
复杂环形锻件特定金属流线的锻造成形工艺.pdf

书生****萌哒


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

复杂环形锻件特定金属流线的锻造成形工艺.pdf
本发明涉及一种复杂环形锻件特定金属流线的锻造成形工艺,包括如下步骤:下料-墩粗-制坯-冲连皮-辗扩,其特征在于:所述的下料步骤要求为下料的端面垂直度≤1.5°,料段端面无马蹄形;辗扩前环坯设计遵循的原则是等厚、等重原则和仿形原则;所述的辗扩步骤为采用辗扩成形工艺,辗扩成形模具结构即辗压轮、芯轴设计应根据锻件止口结构进行径向分层设计,即辗压轮型腔形状与锻件结构的外圆部分相匹配,芯轴设计包含止口锻件部分,从而在辗压轮与芯轴间形成闭合型腔。制得的锻件满足近似椭圆环状的金属流线要求。

全流线近净成形前轴锻件的锻造成形工艺.pdf
本发明涉及前轴锻件锻造技术领域的一种全流线近净成形前轴锻件的锻造成形工艺。锻件材质为非调质钢,包括:预锻工序,通过对称分层拔模使前轴预锻件的弹簧座上表面包括两个以分模面对称分布的第一折面;终锻工序,通过非对称分层拔模对预锻件进行终锻,使获得的终锻件的弹簧座上表面包括在分模面处形成落差的第二折面和第三折面,第一折面、第二折面和第三折面均包括两个相连且拔模角度不同的斜面;切边工序,以终锻件的主销、弹簧座以及工字部中部作为切边起始点;校正工序,对弹簧座进行半闭式热温锻校正。有益效果:前轴锻件的弹簧座上、下表面直

