
管型件内壁堆焊设备及其控制方法.pdf

论文****酱吖


1/9
2/9
3/9
4/9
5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
管型件内壁堆焊设备及其控制方法.pdf
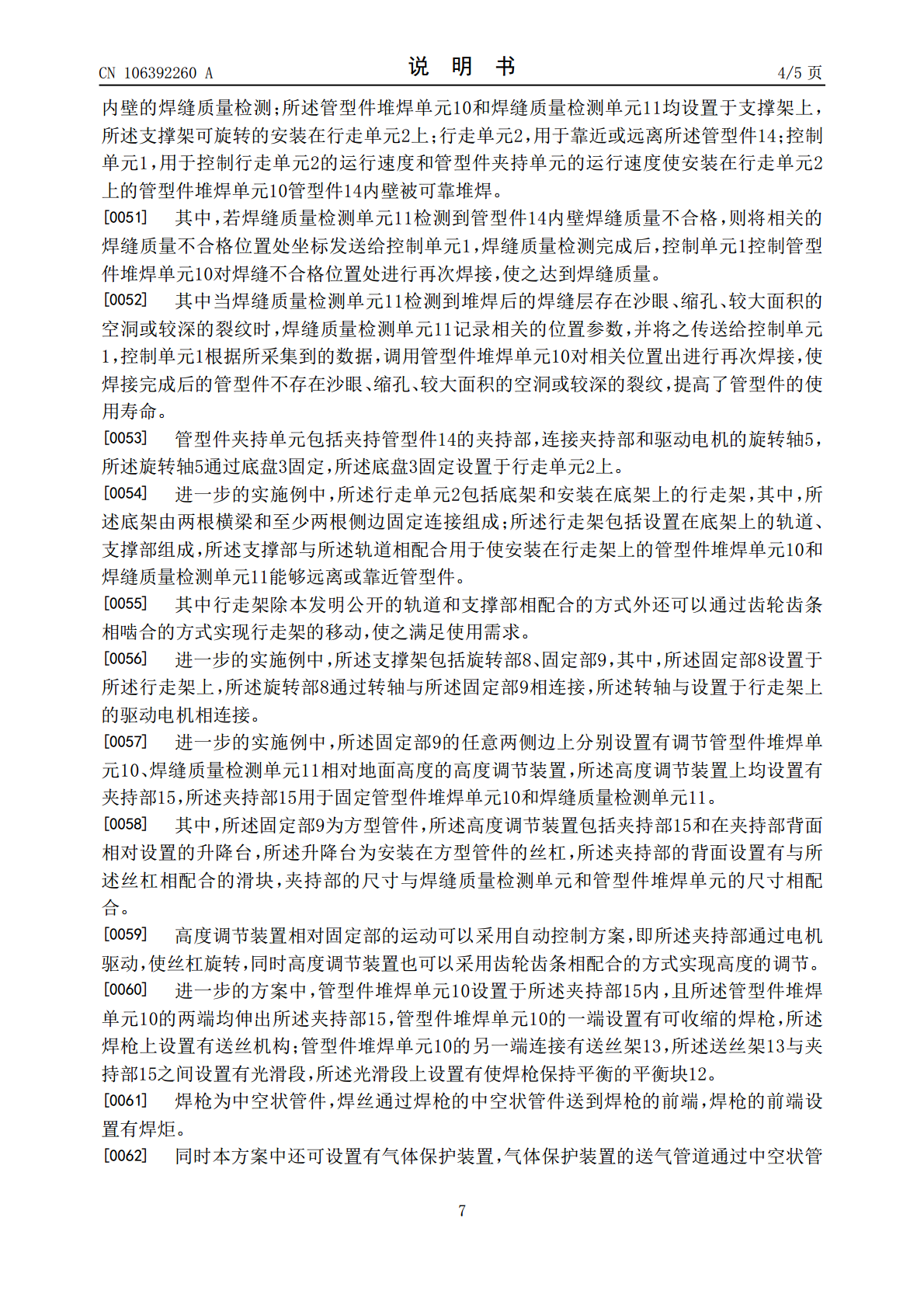
本发明提供一种管型件内壁堆焊设备包括管件夹持单元,用于固定管型件并可使管型件能够绕管型件的轴心线做旋转运动;管型件堆焊单元,用于实现对管型件内壁的可靠堆焊;焊缝质量检测单元,用于对完成堆焊的管型件内壁的焊缝质量检测;管型件堆焊单元和焊缝质量检测单元均设置于支撑架上,支撑架可旋转的安装在行走单元上;行走单元,用于靠近或远离所述管型件;控制单元,用于控制行走单元的运行速度和管型件夹持单元的运行速度使安装在行走单元上的管型件堆焊单元对管型件内壁被可靠堆焊。本发明的设备实行管型件内壁耐磨材料的自动焊接,且能够对焊

