
管道内壁耐磨层自动堆焊设备及其自动堆焊方法.pdf

书生****专家


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

管道内壁耐磨层自动堆焊设备及其自动堆焊方法.pdf
本发明公开的管道内壁耐磨层自动堆焊设备及其自动堆焊方法,用于实现高耐磨复合输送管道的高效自动化生产。它包括主机、直流气体保护焊接电源、保护气体储罐和内置自动控制装置的控制箱;机座的一端设置有机头、主轴和卡盘及可调滚轮支架;机座的另一端设置有焊枪运行执行装置,该装置包括进退平台、摆动平台、焊枪升降机构、送丝机及焊枪,焊枪的前端装有焊炬,焊丝和保护气体输送管通向焊枪前端;焊接电源正极接焊炬,负极接工件;各运动部份经自动控制装置由步进电机驱动。其操作工艺过程有前期准备、设定参数、焊接过程和停止复位;通过设定各项

工程弯头内壁自动堆焊设备.pdf
本发明属于焊接设备领域,具体涉及一种工程弯头内壁自动堆焊设备,包括固定架、摆动盘和焊接装置,摆动盘通过回转支承装置与固定架连接,摆动盘底部一端通过齿轮传动机构与步进电机I连接,摆动盘上部设置有弯头定位件,焊接装置包括焊头臂、焊头和焊头控制装置,焊头控制装置安装在焊头臂的一端,焊头与焊头控制装置固定连接,焊头臂的另一端安装在定位支架上,定位支架安装在固定架上。本堆焊设备结构合理、安装方便、灵活性强,运行平稳可靠,焊后平整度高,堆焊效果好;堆焊宽度和堆焊厚度可调且调节方便,通过本设备还可以实现变厚度管壁的堆焊
管型件内壁堆焊设备及其控制方法.pdf
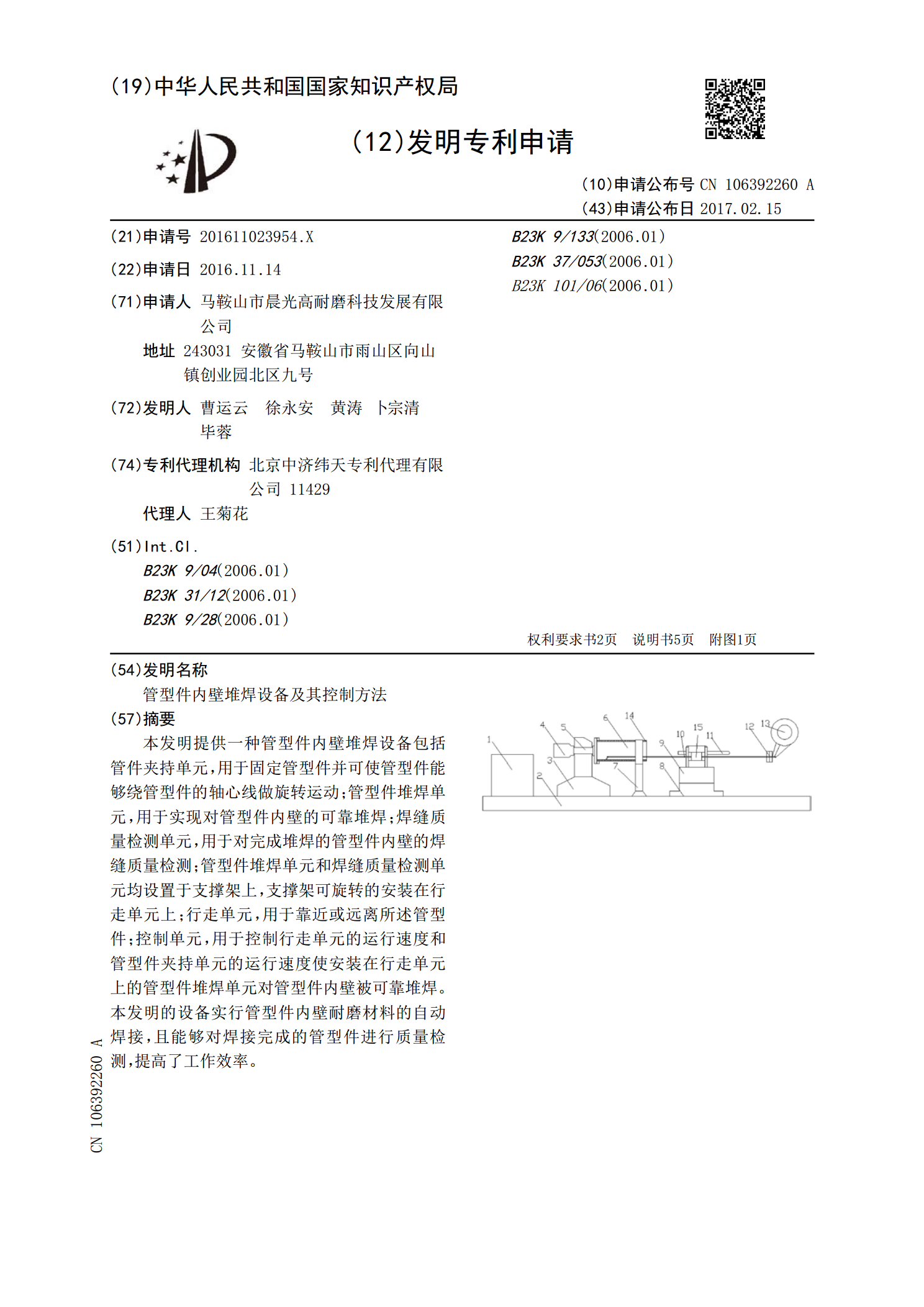
本发明提供一种管型件内壁堆焊设备包括管件夹持单元,用于固定管型件并可使管型件能够绕管型件的轴心线做旋转运动;管型件堆焊单元,用于实现对管型件内壁的可靠堆焊;焊缝质量检测单元,用于对完成堆焊的管型件内壁的焊缝质量检测;管型件堆焊单元和焊缝质量检测单元均设置于支撑架上,支撑架可旋转的安装在行走单元上;行走单元,用于靠近或远离所述管型件;控制单元,用于控制行走单元的运行速度和管型件夹持单元的运行速度使安装在行走单元上的管型件堆焊单元对管型件内壁被可靠堆焊。本发明的设备实行管型件内壁耐磨材料的自动焊接,且能够对焊

