
环形锻件锻造旋转装置.pdf

是湛****21

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

环形锻件锻造旋转装置.pdf
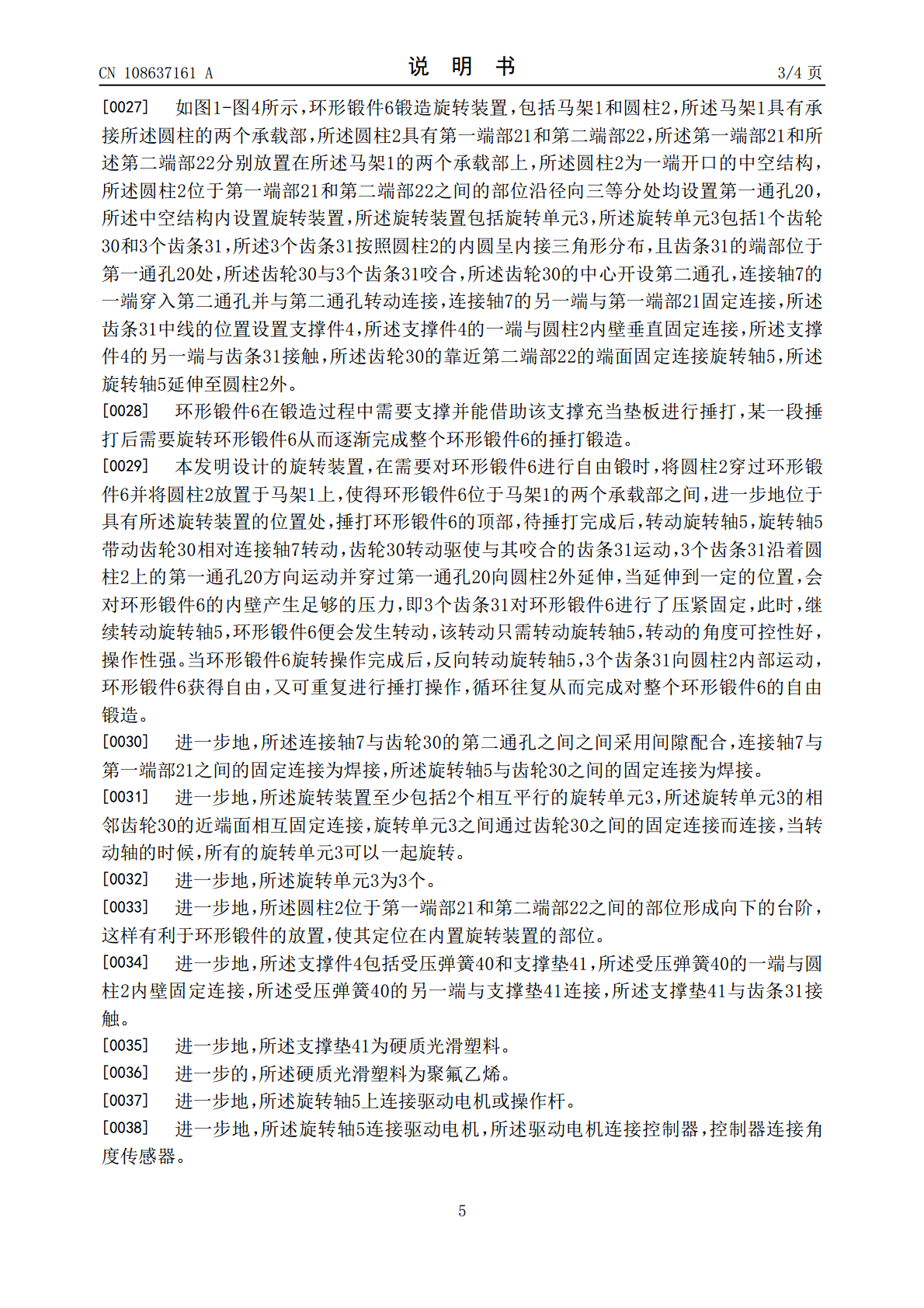
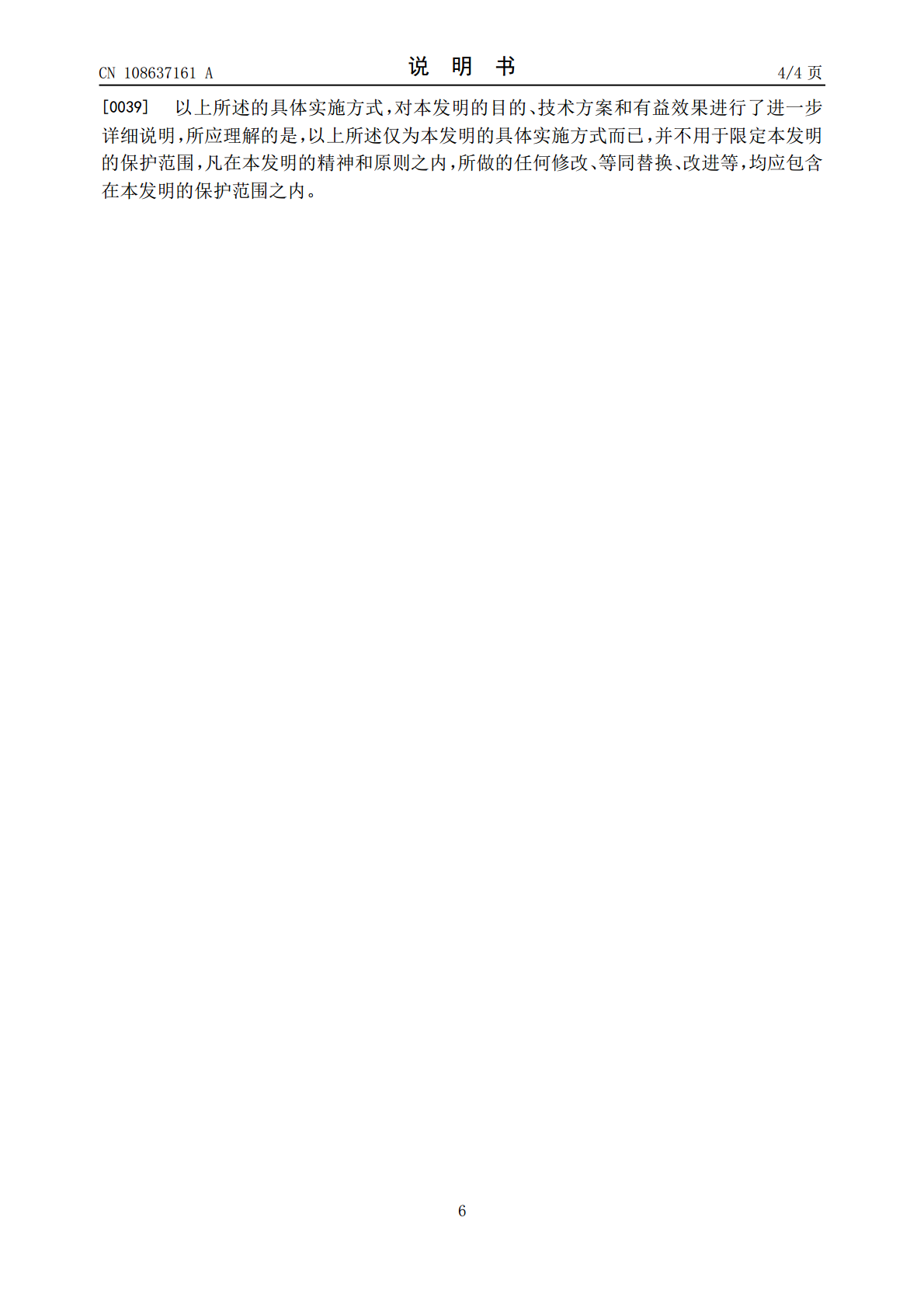
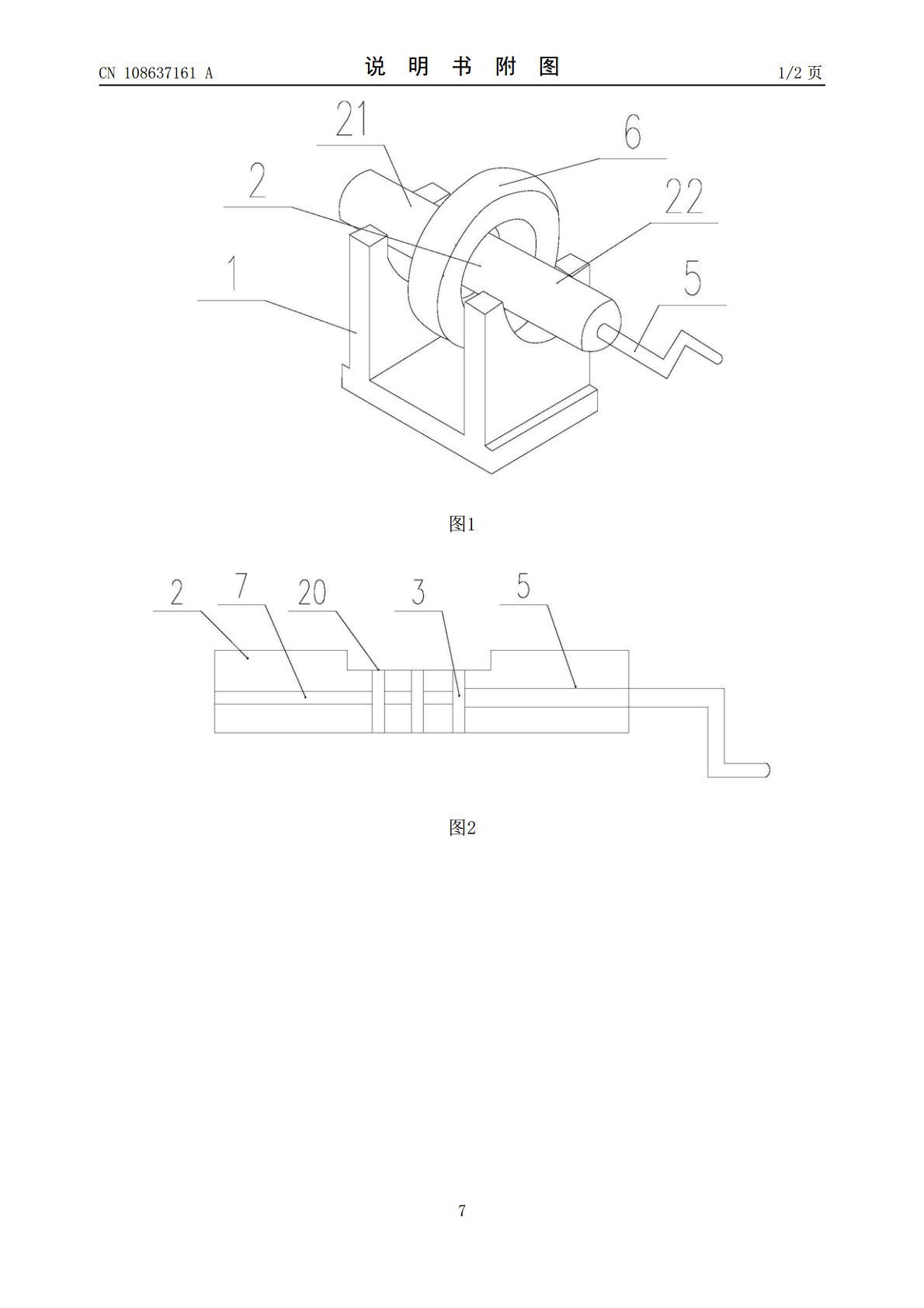
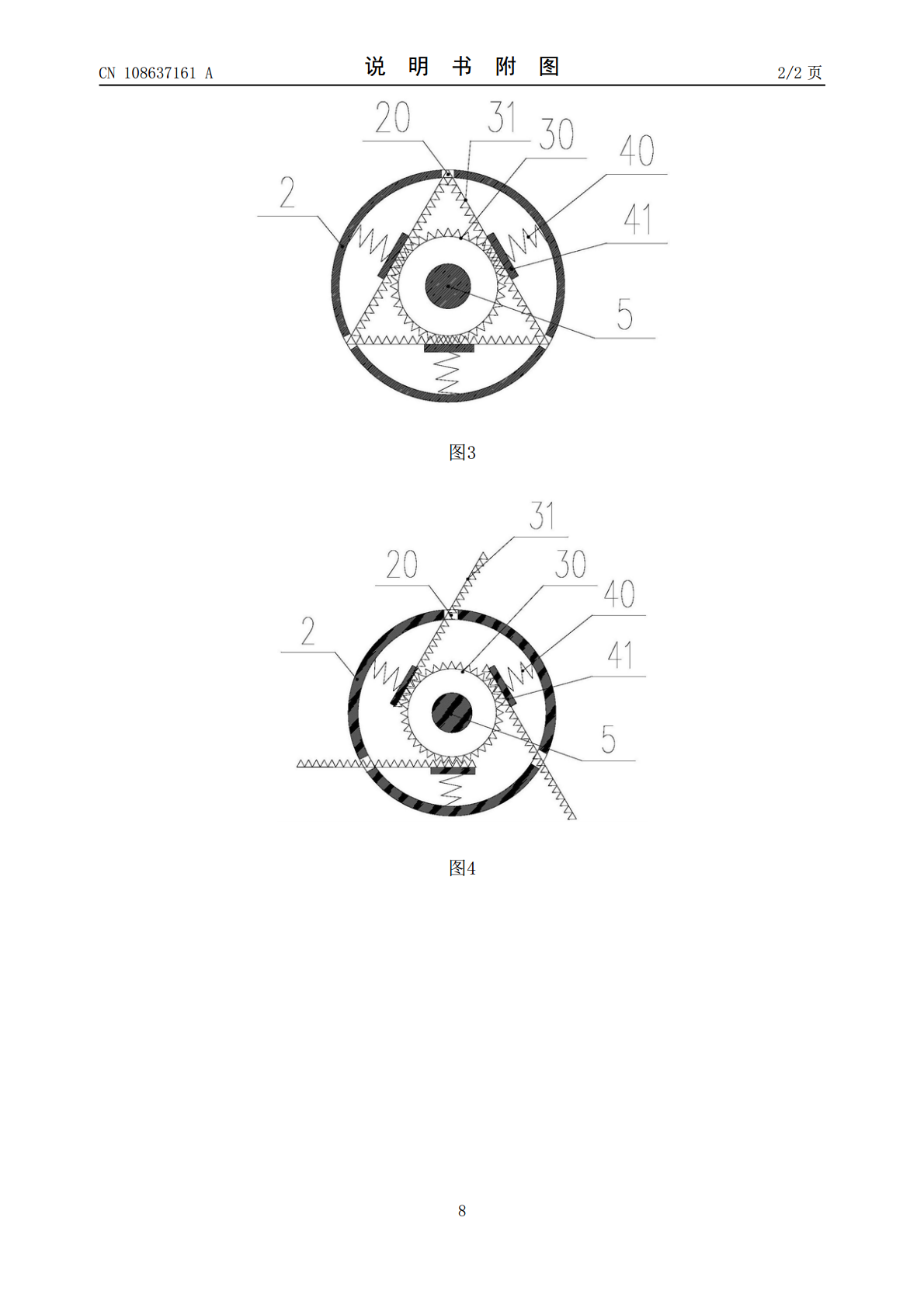
