
输入轴套精锻成形方法.pdf

Wi****m7


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

输入轴套精锻成形方法.pdf
本发明公开了一种输入轴套精锻成形方法,该方法采用复合锻造工艺,具体步骤如下:制坯→温锻预成形→冲孔→退火处理→抛丸处理→表面润滑处理→冷精锻成形。本发明采用分步锻压工艺高效制作输入轴套,其中的温锻预成形、冲孔和冷精锻成形为模锻工序,各自承担不同的锻压任务。由于采用化整为零的工艺路线,使得模压量合理分摊到三套模具内,这样做一方面对配套的压力机吨位要求小,同时做到每套模具的承载锻压力小,避免产生胀模及模具疲劳损坏事故,另一方面使模具内的金属循序渐进地被挤压,充模情况好。最重要是精锻成形齿部的金属组织致密性好,
一种齿轮轴精锻成形模具及成形方法.pdf
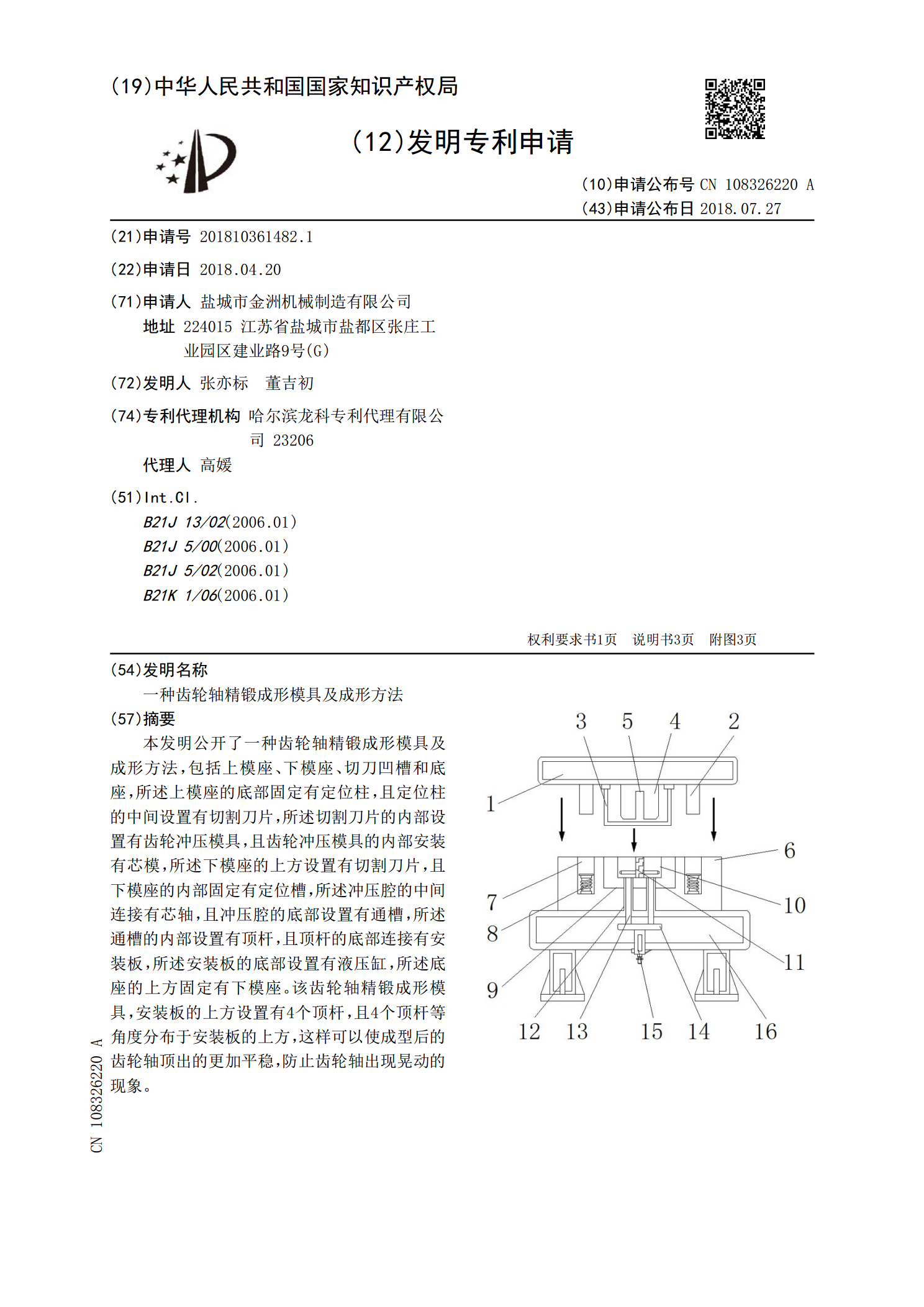
本发明公开了一种齿轮轴精锻成形模具及成形方法,包括上模座、下模座、切刀凹槽和底座,所述上模座的底部固定有定位柱,且定位柱的中间设置有切割刀片,所述切割刀片的内部设置有齿轮冲压模具,且齿轮冲压模具的内部安装有芯模,所述下模座的上方设置有切割刀片,且下模座的内部固定有定位槽,所述冲压腔的中间连接有芯轴,且冲压腔的底部设置有通槽,所述通槽的内部设置有顶杆,且顶杆的底部连接有安装板,所述安装板的底部设置有液压缸,所述底座的上方固定有下模座。该齿轮轴精锻成形模具,安装板的上方设置有4个顶杆,且4个顶杆等角度分布于安

