
一种精密调整位姿的离轴车削夹具.pdf

努力****弘毅


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种精密调整位姿的离轴车削夹具.pdf
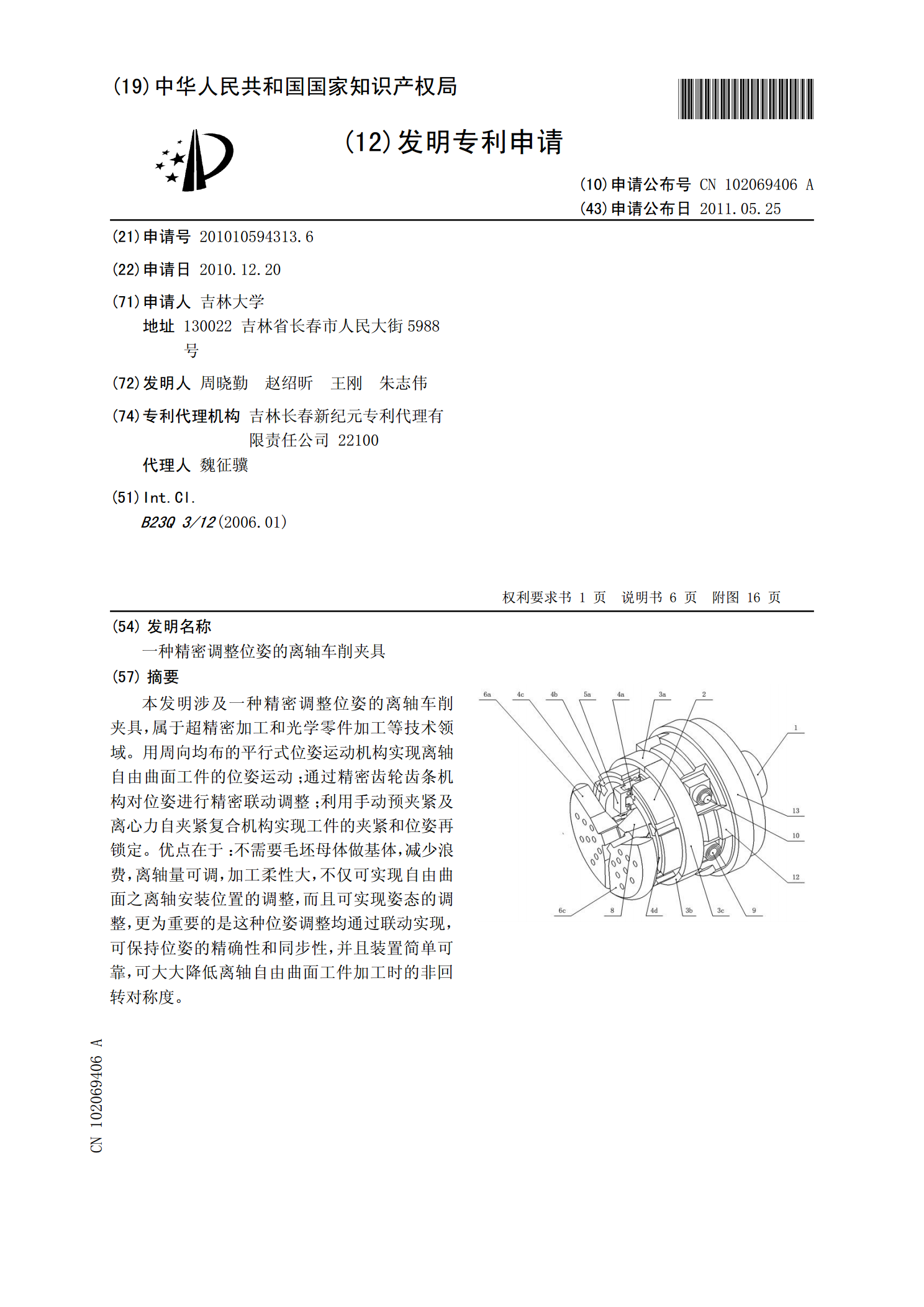
本发明涉及一种精密调整位姿的离轴车削夹具,属于超精密加工和光学零件加工等技术领域。用周向均布的平行式位姿运动机构实现离轴自由曲面工件的位姿运动;通过精密齿轮齿条机构对位姿进行精密联动调整;利用手动预夹紧及离心力自夹紧复合机构实现工件的夹紧和位姿再锁定。优点在于:不需要毛坯母体做基体,减少浪费,离轴量可调,加工柔性大,不仅可实现自由曲面之离轴安装位置的调整,