本发明公开了环形锻件锻造旋转装置,解决了现有环形锻件在自由锻的过程中,采用人工旋转,费时费力且不精确的问题。本发明包括马架和圆柱,所述圆柱为一端开口的中空结构,所述中空结构内设置旋转装置,所述旋转装置包括旋转单元,旋转单元设置齿轮和齿条以及旋转轴,通过齿轮和齿条的配合实现环形锻件的固定和旋转。本发明具有旋转操作简单,易控制,旋转角度准确等优点。
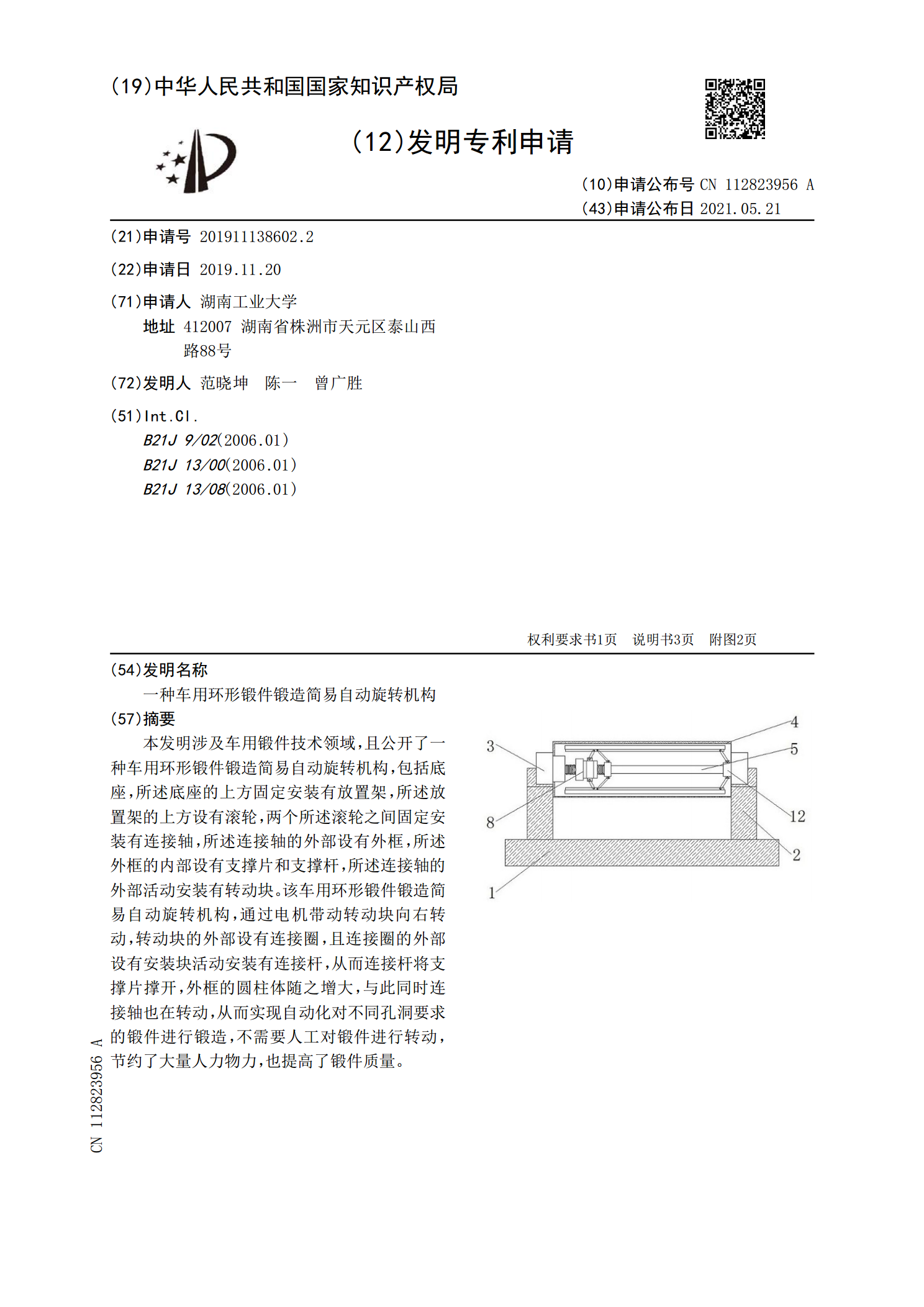
一种车用环形锻件锻造简易自动旋转机构.pdf
