
汽车变速箱倒档惰轮精锻成形工艺方法.pdf

雨巷****可歆


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车变速箱倒档惰轮精锻成形工艺方法.pdf
本发明公开了汽车变速箱倒档惰轮精锻成形工艺方法,将原材料钢棒剪切成符合要求的料段;将料段喷涂润滑剂并烘干;将坯料加热至700-750°C,在温锻压力机上温锻成带有导入角和齿形的预锻坯;对预锻坯等温正火处理、喷砂、表面高分子润滑处理;将预锻坯在液压机上冷挤压齿形;放入齿形精整模具中,冷精整导入角;放入倒锥模具中,冷精整倒锥角。本发明的方法,带保护气氛加热温锻的方法锻出预制坯,比热锻的齿形精度高,表面粗糙度好;把后工序分解成冷挤压齿形、冷精整导入角、冷精整倒锥角三道工序,有利于逐步提升齿形精度,减少预锻坯齿形
一种汽车变速器用倒档惰轮锻压工艺.pdf
本发明提供一种汽车变速器用倒档惰轮锻压工艺,包括如下步骤:1)制坯;2)正火;3)车削加工;4)热处理;5)磨削加工;6)磷皂化处理、清理、抛光、涂防锈油。所述锻压工艺步骤设计合理,通过特别设计的热处理步骤对齿轮坯件进行处理,所得三档齿轮硬度高,耐磨性好,耐腐性高,锻压成本低,锻压工艺对环境友好。
带倒锥的内花键锁环冷精锻成形工艺.pdf
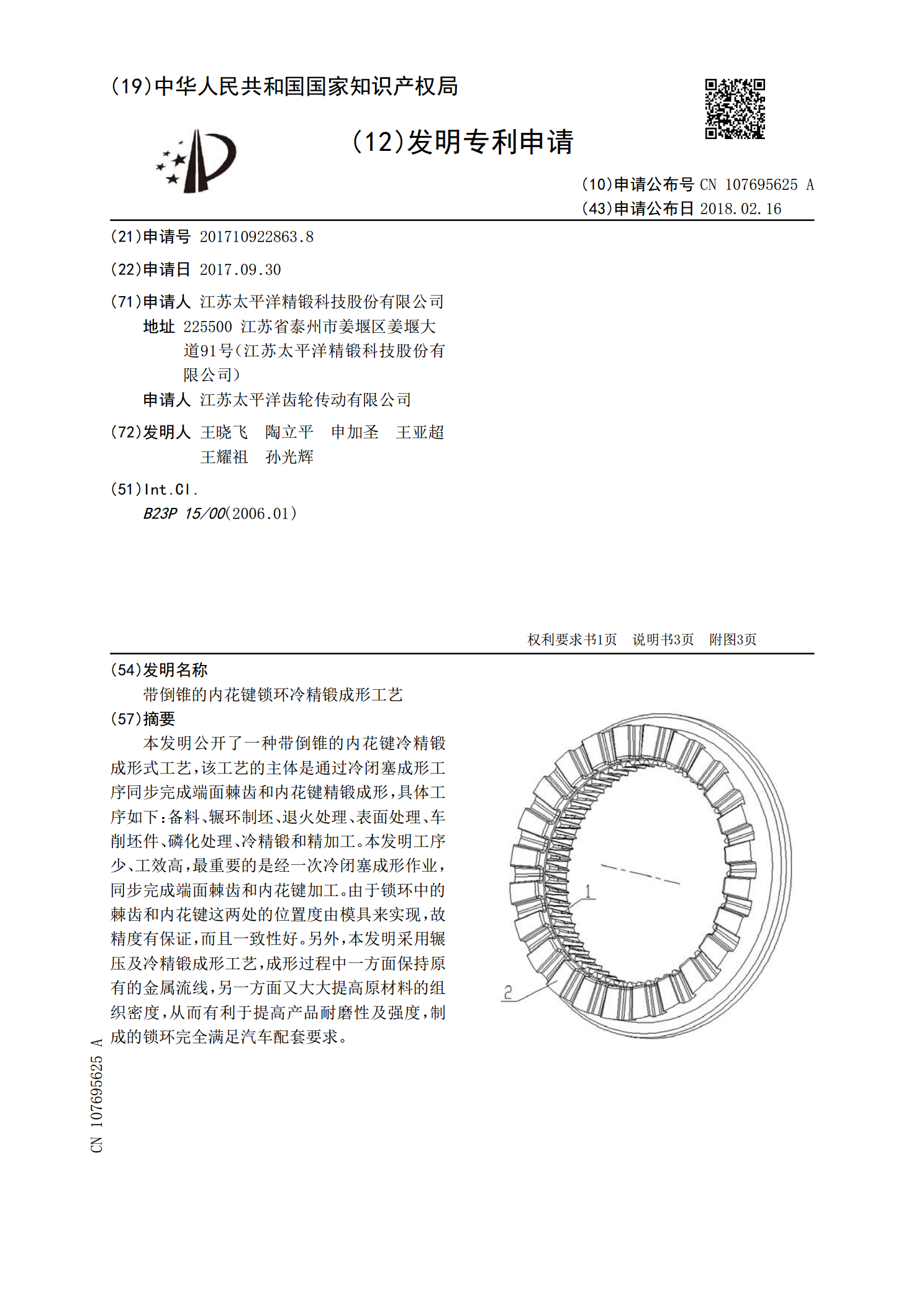
本发明公开了一种带倒锥的内花键冷精锻成形式工艺,该工艺的主体是通过冷闭塞成形工序同步完成端面棘齿和内花键精锻成形,具体工序如下:备料、辗环制坯、退火处理、表面处理、车削坯件、磷化处理、冷精锻和精加工。本发明工序少、工效高,最重要的是经一次冷闭塞成形作业,同步完成端面棘齿和内花键加工。由于锁环中的棘齿和内花键这两处的位置度由模具来实现,故精度有保证,而且一致性好。另外,本发明采用辗压及冷精锻成形工艺,成形过程中一方面保持原有的金属流线,另一方面又大大提高原材料的组织密度,从而有利于提高产品耐磨性及强度,制成

