
全流线近净成形前轴锻件的锻造成形工艺.pdf

雨巷****莺莺

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

全流线近净成形前轴锻件的锻造成形工艺.pdf
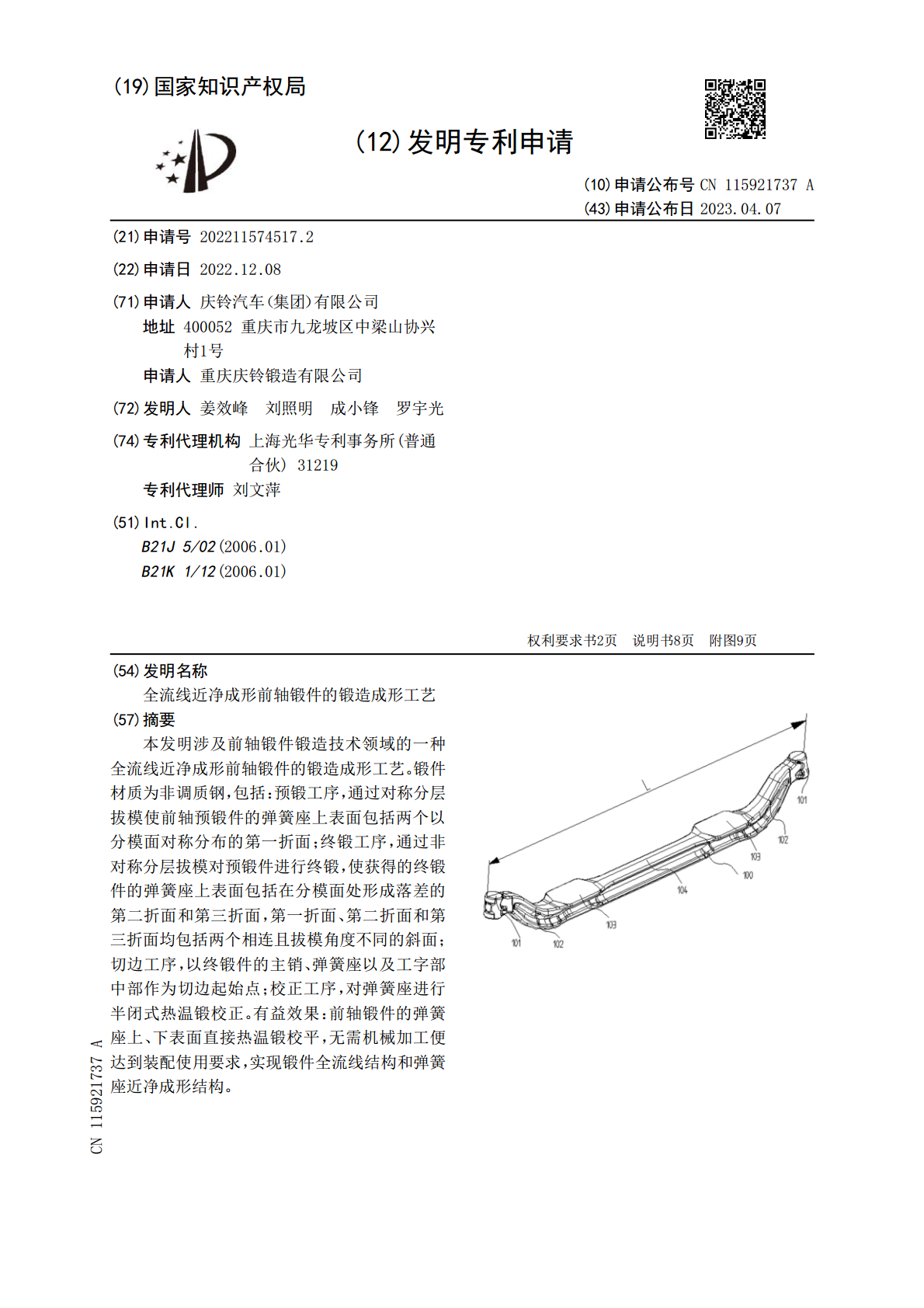
本发明涉及前轴锻件锻造技术领域的一种全流线近净成形前轴锻件的锻造成形工艺。锻件材质为非调质钢,包括:预锻工序,通过对称分层拔模使前轴预锻件的弹簧座上表面包括两个以分模面对称分布的第一折面;终锻工序,通过非对称分层拔模对预锻件进行终锻,使获得的终锻件的弹簧座上表面包括在分模面处形成落差的第二折面和第三折面,第一折面、第二折面和第三折面均包括两个相连且拔模角度不同的斜面;切边工序,以终锻件的主销、弹簧座以及工字部中部作为切边起始点;校正工序,对弹簧座进行半闭式热温锻校正。有益效果:前轴锻件的弹簧座上、下表面直