而且可实现姿态的调整,更为重要的是这种位姿调整均通过联动实现,可保持位姿的精确性和同步性,并且装置简单可靠,可大大降低离轴自由曲面工件加工时的非回转对称

离轴光学曲面动平衡超精密车削机床.pdf
本发明公开了一种离轴光学曲面动平衡超精密车削机床,其包括电主轴系统、横向传动系统、纵向传动系统和床身支撑台;电主轴系统固定于床身支撑台上,横向传动系统垂直安装于纵向传动系统上方,纵向传动系统与电主轴系统相垂直;其中,电主轴系统包括旋转执行机构、横向辅助运动系统和主轴箱,横向传动系统包括刀架系统、曲柄拨叉机构、齿轮传动机构和进给箱,刀架系统平行安置于曲柄拨叉机构一侧,齿轮传动机构平行安置于刀架系统的下方,进给箱安置于刀架系统、曲柄拨叉机构和齿轮传动机构的外侧;该机床不仅能够使机床在加工过程中保持动平衡,提高
一种空间精密位姿对准方法.pdf
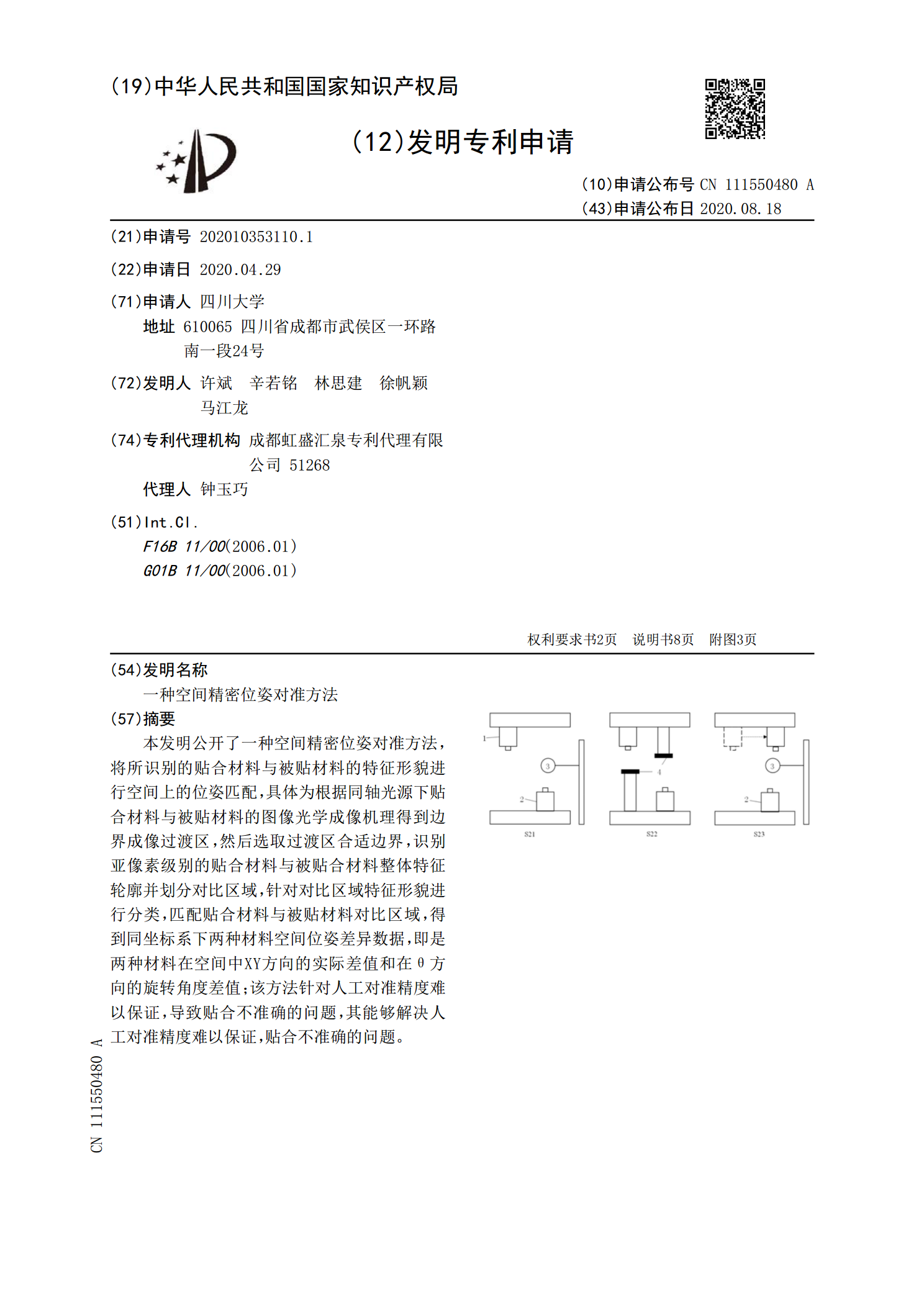
本发明公开了一种空间精密位姿对准方法,将所识别的贴合材料与被贴材料的特征形貌进行空间上的位姿匹配,具体为根据同轴光源下贴合材料与被贴材料的图像光学成像机理得到边界成像过渡区,然后选取过渡区合适边界,识别亚像素级别的贴合材料与被贴合材料整体特征轮廓并划分对比区域,针对对比区域特征形貌进行分类,匹配贴合材料与被贴材料对比区域,得到同坐标系下两种材料空间位姿差异数据,即是两种材料在空间中XY方向的实际差值和在θ方向的旋转角度差值;该方法针对人工对准精度难以保证,导致贴合不准确的问题,其能够解决人工对准精度难以保