本发明涉及车用锻件技术领域,且公开了一种车用环形锻件锻造简易自动旋转机构,包括底座,所述底座的上方固定安装有放置架,所述放置架的上方设有滚轮,两个所述滚轮之间固定安装有连接轴,所述连接轴的外部设有外框,所述外框的内部设有支撑片和支撑杆,所述连接轴的外部活动安装有转动块。该车用环形锻件锻造简易自动旋转机构,通过电机带动转动块向右转动,转动块的外部设有连接圈,且连接圈的外部设有安装块活动安装有连接杆,从而连接杆将支撑片撑开,外框的圆柱体随之增大,与此同时连接轴也在转动,从而实现自动化对不同孔洞要求的锻件进行锻

一种大型环形锻件锻造模具.pdf
本发明公开了一种大型环形锻件锻造模具,包括锻造上模与锻造下模,锻造上模与锻造下模上相对面设有与承压支撑体外形相配合的锻造模型腔;锻造下模中部设有锻造下模镶块,锻造下模镶块下端与贯穿锻造下模的顶杆上端相固定;锻造上模与锻造下模镶块相对面上设有飞边仓部,飞轮仓部与锻造模型腔相连通,锻造上模上沿着环形间隔设有多个与锻造模型腔相连通的上模排气孔,上模排气孔位于飞轮仓部的外周。本发明结构设计新颖,利用飞边仓部容纳多余飞边,来增加产品率,可以节省30%的材料;上模排气孔位于飞轮仓部的外周,可以适当增加锻造模型腔的泄压

环形锻件自动探伤装置.pdf