输入轴套精锻成形方法.pdf
本发明公开了一种输入轴套精锻成形方法,该方法采用复合锻造工艺,具体步骤如下:制坯→温锻预成形→冲孔→退火处理→抛丸处理→表面润滑处理→冷精锻成形。本发明采用分步锻压工艺高效制作输入轴套,其中的温锻预成形、冲孔和冷精锻成形为模锻工序,各自承担不同的锻压任务。由于采用化整为零的工艺路线,使得模压量合理分摊到三套模具内,这样做一方面对配套的压力机吨位要求小,同时做到每套模具的承载锻压力小,避免产生胀模及模具疲劳损坏事故,另一方面使模具内的金属循序渐进地被挤压,充模情况好。最重要是精锻成形齿部的金属组织致密性好,
汽车变速器倒档齿轮制造工艺.pdf
本发明公开了一种汽车变速器倒档齿轮制造工艺,它由下列工序组成:下料→制坯→抛丸处理→温锻成形→退火→抛丸处理→润滑处理→冷精整成形→车加工→剃齿加工→渗碳处理。本发明中的温锻成形工序与热精锻工艺和冷精锻工艺的区别在于对坯料的加热温度,其加热温度为750~800℃,在此温度下坯料刚超共析反应等温线,在材料结构刚转变成奥氏体后送入已预热的模中进行锻压成形加工。所述润滑处理工序是在毛坯外表面上涂刷高分子润滑剂。所述冷精整成形工序是在常温条件下,用标准齿模对温精锻成形的齿进行校正处理。本发明综合应用了热精锻工艺和