
异种铝合金复合汽车轮毂的制造方法.pdf

霞英****娘子


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

异种铝合金复合汽车轮毂的制造方法.pdf
一种异种铝合金复合汽车轮毂的制造方法,包括如下步骤:首先,制造轮辋;接着,制造外直径稍大于轮辋内直径的轮辐;其后,将轮辋加热,然后将轮辐压入有定位装置的模具与轮辋过盈装配;最后,将过盈装配后的轮辋和轮辐按圆周分成若干个点进行搅拌摩擦点焊。本发明轮辐和轮辋采用过盈配合的方式进行装配,使轮辐和轮辋在没有焊接的情况下已经达到牢固的结合,并采用搅拌摩擦点焊将轮辐和轮辋进行连接,这种方法对轮毂组织、性能的热影响程度要比搅拌摩擦焊环缝焊小很多,且这种方法获得的异种铝合金复合汽车轮毂的焊接接头不需要再进行热处理,从而简

一种汽车铝合金轮毂的制造方法.pdf
本发明公开了一种汽车铝合金轮毂的制造方法,其特征在于:包括以下步骤:(1)、制造轮辋和轮辐;(2)、在转轴上安装跟随转轴转动的支撑装置,该支撑装置包括有可径向伸展从而对轮毂内壁进行支撑的支撑盘;(3)、将轮辋的一侧套入支撑装置,将轮辐压紧在轮辋的另一侧上,轮辐和轮辋之间形成需要连接的焊缝;(4)、支撑盘径向撑开,对轮毂内壁的焊缝进行垫实;(5)、采用搅拌摩擦焊接方法对轮辋和轮辐进行环向焊接。从而提供了一种汽车铝合金轮毂的制造方法,其不仅能够降低传统轮毂制造难度,而且具有生产效率高、能量消耗低、生产过程无污
一种铝合金汽车轮毂的制造方法.pdf
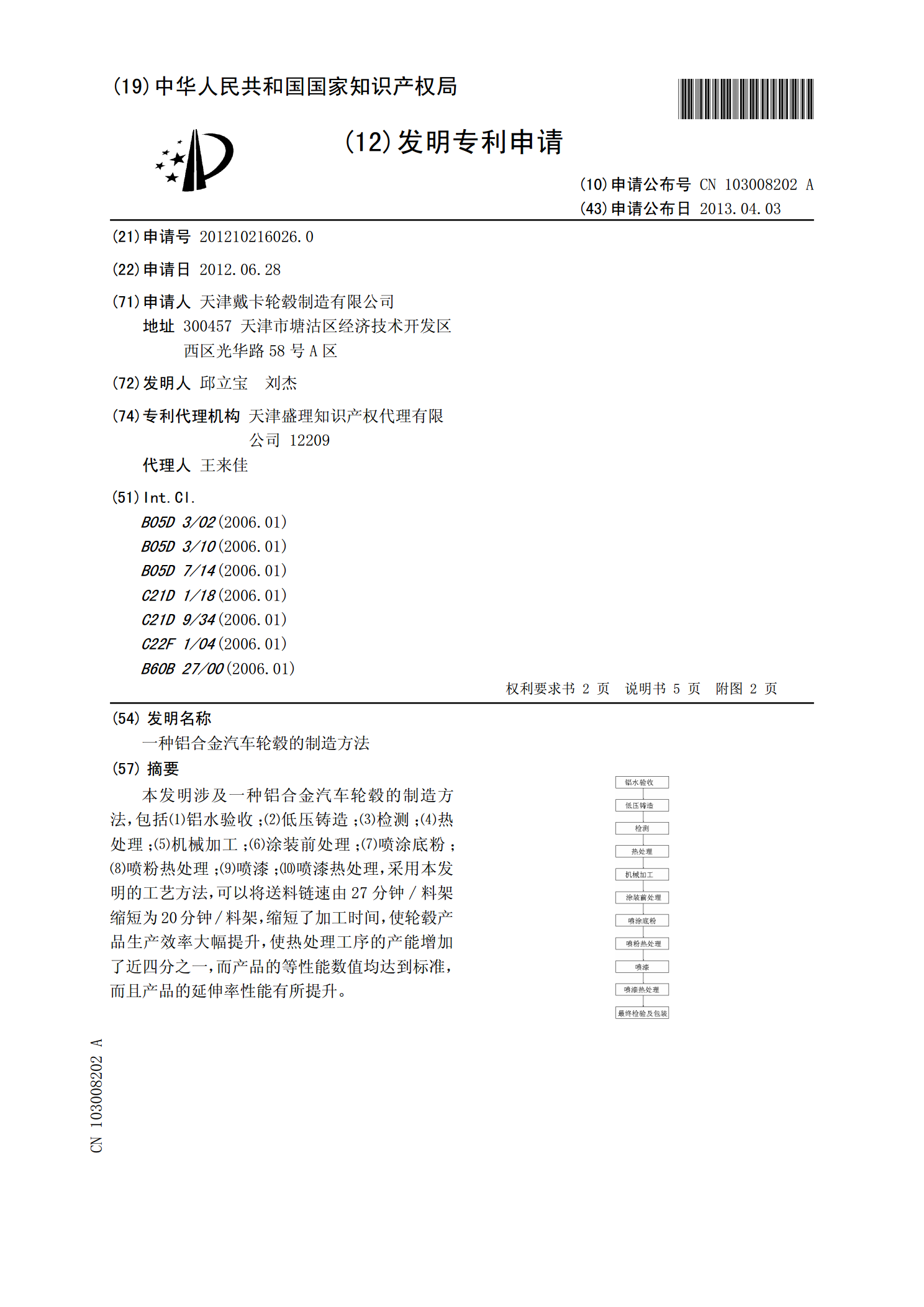
本发明涉及一种铝合金汽车轮毂的制造方法,包括⑴铝水验收;⑵低压铸造;⑶检测;⑷热处理;⑸机械加工;⑹涂装前处理;⑺喷涂底粉;⑻喷粉热处理;⑼喷漆;⑽喷漆热处理,采用本发明的工艺方法,可以将送料链速由27分钟/料架缩短为20分钟/料架,缩短了加工时间,使轮毂产品生产效率大幅提升,使热处理工序的产能增加了近四分之一,而产品的等性能数值均达到标准,而且产品的延伸率性能有所提升。

