
石油钻具外置耐磨带环向错位自动堆焊装置.pdf

小新****ou

1/6
2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

石油钻具外置耐磨带环向错位自动堆焊装置.pdf
本发明公开了一种石油钻具外置耐磨带环向错位自动堆焊装置,它包括电机、计数齿轮、定心夹头、焊枪、伺服电机、PLC、电子计数器、磁性接近开关。所述定心夹头设有同轴联动的被动齿轮,一侧由电机驱动的主动齿轮联动被动齿轮。所述磁性接近开关位于电机输出轴端上套装的计数齿轮径向外侧,用于监测计数齿轮的转动信息,并将采集到的转动信息传至电子计数器,电子计数器按定心夹头相对于焊枪施焊位置,每转动365°~375°便向PLC输出一个轴向位移信息,由PLC控制的伺服电机带动焊枪轴向位移至下一道焊缝位置继续施焊,由此构成环向错位

石油钻具耐磨材料的发展与应用.pdf
石油钻具耐磨材料的发展与应用摘要:分析了石油钻具耐磨带的工作原理、性能特点与影响因素,评述了石油钻杆接头耐磨带堆焊材料的发展,介绍了石油钻具耐磨带堆焊材料的应用。材料特性是影响耐磨带性能的核心影响因素。“材料控制性能”理论,在钻杆接头耐磨带技术发展过程中起到积极的推动作用。关键词:耐磨带焊材;钻杆耐磨;发展引言钻杆接头耐磨带以其一定的耐磨性和减磨性,保护钻杆接头和套管免遭强烈的磨损,在深井钻井、大位移井钻井和大斜度井钻井工程中获得了推广应用,而且接头耐磨带技术已经成为国际重大石油工程项目招标中,投标方中标
一种具有自动输送装置的石油钻杆耐磨带堆焊生产线.pdf
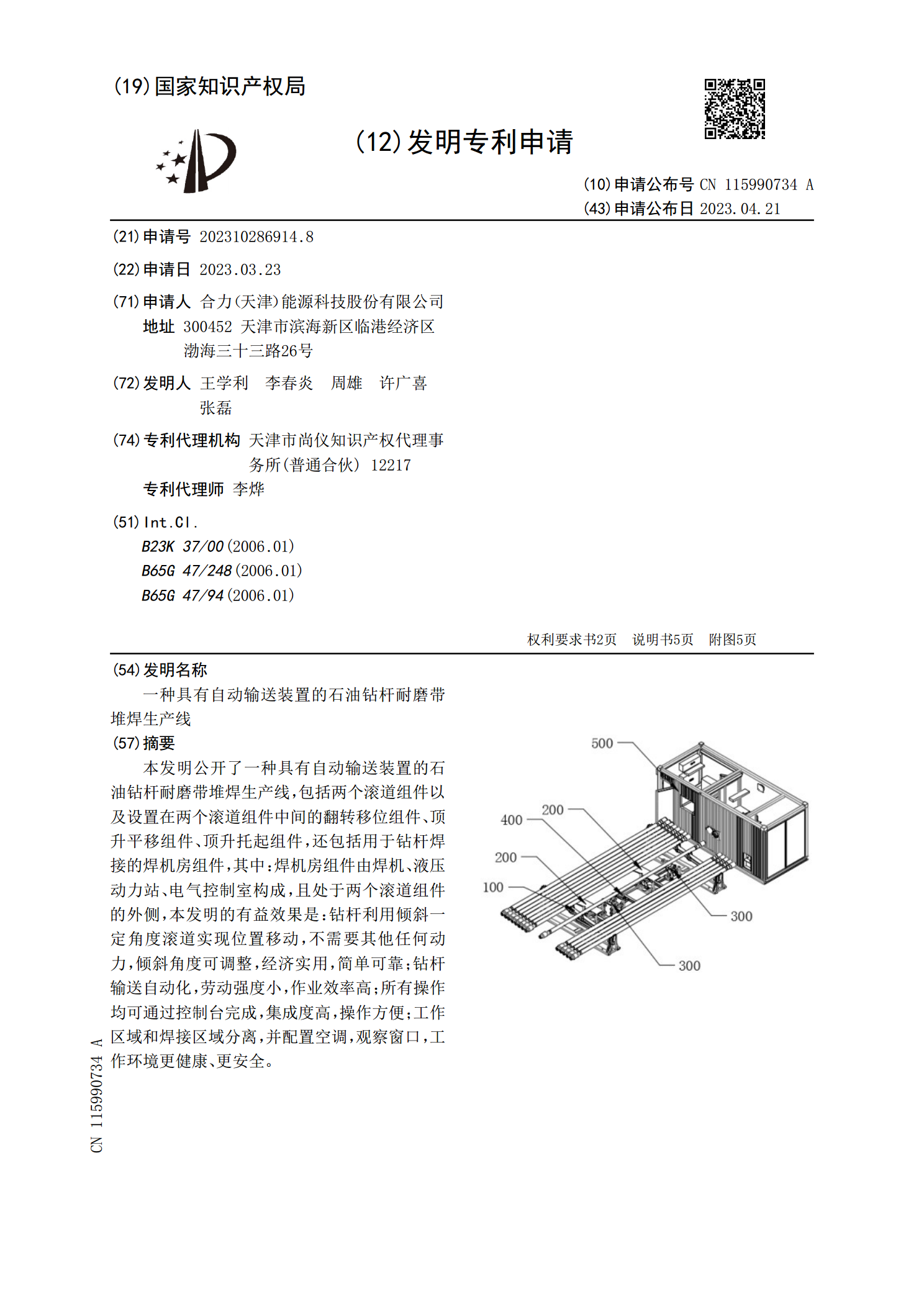
本发明公开了一种具有自动输送装置的石油钻杆耐磨带堆焊生产线,包括两个滚道组件以及设置在两个滚道组件中间的翻转移位组件、顶升平移组件、顶升托起组件,还包括用于钻杆焊接的焊机房组件,其中:焊机房组件由焊机、液压动力站、电气控制室构成,且处于两个滚道组件的外侧,本发明的有益效果是:钻杆利用倾斜一定角度滚道实现位置移动,不需要其他任何动力,倾斜角度可调整,经济实用,简单可靠;钻杆输送自动化,劳动强度小,作业效率高;所有操作均可通过控制台完成,集成度高,操作方便;工作区域和焊接区域分离,并配置空调,观察窗口,工作环