一种多层嵌套反射镜位姿的支撑型精密调整装置.pdf
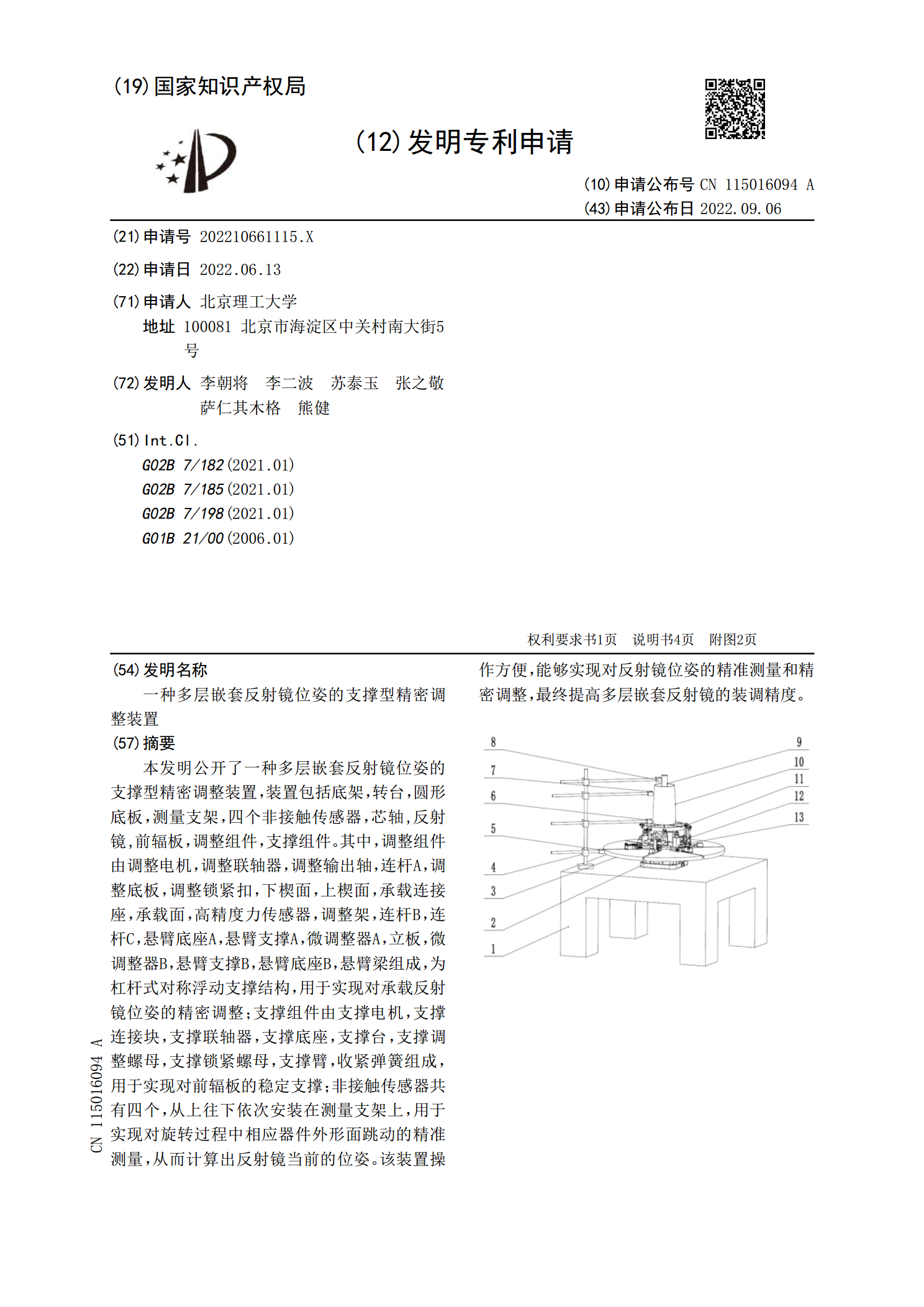
本发明公开了一种多层嵌套反射镜位姿的支撑型精密调整装置,装置包括底架,转台,圆形底板,测量支架,四个非接触传感器,芯轴,反射镜,前辐板,调整组件,支撑组件。其中,调整组件由调整电机,调整联轴器,调整输出轴,连杆A,调整底板,调整锁紧扣,下楔面,上楔面,承载连接座,承载面,高精度力传感器,调整架,连杆B,连杆C,悬臂底座A,悬臂支撑A,微调整器A,立板,微调整器B,悬臂支撑B,悬臂底座B,悬臂梁组成,为杠杆式对称浮动支撑结构,用于实现对承载反射镜位姿的精密调整;支撑组件由支撑电机,支撑连接块,支撑联轴器,支