深止口类复杂环形锻件辗扩成形工艺.pdf
本发明涉及一种深止口类复杂环形锻件辗扩成形工艺,包括如下步骤:中频加热→镦粗→制坯→冲连皮→辗扩成形,其中镦粗、制坯、冲连皮三个工位由1台设备完成,其特征在于:(1)辗扩前环坯设计:辗扩前环坯结构形状设计原则遵循等厚、等重、结构仿形原则,(2)辗扩成形:采用辗扩成形工艺,利用辗环机实现锻件稳定辗扩,其辗压轮、芯轴设计应根据锻件止口结构进行径向分层设计,即辗压轮型腔形状与锻件结构的外圆部分相匹配,芯轴设计包含锻件止口部分,从而在辗压轮与芯轴间形成闭合型腔。采用本发明工艺材料的利用率大幅提高,而且制坯设备吨位
T形截面环形锻件辗压成形工艺.pdf
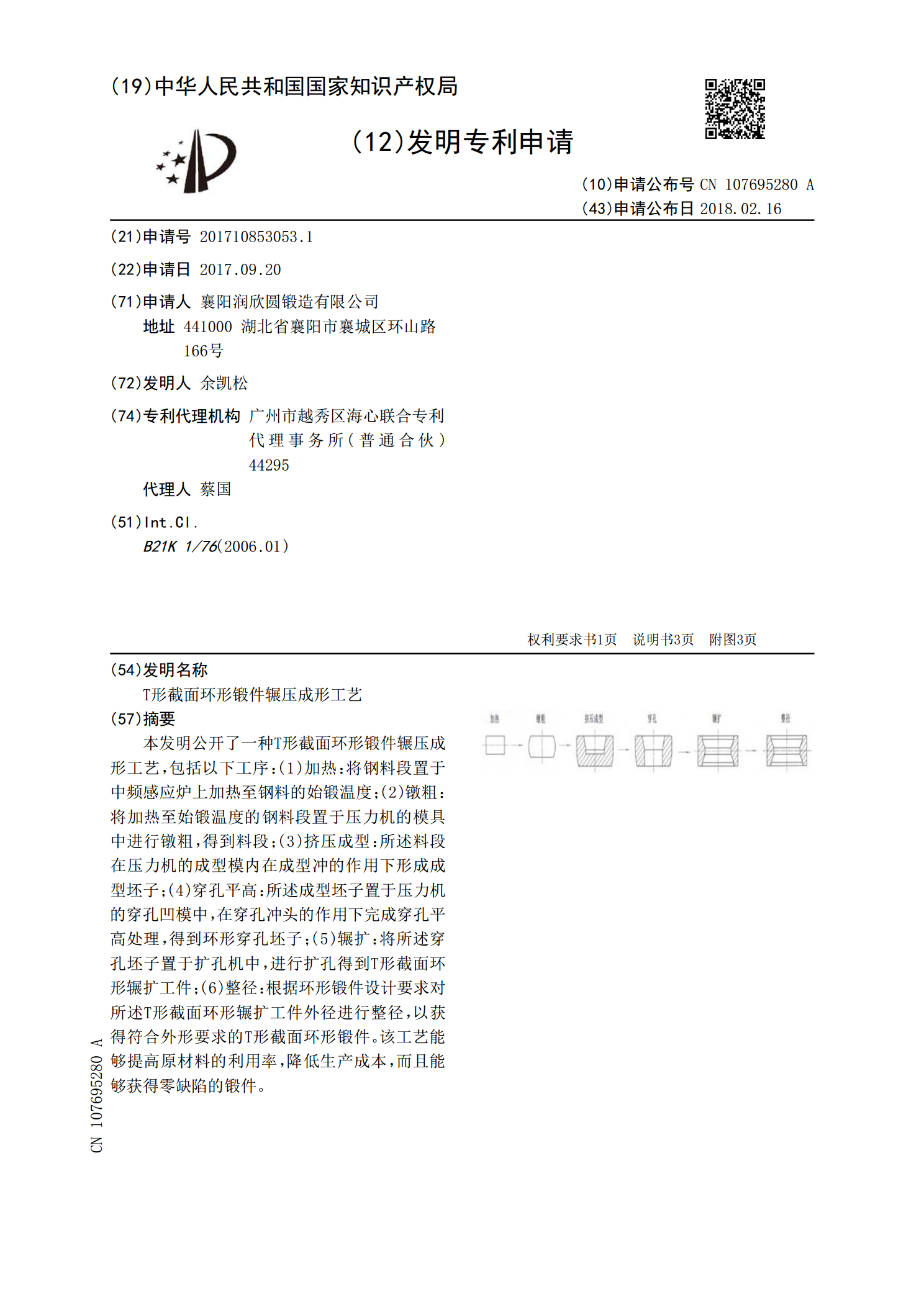
本发明公开了一种T形截面环形锻件辗压成形工艺,包括以下工序:(1)加热:将钢料段置于中频感应炉上加热至钢料的始锻温度;(2)镦粗:将加热至始锻温度的钢料段置于压力机的模具中进行镦粗,得到料段;(3)挤压成型:所述料段在压力机的成型模内在成型冲的作用下形成成型坯子;(4)穿孔平高:所述成型坯子置于压力机的穿孔凹模中,在穿孔冲头的作用下完成穿孔平高处理,得到环形穿孔坯子;(5)辗扩:将所述穿孔坯子置于扩孔机中,进行扩孔得到T形截面环形辗扩工件;(6)整径:根据环形锻件设计要求对所述T形截面环形辗扩工件外径进行

环形锻件锻造旋转装置.pdf
本发明公开了环形锻件锻造旋转装置,解决了现有环形锻件在自由锻的过程中,采用人工旋转,费时费力且不精确的问题。本发明包括马架和圆柱,所述圆柱为一端开口的中空结构,所述中空结构内设置旋转装置,所述旋转装置包括旋转单元,旋转单元设置齿轮和齿条以及旋转轴,通过齿轮和齿条的配合实现环形锻件的固定和旋转。本发明具有旋转操作简单,易控制,旋转角度准确等优点。