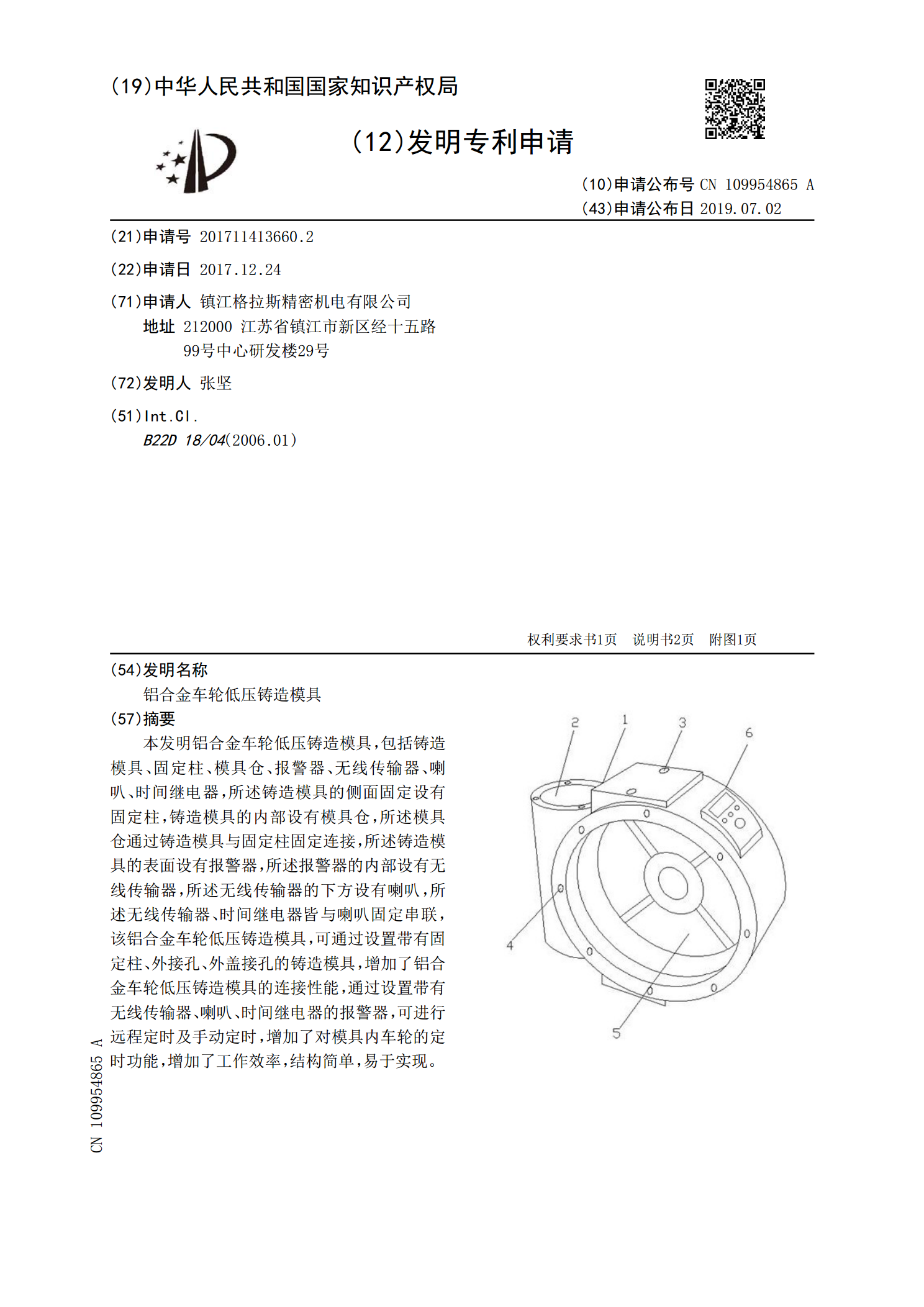
本发明铝合金车轮低压铸造模具,包括铸造模具、固定柱、模具仓、报警器、无线传输器、喇叭、时间继电器,所述铸造模具的侧面固定设有固定柱,铸造模具的内部设有模具仓,所述模具仓通过铸造模具与固定柱固定连接,所述铸造模具的表面设有报警器,所述报警器的内部设有无线传输器,所述无线传输器的下方设有喇叭,所述无线传输器、