本申请公开了一种环形锻件自动探伤装置,包括旋转驱动装置及检测装置,所述旋转驱动装置包括限位滚轮及分别设置于所述限位滚轮两侧的驱动轴,所述限位滚轮抵持于环形锻件内表面,所述驱动轴抵持于环形锻件外表面并驱动其转动,所述检测装置包括一支架,所述支架上设置有第一移动探头与第二移动探头,所述第一移动探头沿第一方向移动,所述第二移动探头沿第二方向移动,所述第一方向与第二方向垂直,所述第一方向与环形锻件轴向平行,所述第一移动探头与第二移动探头连接于超声波探伤仪。本发明的优点在于检测过程中工件通过驱动轴与限位滚轮的配合,
提高2A70合金环形锻件组织均匀性的锻造方法及装置.pdf
本发明属于锻造热加工领域,涉及提高2A70合金环形锻件组织均匀性的锻造方法及装置。该方法包括:镦饼冲孔、马架扩孔平端面、终扩孔三个环节,对变形量分别进行控制,其中镦饼冲孔变形量最大,终扩孔变形量次之,马架扩孔平端面变形量最小;其中,坯料入炉镦饼冲孔、马架扩孔平端面、终扩孔三个环节中均采用到温入炉,其中,三个环节采用相同的加热温度;镦饼冲孔、马架扩孔平端面、扩孔三个环节中加热保温系数按2.0mm/s计算,加热温度420~470℃,最短保温时间按60min计算。