一种车辆位姿调整平台.pdf
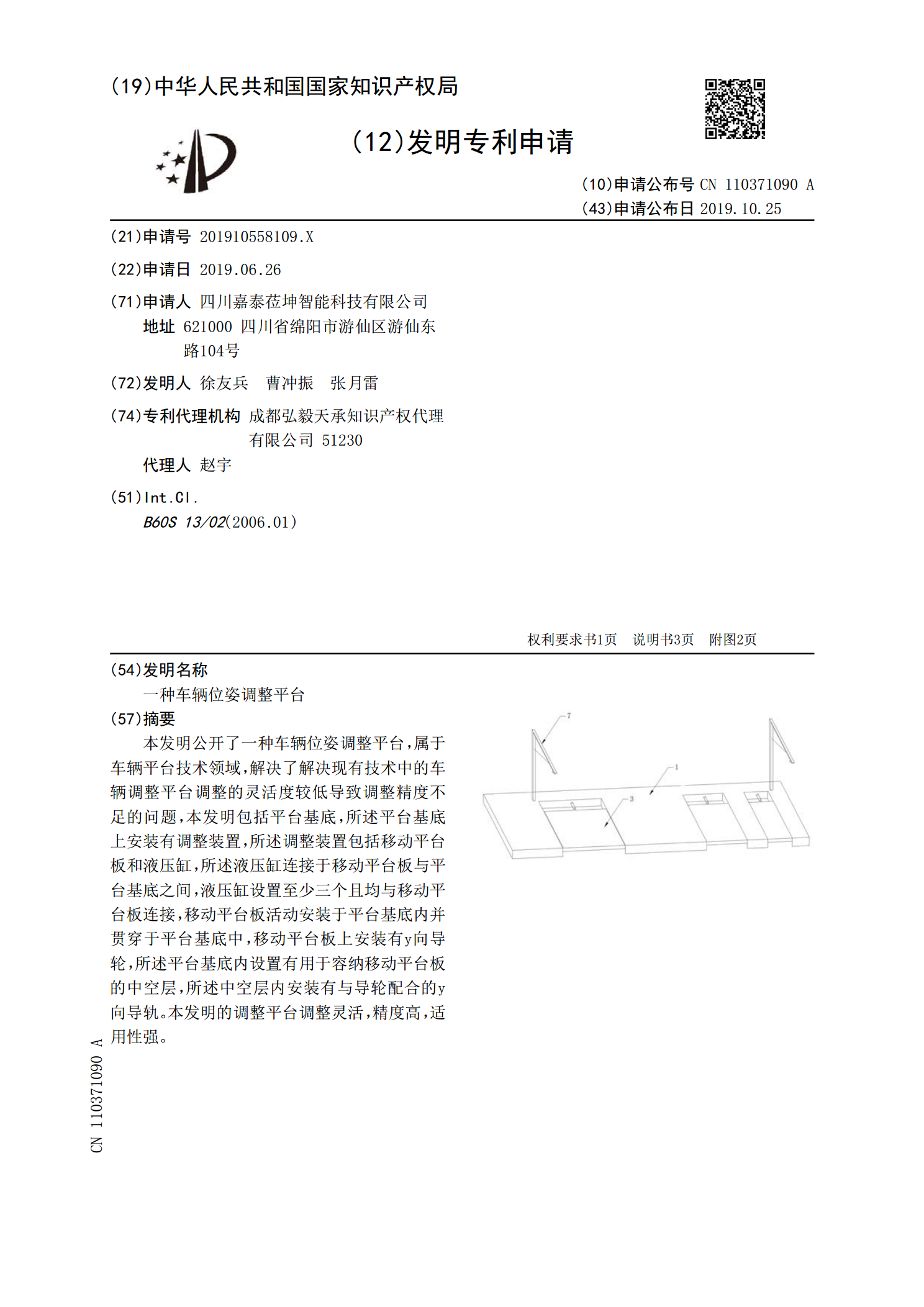
本发明公开了一种车辆位姿调整平台,属于车辆平台技术领域,解决了解决现有技术中的车辆调整平台调整的灵活度较低导致调整精度不足的问题,本发明包括平台基底,所述平台基底上安装有调整装置,所述调整装置包括移动平台板和液压缸,所述液压缸连接于移动平台板与平台基底之间,液压缸设置至少三个且均与移动平台板连接,移动平台板活动安装于平台基底内并贯穿于平台基底中,移动平台板上安装有y向导轮,所述平台基底内设置有用于容纳移动平台板的中空层,所述中空层内安装有与导轮配合的y向导轨。本发明的调整平台调整灵活,精度高,适用性强。