时间继电器皆与喇叭固定串联,该铝合金车轮低压铸造模具,可通过设置带有固定柱、外接孔、外盖接孔的铸造模具,增加了铝合金车轮低压铸造模具的连接性能,通过设置带有无线传输器、喇叭、时间继电器的报警器,可进行远程
一种铝合金车轮低压铸造模具.pdf
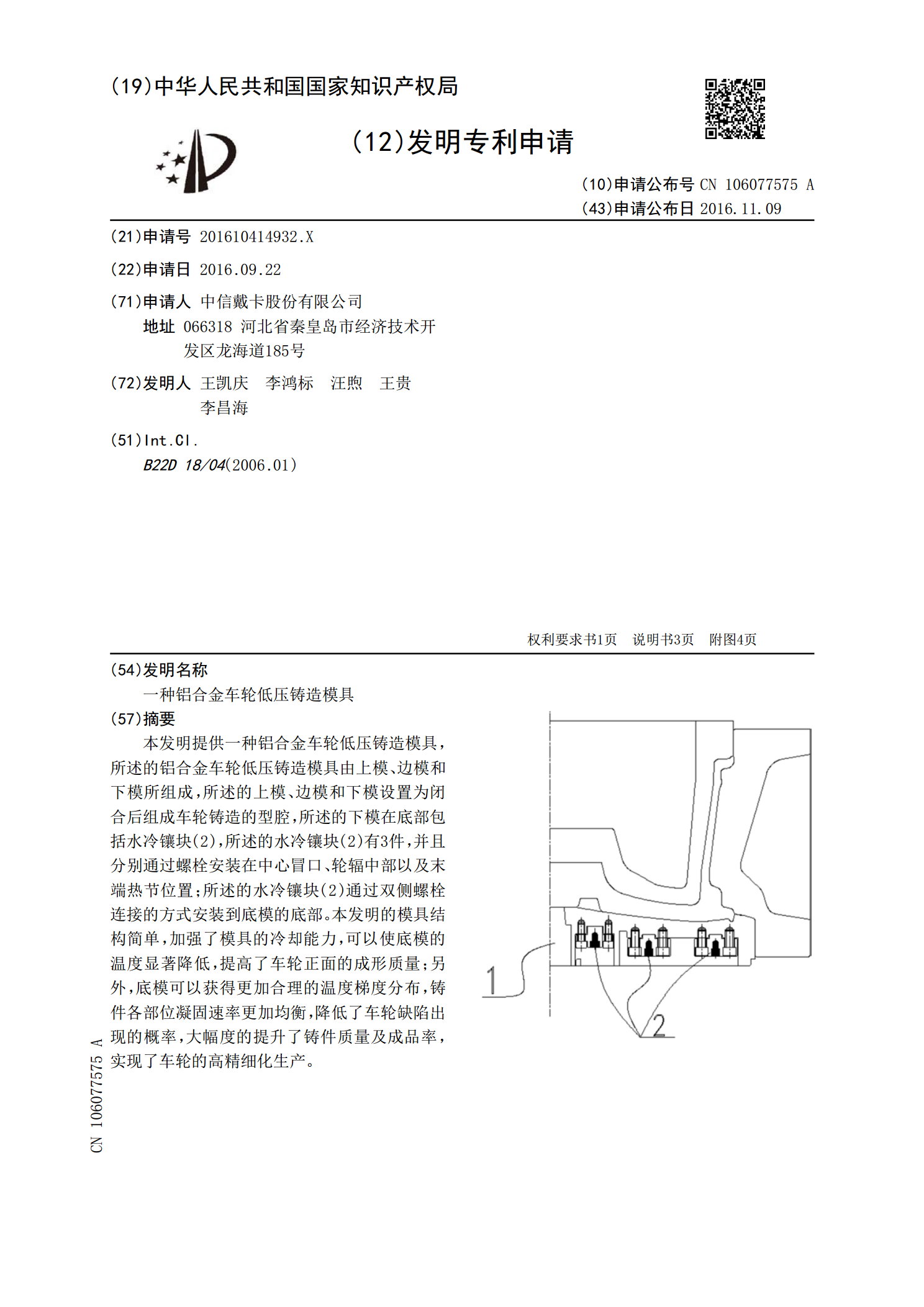
本发明提供一种铝合金车轮低压铸造模具,所述的铝合金车轮低压铸造模