
工程陶瓷工件平面磨削方法.pdf

琰琬****买买


1/7
2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

工程陶瓷工件平面磨削方法.pdf
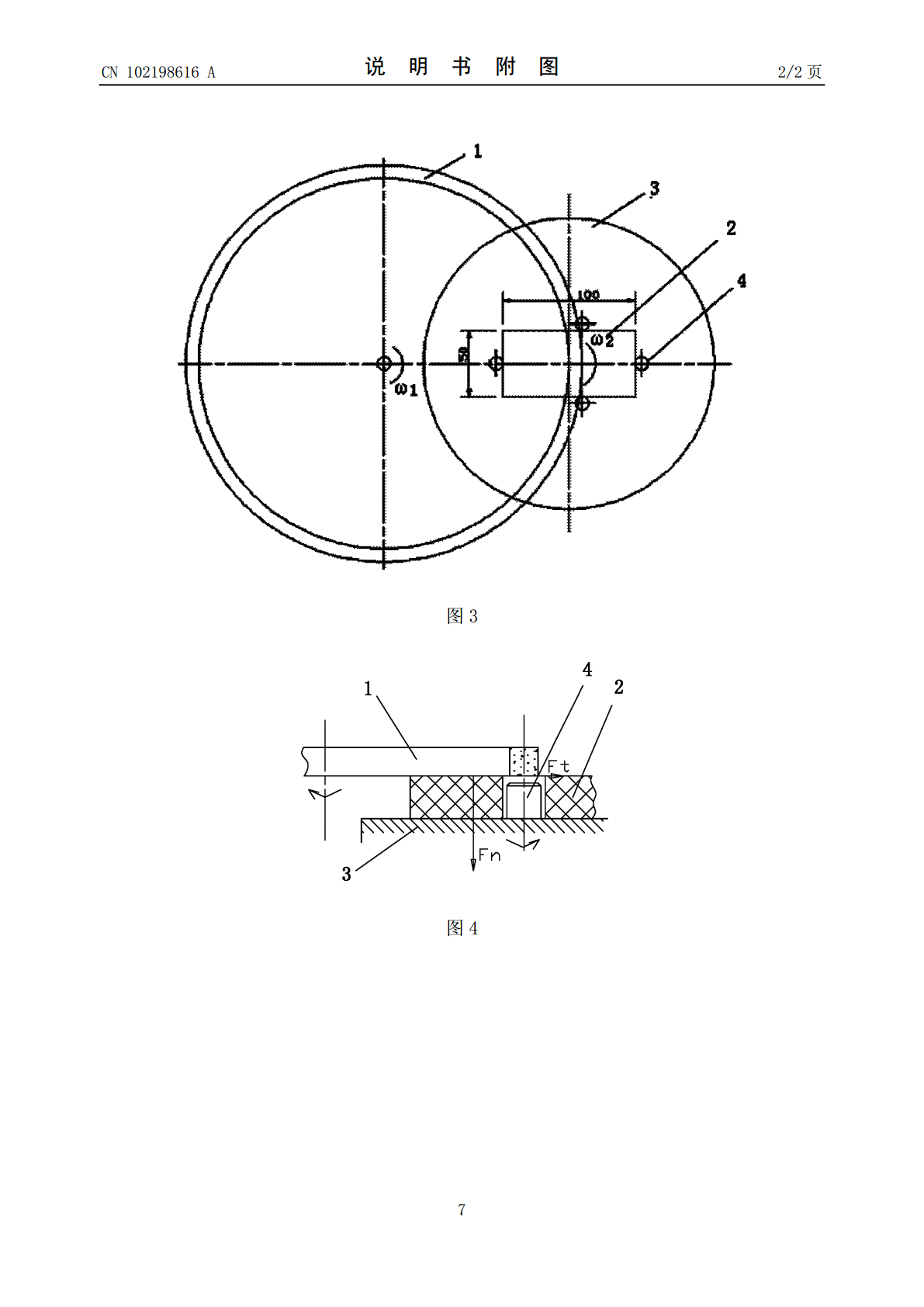
本发明属于陶瓷的磨削加工领域,具体涉及工程陶瓷工件平面磨削方法,其不同之处在于:使用旋转的砂轮端面压向工程陶瓷工件的待加工端面,以工程陶瓷工件底平面为定位面贴平工件头平盘进行磨削,所述工程陶瓷工件通过销钉定位平放在工件头平盘上。本发明工程陶瓷工件平面磨削方法不用粘、不用吸、不用夹,最简单,最省时而又可靠,仅仅利用磨削力“夹紧”工件。