一种混杂复合材料汽车轮毂的制造方法以及汽车轮毂.pdf
本发明提供了一种混杂复合材料汽车轮毂的制造方法以及汽车轮毂,涉及轮毂技术领域,该混杂复合材料汽车轮毂的制造方法在轮辋、轮辐以及轮毂本体采用不同的材料,具体地,可根据三者的受力情况合理选择材料,避免使用单一昂贵材料进行制造,降低了材料使用成本,同时综合了多种材料的优异性,进一步提升了此汽车轮毂的性能参数。制造过程可模块化,可降低生产成本,提高生产效率。相较于现有技术,本发明提供的混杂复合材料汽车轮毂的制造方法,生产成本低,生产效率高,且能够增强汽车轮毂的抗冲击能力。
轻负载汽车铝合金轮毂的制造方法.pdf
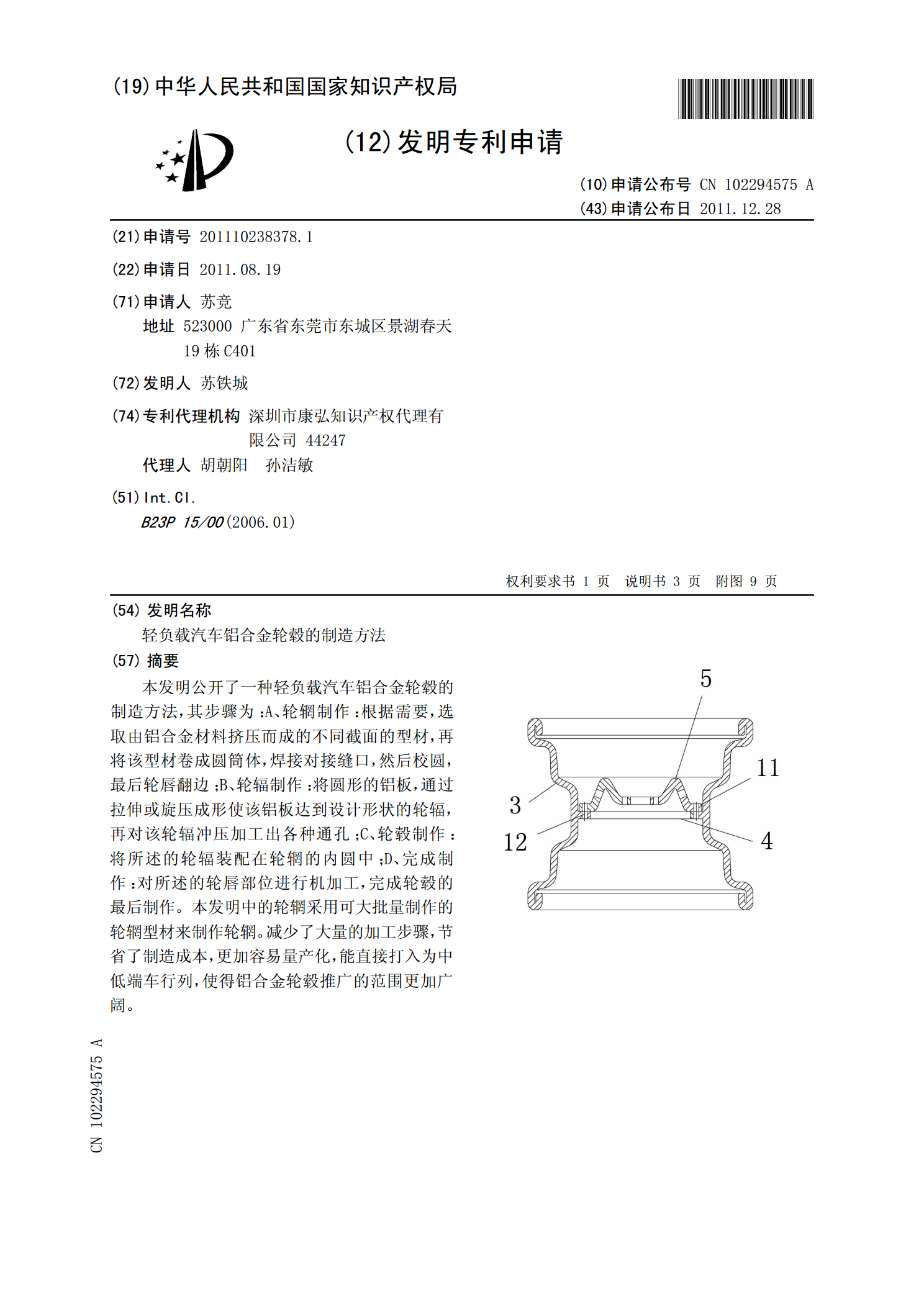
本发明公开了一种轻负载汽车铝合金轮毂的制造方法,其步骤为:A、轮辋制作:根据需要,选取由铝合金材料挤压而成的不同截面的型材,再将该型材卷成圆筒体,焊接对接缝口,然后校圆,最后轮唇翻边;B、轮辐制作:将圆形的铝板,通过拉伸或旋压成形使该铝板达到设计形状的轮辐,再对该轮辐冲压加工出各种通孔;C、轮毂制作:将所述的轮辐装配在轮辋的内圆中;D、完成制作:对所述的轮唇部位进行机加工,完成轮毂的最后制作。本发明中的轮辋采用可大批量制作的轮辋型材来制作轮辋。减少了大量的加工步骤,节省了制造成本,更加容易量产化,能直接打