具由上模、边模和下模所组成,所述的上模、边模和下模设置为闭合后组成车轮铸造的型腔,所述的下模在底部包括水冷镶块(2),所述的水冷镶块(2)有3件,并且分别通过螺栓安装在中心冒口、轮辐中部以及末端热节位置;所述的水冷镶块(2)通过双侧螺栓连接的方式安装到底模的底部。本发明的模具结构简单,加强了模具的冷却能力,可以使底模的温度显著降低,提高了车轮正面的成形质量;另外,底模可以获得更加合理的温度梯度分布,铸件各部位凝固速率更加均衡,降低了车轮缺陷出
一种铝合金车轮低压铸造模具.pdf
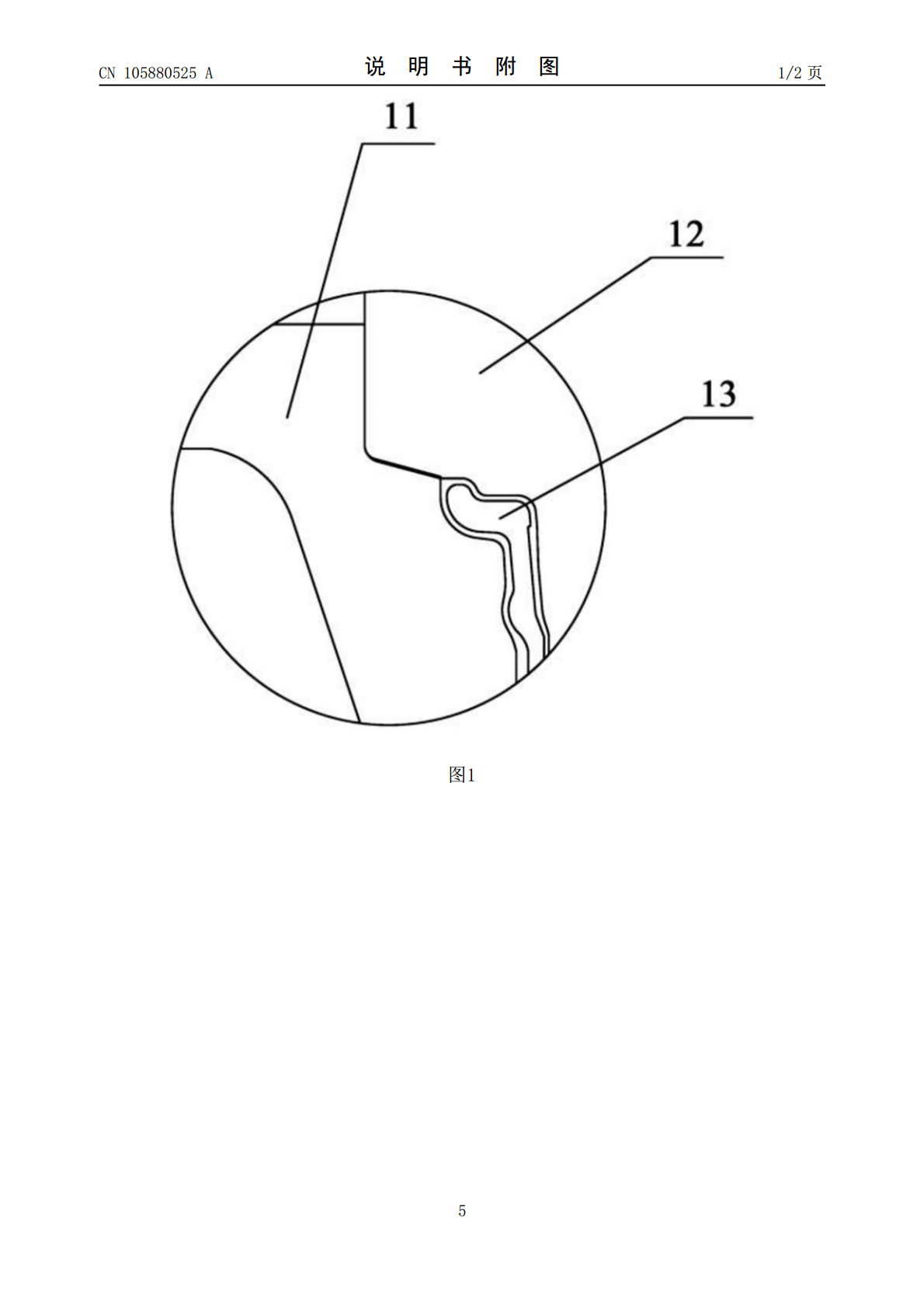
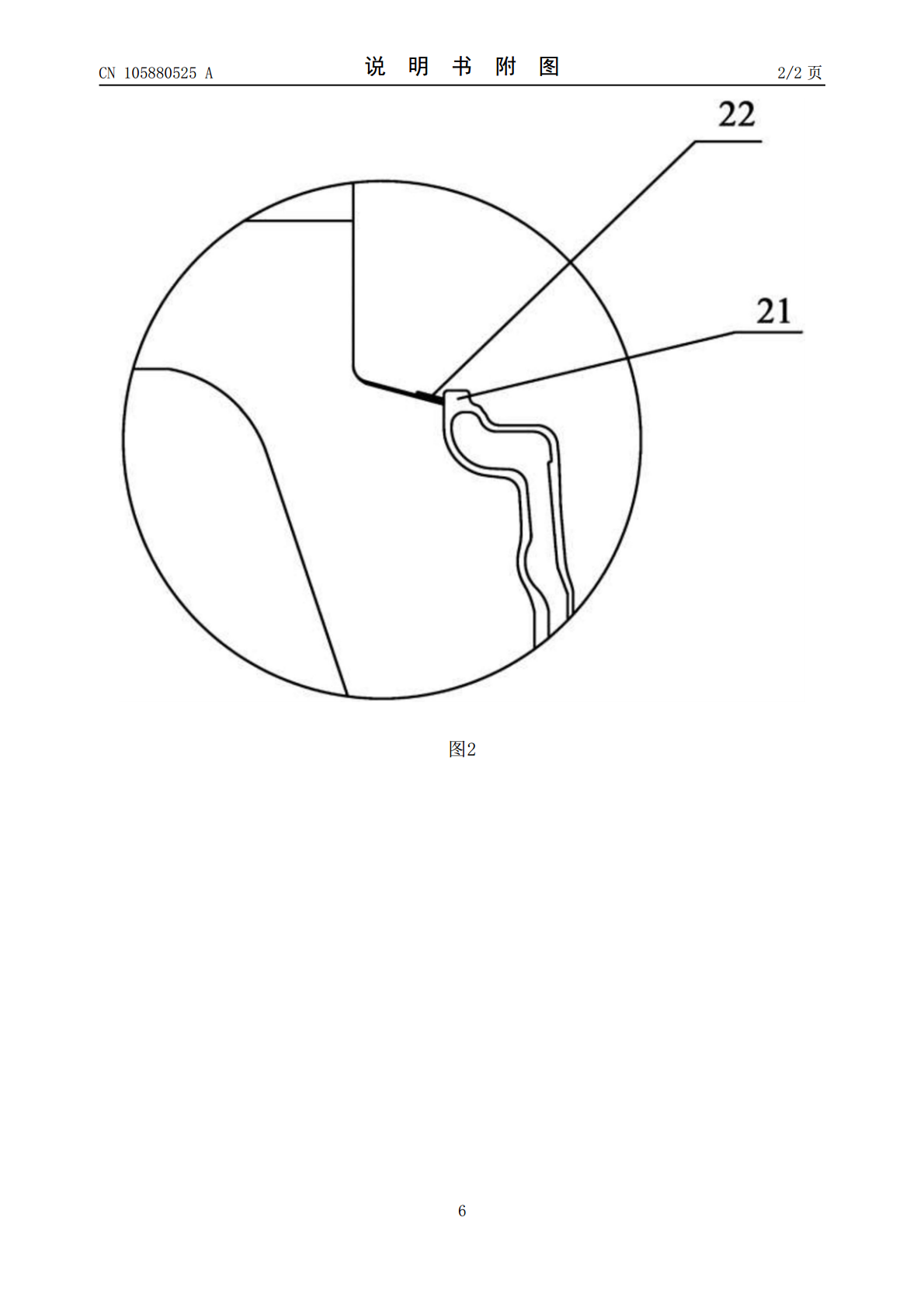
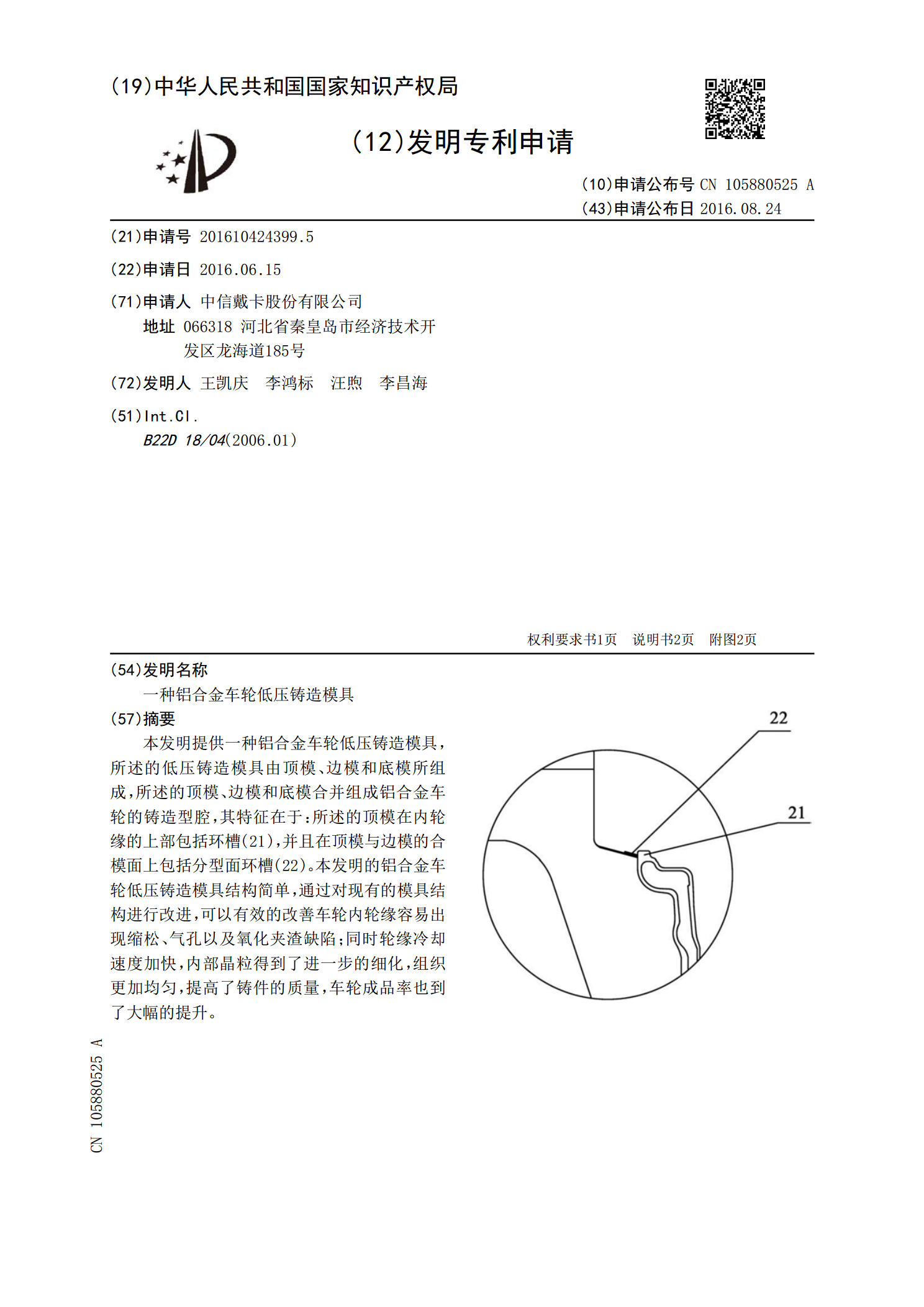