陶瓷工件的磨削方法.pdf
一种陶瓷工件的磨削方法,包括如下步骤:S1、初始化控制系统,使磨床的砂轮组件在X轴方向位于若干呈直线排列的陶瓷工件的一端,此时所述砂轮的位置定义为初始位置;S2、启动控制系统,控制所述砂轮转动,控制所述砂轮或承载若干陶瓷工件的工作台自初始位置沿X轴方向移动以对若干个陶瓷工件的加工面进行第一次磨削加工;S3、改变所述砂轮组件在Z轴方向位置增加切削量,重复步骤S2对所述陶瓷工件的加工面进行再次磨削,直至多次切削量之和等于预定磨削厚度。本申请磨削方法使加工后的陶瓷工件拥有更优的平面度。
工件的平面磨削方法和平面磨床.pdf
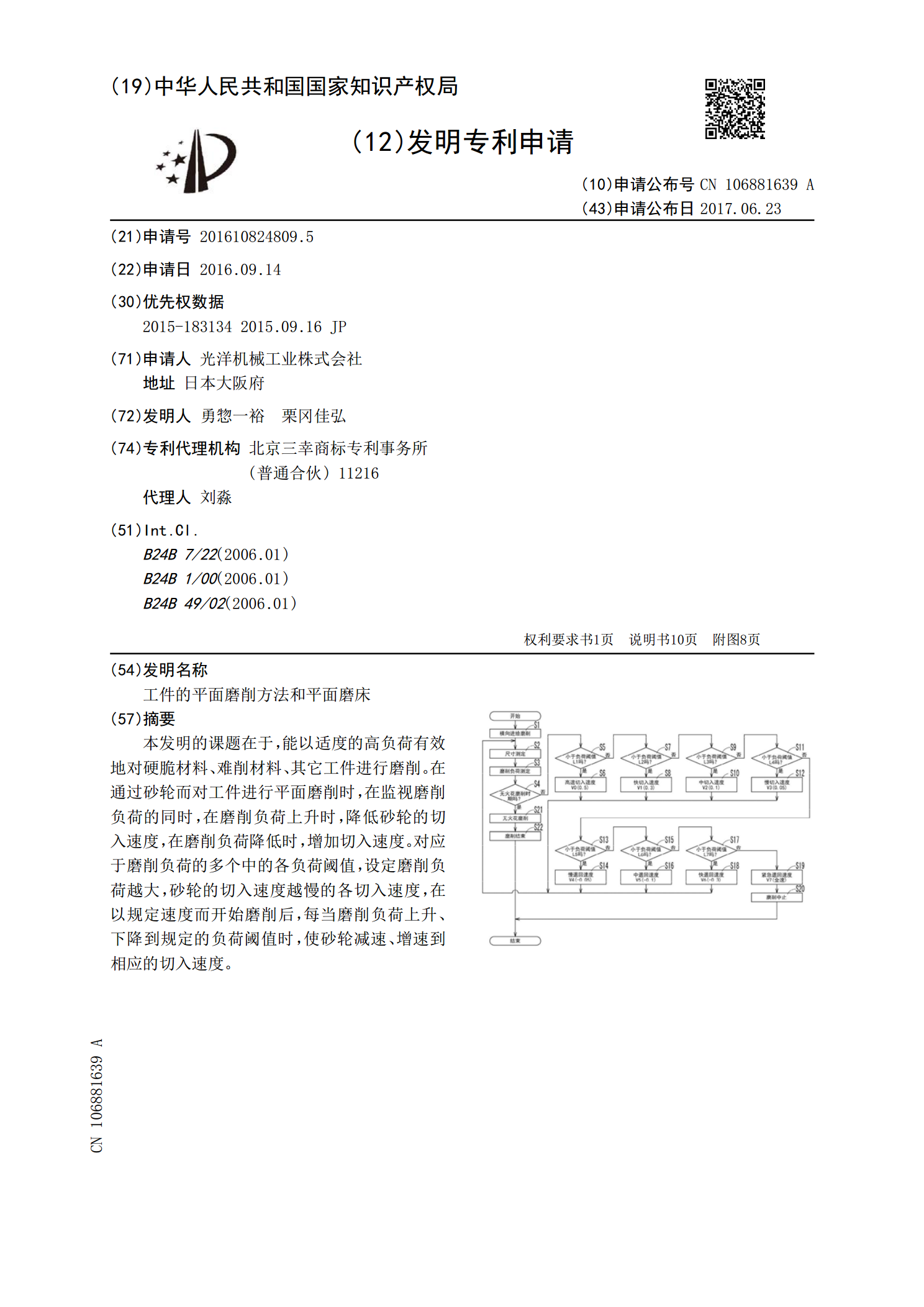
本发明的课题在于,能以适度的高负荷有效地对硬脆材料、难削材料、其它工件进行磨削。在通过砂轮而对工件进行平面磨削时,在监视磨削负荷的同时,在磨削负荷上升时,降低砂轮的切入速度,在磨削负荷降低时,增加切入速度。对应于磨削负荷的多个中的各负荷阈值,设定磨削负荷越大,砂轮的切入速度越慢的各切入速度,在以规定速度而开始磨削后,每当磨削负荷上升、下降到规定的负荷阈值时,使砂轮减速、增速到相应的切入速度。