管道内壁耐磨层自动堆焊设备及其自动堆焊方法.pdf
本发明公开的管道内壁耐磨层自动堆焊设备及其自动堆焊方法,用于实现高耐磨复合输送管道的高效自动化生产。它包括主机、直流气体保护焊接电源、保护气体储罐和内置自动控制装置的控制箱;机座的一端设置有机头、主轴和卡盘及可调滚轮支架;机座的另一端设置有焊枪运行执行装置,该装置包括进退平台、摆动平台、焊枪升降机构、送丝机及焊枪,焊枪的前端装有焊炬,焊丝和保护气体输送管通向焊枪前端;焊接电源正极接焊炬,负极接工件;各运动部份经自动控制装置由步进电机驱动。其操作工艺过程有前期准备、设定参数、焊接过程和停止复位;通过设定各项

90°弯管的内壁堆焊方法.pdf
本发明人公开了一种用于大型压力容器的90°弯管的内壁堆焊方法,可缩短生产制造周期,并能有效保证过渡层与耐蚀层堆焊质量。90°弯管的内壁堆焊方法,其特征在于包括以下步骤:a、选取直管管坯;b、炉内加热直管管坯,将加热后的直管管坯取出,在压机上利用模具压制成型为90°弯管,所述成型后的90°弯管椭圆度控制在小于或等于3%;c、采用弯管内壁自动堆焊机在成型后的90°弯管内壁表面堆焊过渡层;d、采用弯管内壁自动堆焊机在过渡层表面堆焊耐蚀层。将直管管坯加热压制成型为90°弯管后,直接在90°弯管内堆焊过渡层与耐蚀层