全流线近净成形前轴锻件.pdf
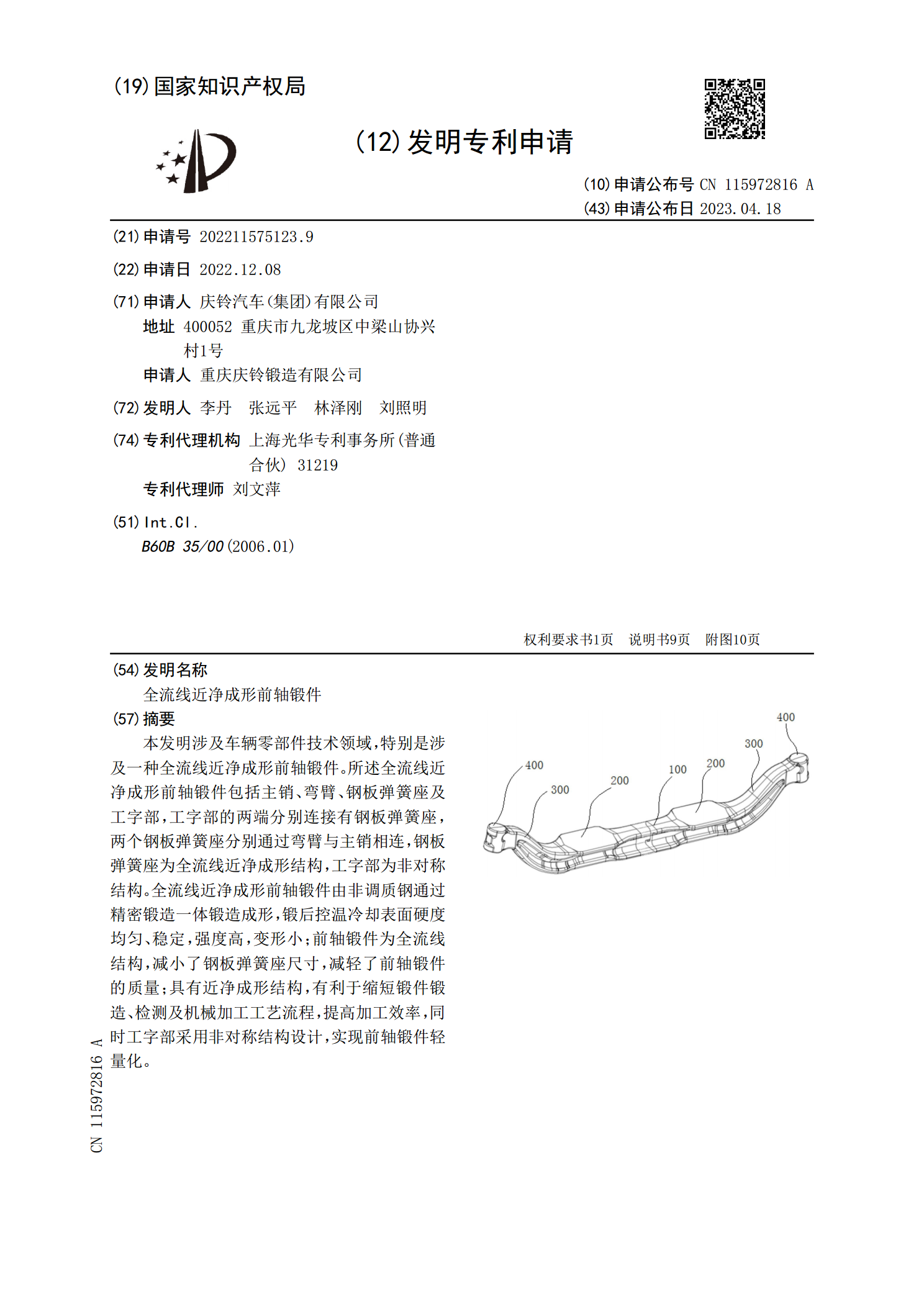
本发明涉及车辆零部件技术领域,特别是涉及一种全流线近净成形前轴锻件。所述全流线近净成形前轴锻件包括主销、弯臂、钢板弹簧座及工字部,工字部的两端分别连接有钢板弹簧座,两个钢板弹簧座分别通过弯臂与主销相连,钢板弹簧座为全流线近净成形结构,工字部为非对称结构。全流线近净成形前轴锻件由非调质钢通过精密锻造一体锻造成形,锻后控温冷却表面硬度均匀、稳定,强度高,变形小;前轴锻件为全流线结构,减小了钢板弹簧座尺寸,减轻了前轴锻件的质量;具有近净成形结构,有利于缩短锻件锻造、检测及机械加工工艺流程,提高加工效率,同时工字