本发明提供一种铝合金车轮低压铸造模具,所述的低压铸造模具由顶模、边模和底模所组成,所述的顶模、边模和底模合并组成铝合金车轮的铸造型腔,其特征在于:所述的顶模在内轮缘的上部包括环槽(21),并且在顶模与边模的合模面上包括分型面环槽(22)。本发明的铝合金车轮低压铸造模具结构简单,通过对现有的模具结构进行改进,可以有效的改善车轮内轮缘容易出现缩松、气孔以及氧化夹渣缺陷;同时轮缘冷却速度加快,内部晶粒得到了进一步的细化,组织更加均匀,提高了铸件的质量,车轮成品率也到了大幅的提升。
一种铝合金车轮低压铸造模具.pdf
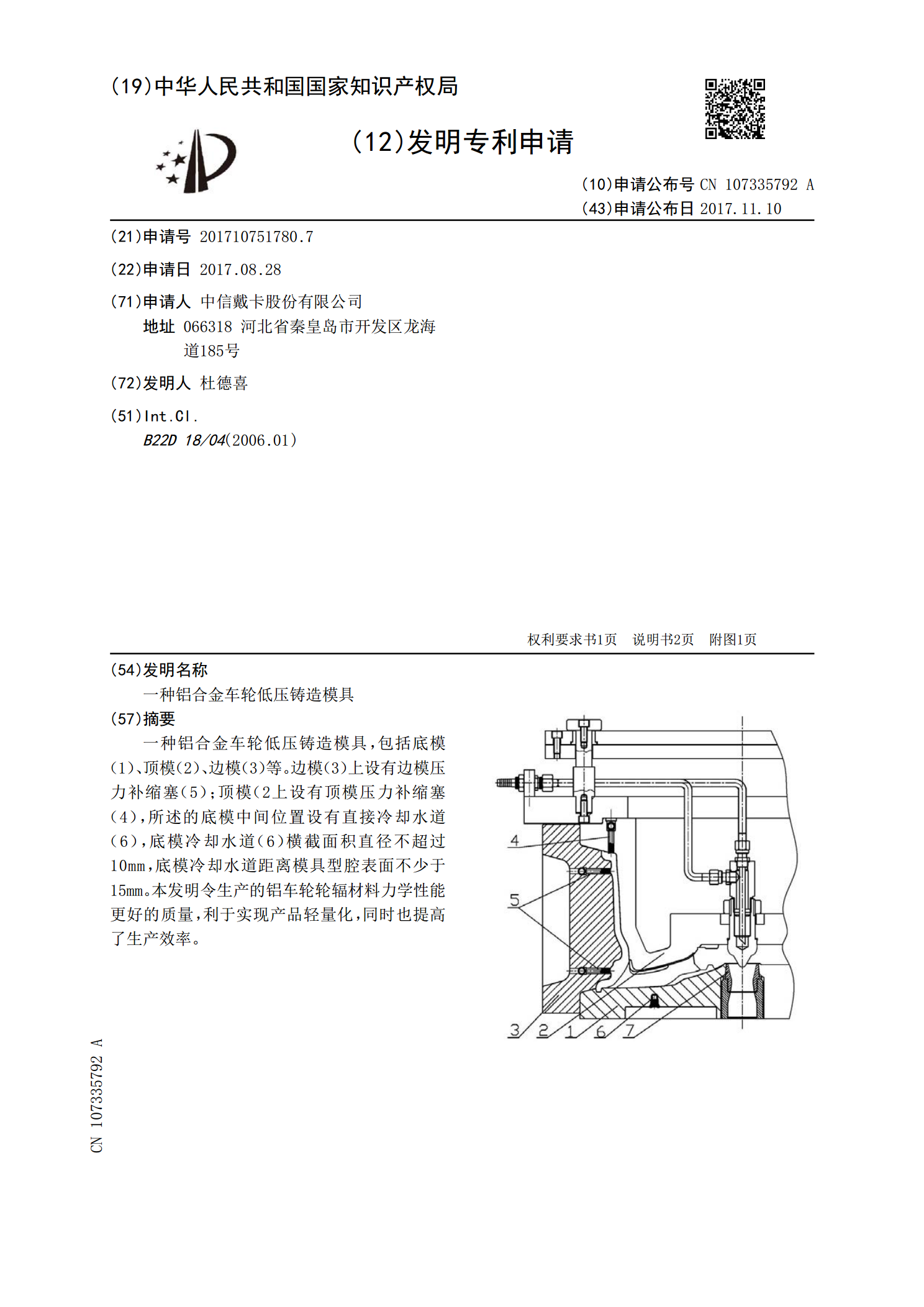
一种铝合金车轮低压铸造模具,包括底模(1)、顶模(2)、边模(3)等。边模(3)上设有边模压力补缩塞(5);顶模(2上设有顶模压力补缩塞(4),所述的底模中间位置设有直接冷却水道(6),底模冷却水道(6)横截面积直径不超过10mm,底模冷却水道距离模具型腔表面不少于15mm。