管件内壁涂塑用滚塑设备的管件装夹方法.pdf
本发明公开了一种管件内壁涂塑用滚塑设备的管件装夹方法,包括将待涂塑管件进出涂塑粉末的管口固定于灌粉单元上的夹紧机构,其特征在于,所述管口设置一个环形耐热导聚酯垫板1。优选方式下,所述耐热导聚酯垫板1的容耐温度为400摄氏度。本发明采用钢模具和耐高温耐热导聚酯垫板的钢塑复合模具可有效杜绝热传导对模具和管件涂层的热影响,防止模具受热粘粉,降低管子法兰热能损耗,使管件法兰涂层更加平整光滑,极大地改善产品外观质量。
管件内壁涂塑用滚塑设备的工艺方法及其配套机构.pdf
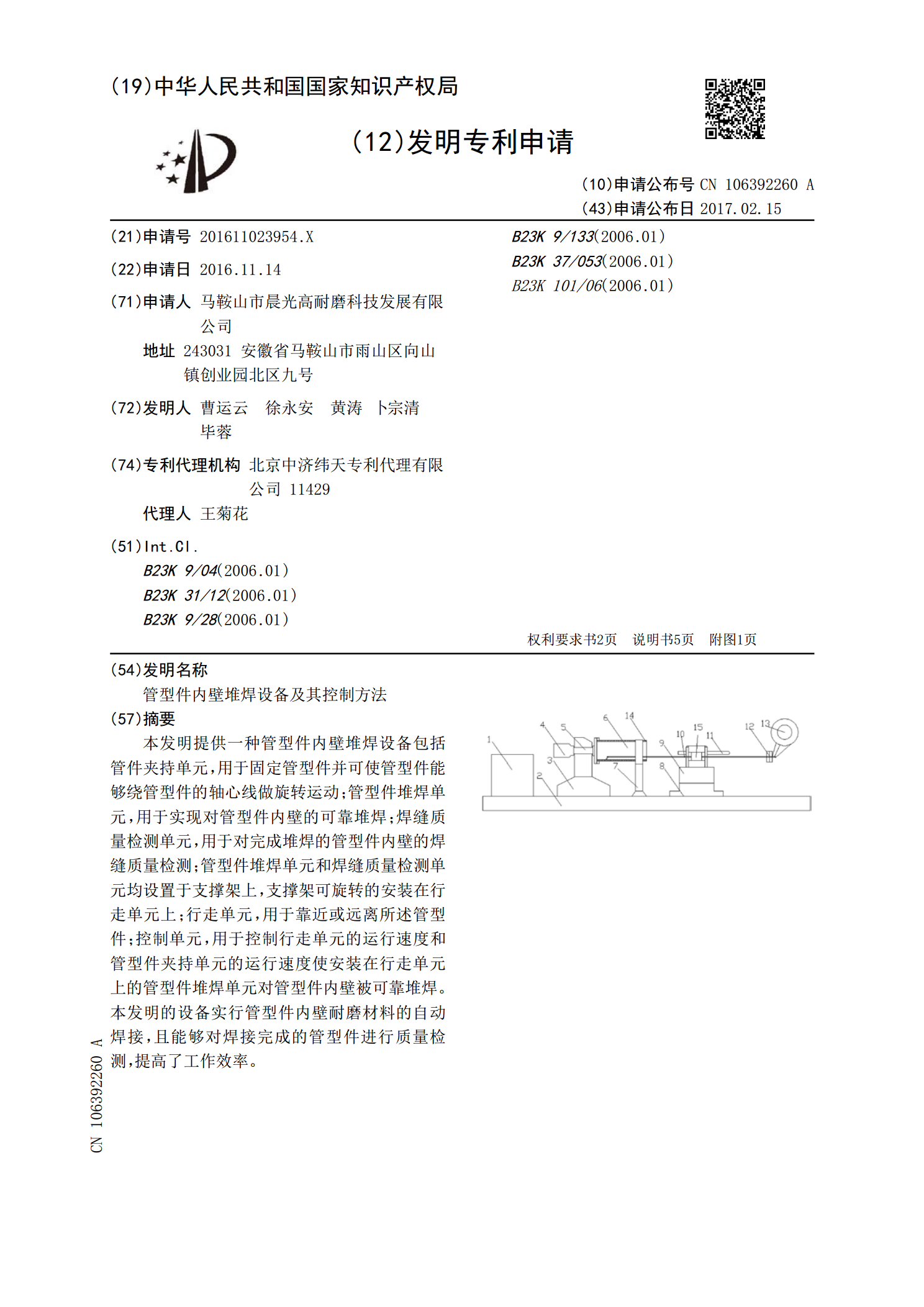
本发明公开了一种管件内壁涂塑用滚塑设备的工艺方法,在管件涂塑过程中敲击管外壁的多个区域。本发明还提供了管件内壁涂塑用滚塑设备的配套机构,包括用于吸附于被涂塑管件外壁的电磁吸附底座,所述电磁吸附底座上设置了实现往复敲击被涂塑管件外壁的敲击锤及动作执行机构。本发明选用电磁吸附式装置实现管壁的敲击,使管壁局部区域均匀适度震动,有效杜绝了积粉现象,提高了产品质量可控制程度。