石油钻具内孔修磨装置.pdf
本发明公开了一种石油钻具内孔修磨装置,它包括按顺序轴向连接的导气管、中接头、马达、轴套、轴和砂轮。所述中接头为直通双头螺纹结构的管节,一端密封连接导气管,另一端密封连接圆柱形马达外壳上的轴向进气口。所述马达的外壳与轴套相连接且相对静止,轴以轴套内孔为支承,一端与马达内置的转子直联旋转,从轴套露出的轴端部为轴向安装砂轮的螺纹段,砂轮与轴连接构成由马达驱动的旋转结构。本发明采用压力空气为动力源驱动马达及砂轮旋转,除结构简单、径向尺寸小,也有利于微型化设计,而且做到不直接使用电源,伸入石油钻具内磨削作业时操作安

管道内壁耐磨层自动堆焊设备及其自动堆焊方法.pdf
本发明公开的管道内壁耐磨层自动堆焊设备及其自动堆焊方法,用于实现高耐磨复合输送管道的高效自动化生产。它包括主机、直流气体保护焊接电源、保护气体储罐和内置自动控制装置的控制箱;机座的一端设置有机头、主轴和卡盘及可调滚轮支架;机座的另一端设置有焊枪运行执行装置,该装置包括进退平台、摆动平台、焊枪升降机构、送丝机及焊枪,焊枪的前端装有焊炬,焊丝和保护气体输送管通向焊枪前端;焊接电源正极接焊炬,负极接工件;各运动部份经自动控制装置由步进电机驱动。其操作工艺过程有前期准备、设定参数、焊接过程和停止复位;通过设定各项