一种凸轮片的精锻成形方法.pdf
一种凸轮片的精锻成形方法,该方法包括:(1)首模大变形锻造,将加热后的材料切断形成坯料,放入第一工位的首模进行锻造,形成包含桃尖部的工件;首模完成总锻造变形量的60%以上,使后续各工位在温度下降的条件下,变形量逐步下降;(2)温冷锻,在多工位锻造过程中,加热后的材料温度接近但不高于工件相变温度,之后工位中的工件温度逐步下降,在最后一个工位或最后两个工位施加额外冷却,使工件温度降低,实施接近冷锻的精整形;(3)预偏置入模,预先使线材往首模的桃尖方向偏置,再进行后续锻造。本发明尺寸精度处于冷锻与热锻中间,更接

一种齿轮轴的精锻成形模具及成形方法.pdf
一种齿轮轴的精锻成形模具及成形方法。外齿轮成形模具由四个外形相同的分模组成,并且各分模的内表面为齿状的1/4圆弧面,各分模的侧表面为45°的斜面,将四个分模拼合为内表面有齿的外齿轮成形模具。外齿轮成形模具的各分模的内表面均分为预成形段和整形段两部分。芯模分为拔模段、成形段和固定段,并且成形段位于芯模的中间部分,用于成形渐开线内花键。本发明利用齿轮轴的精锻成形模具,采用旋转锻造成形方法,通过控制夹头的旋转速度,加工出强度和耐磨性能较高的齿轮轴,并且齿轮轴直径和轴长适用范围大,成形过程中模具所承受的变形抗力较

整体式结合齿轮温精锻成形方法的研究.docx
整体式结合齿轮温精锻成形方法的研究摘要:本文介绍了一种新的金属成形工艺,即整体式结合齿轮温精锻成形方法。该方法通过将齿轮和成形件一体化,实现了高精度、高效率、低浪费的生产过程。文章详细介绍了该方法的制造过程、优点和应用前景,并评估了该方法在未来的发展和应用方面所面临的挑战。关键字:整体式结合齿轮、温精锻、成形、优点、应用前景、挑战引言:整体式结合齿轮温精锻成形方法是一种新的金属成形工艺。该方法是通过将齿轮和成形件一体化,从而实现高精度的成形和节省材料和能源。该方法的优点在于提高了生产效率和生产质量,同时减