石油钻具外置耐磨带环向错位自动堆焊装置.pdf
本发明公开了一种石油钻具外置耐磨带环向错位自动堆焊装置,它包括电机、计数齿轮、定心夹头、焊枪、伺服电机、PLC、电子计数器、磁性接近开关。所述定心夹头设有同轴联动的被动齿轮,一侧由电机驱动的主动齿轮联动被动齿轮。所述磁性接近开关位于电机输出轴端上套装的计数齿轮径向外侧,用于监测计数齿轮的转动信息,并将采集到的转动信息传至电子计数器,电子计数器按定心夹头相对于焊枪施焊位置,每转动365°~375°便向PLC输出一个轴向位移信息,由PLC控制的伺服电机带动焊枪轴向位移至下一道焊缝位置继续施焊,由此构成环向错位

煤化工设备耐磨层堆焊材料及工艺.pptx
汇报人:目录PARTONEPARTTWO耐磨材料的种类耐磨材料的性能特点耐磨材料的选择依据耐磨材料的应用场景PARTTHREE堆焊工艺的种类堆焊工艺的流程堆焊工艺的优缺点堆焊工艺的应用范围PARTFOUR煤化工设备耐磨层堆焊的重要性耐磨层堆焊在煤化工设备中的应用实例耐磨层堆焊在提高煤化工设备寿命中的作用耐磨层堆焊在煤化工设备中的发展趋势PARTFIVE耐磨层堆焊材料及工艺的发展趋势耐磨层堆焊材料及工艺的创新方向耐磨层堆焊材料及工艺的市场前景耐磨层堆焊材料及工艺的社会价值THANKYOU