本发明令生产的铝车轮轮辐材料力学性能更好的质量,利于实现产品轻量化,同时也提高了生产效率。
铝合金车轮低压铸造模具及其铸造方法.pdf
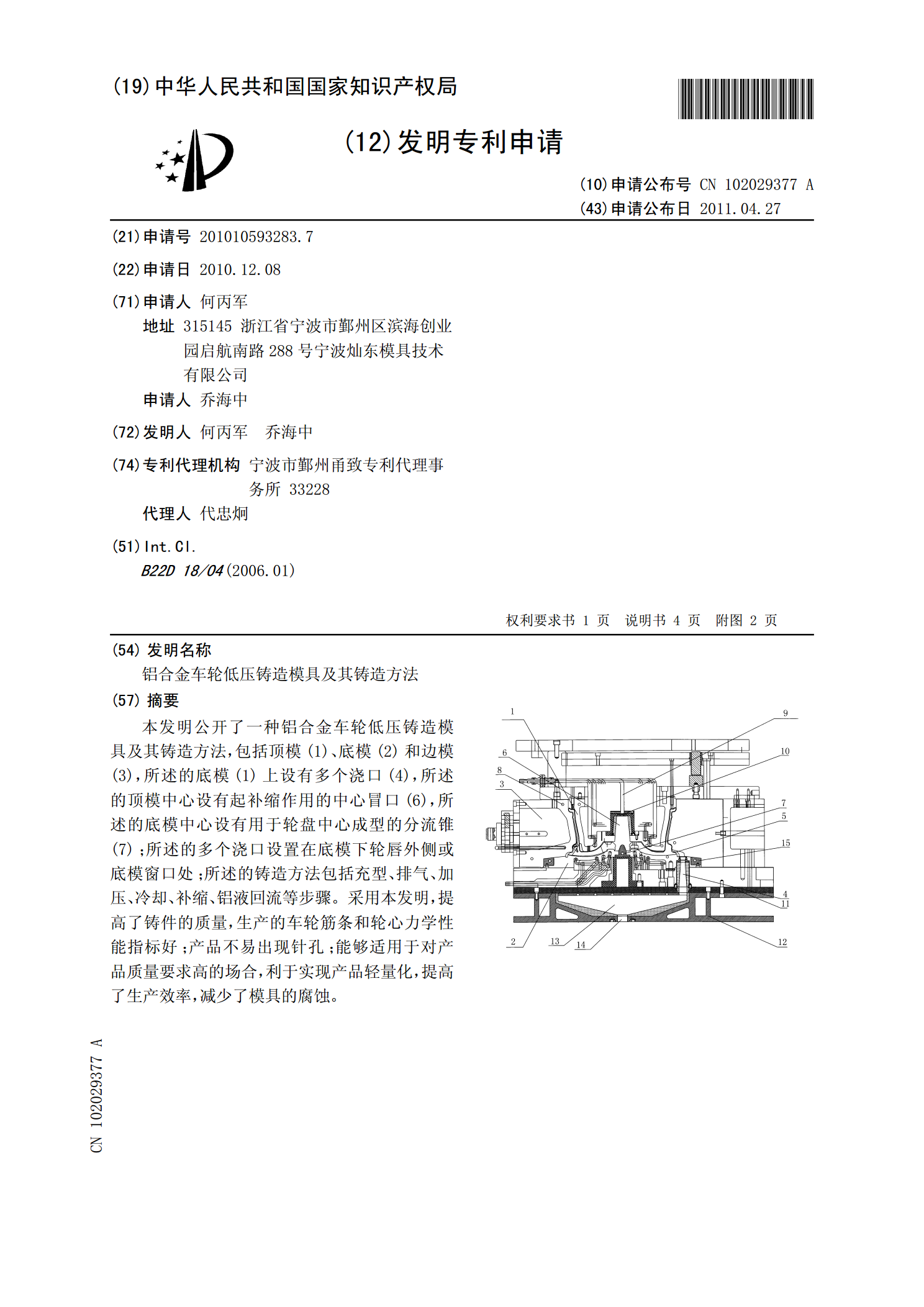
本发明公开了一种铝合金车轮低压铸造模具及其铸造方法,包括顶模(1)、底模(2)和边模(3),所述的底模(1)上设有多个浇口(4),所述的顶模中心设有起补缩作用的中心冒口(6),所述的底模中心设有用于轮盘中心成型的分流锥(7);所述的多个浇口设置在底模下轮唇外侧或底模窗口处;所述的铸造方法包括充型、排气、加压、冷却、补缩、铝液回流等步骤。采用本发明,提高了铸件的质量,生产的车轮筋条和轮心力学性能指标好;产品不易出现针孔;能够适用于对产品质量要求高的场合,利于实现产品轻量化,提高了生产效率,减少了模具的腐蚀。