一种轴承滚道流线控制近净成形工艺.pdf
本发明公开了一种轴承滚道流线控制近净成形工艺,包括以下步骤:S1、下料,得到料段;S2、对料段进行镦粗,再进行预挤压,得到纵截面为工字形的坯料,然后采用正冲头和反冲头对坯料进行对称冲孔,将冲孔芯料留于坯料沿高度方向的中心位置,再冲连皮去芯料,得到流线沿轴向对称分布的冲孔环坯,然后进行表面粗车;S3、利用轧制孔型对粗车后的冲孔环坯进行轧制,实现滚道近净成形。本发明通过下料‑制坯‑成形工艺协同匹配,可以控制滚道金属流线随形连续分布,提高滚道疲劳性能和轴承寿命。

复杂环形锻件特定金属流线的锻造成形工艺.pdf
本发明涉及一种复杂环形锻件特定金属流线的锻造成形工艺,包括如下步骤:下料-墩粗-制坯-冲连皮-辗扩,其特征在于:所述的下料步骤要求为下料的端面垂直度≤1.5°,料段端面无马蹄形;辗扩前环坯设计遵循的原则是等厚、等重原则和仿形原则;所述的辗扩步骤为采用辗扩成形工艺,辗扩成形模具结构即辗压轮、芯轴设计应根据锻件止口结构进行径向分层设计,即辗压轮型腔形状与锻件结构的外圆部分相匹配,芯轴设计包含止口锻件部分,从而在辗压轮与芯轴间形成闭合型腔。制得的锻件满足近似椭圆环状的金属流线要求。

近净成形技术在航空锻件中的应用.docx
近净成形技术在航空锻件中的应用近净成形技术在航空锻件中的应用摘要:随着航空业的迅速发展,对于航空零件的要求也越来越高。航空锻件作为航空发动机和航空器结构中的重要组成部分,其质量、性能和寿命直接影响着航空器的安全性能和经济效益。近净成形技术作为一种先进的制造技术,在航空锻件的制造过程中具有独特的优势和广阔的应用前景。本文将重点探讨近净成形技术在航空锻件中的应用,包括近净成形技术的定义、发展历程、优势和挑战,以及近净成形技术在航空锻件制造中的具体应用实例,并对未来的发展进行展望。1.引言航空锻件是指用金属材料