平面磨削淬硬薄工件磨削力研究.docx
平面磨削淬硬薄工件磨削力研究平面磨削淬硬薄工件磨削力研究摘要:平面磨削是一种常用的金属加工方法,淬硬薄工件则在工业生产中被广泛应用。磨削力是影响磨削加工效果和工件质量的重要因素之一。本论文以平面磨削淬硬薄工件为研究对象,探讨了磨削力的影响因素及其机理,并对磨削力进行了实验分析和数值模拟研究。结果表明,磨削力受到磨削参数、工件性质以及磨削工具特性的影响,并且磨削力随着磨削参数的增加而增大。1.引言平面磨削是一种常用的金属加工方法,广泛应用于工业生产中。淬硬薄工件在汽车零部件、航空航天部件等领域中被广泛使用,
平面磨削工件表面粗糙度计算方法.pdf
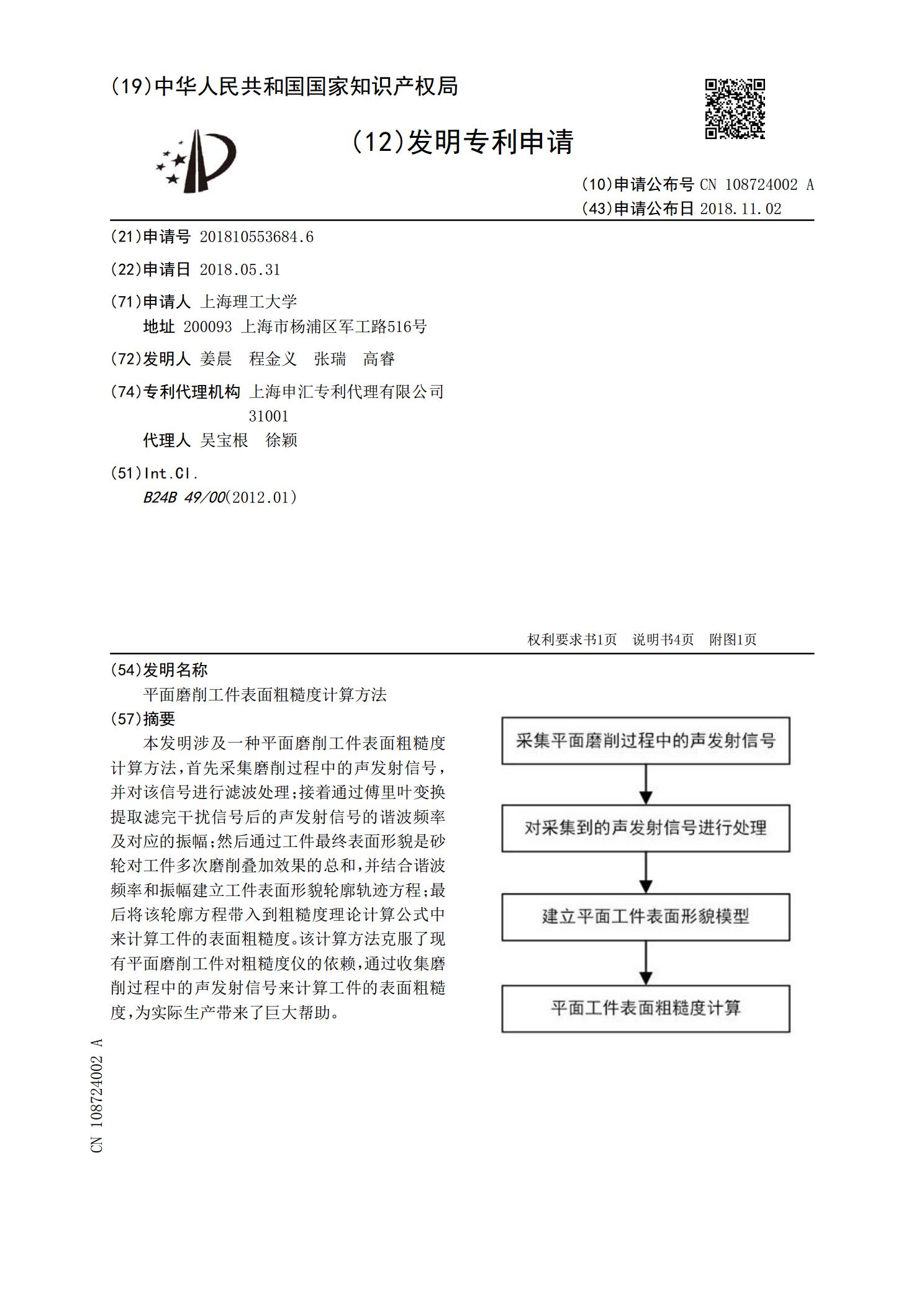
本发明涉及一种平面磨削工件表面粗糙度计算方法,首先采集磨削过程中的声发射信号,并对该信号进行滤波处理;接着通过傅里叶变换提取滤完干扰信号后的声发射信号的谐波频率及对应的振幅;然后通过工件最终表面形貌是砂轮对工件多次磨削叠加效果的总和,并结合谐波频率和振幅建立工件表面形貌轮廓轨迹方程;最后将该轮廓方程带入到粗糙度理论计算公式中来计算工件的表面粗糙度。该计算方法克服了现有平面磨削工件对粗糙度仪的依赖,通过收集磨削过程中的声发射信号来计算工件的表面粗糙度,为实际生产带来了巨大帮助。