
一种内高压橡皮囊管件推弯成形装置及其成形方法.pdf

是你****盟主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种内高压橡皮囊管件推弯成形装置及其成形方法.pdf
本发明提出一种内高压橡皮囊管件推弯成形装置及其成形方法。该装置主要包括模架、上、下模,上、下齿轮,摇臂,齿条,弯曲推块,橡皮囊,推杆等,要进行推弯成形的空心薄壁管件套在橡皮囊上,利用齿轮机构将小半径推弯的圆周运动转化为齿条的直线运动,并通过齿轮力的传递给齿条,继而通过液压机的推头控制齿条力的平衡,完成薄壁小半径导管弯曲制成小半径弯头。所述方法利用上述装置,利用橡皮囊代替金属芯棒或填料,利用液压油使橡皮囊紧贴模具内壁,通过液压系统施压完成弯管推弯的制作。本发明能在减少或不增加焊缝的基础上增加弯段圆度,相对弯
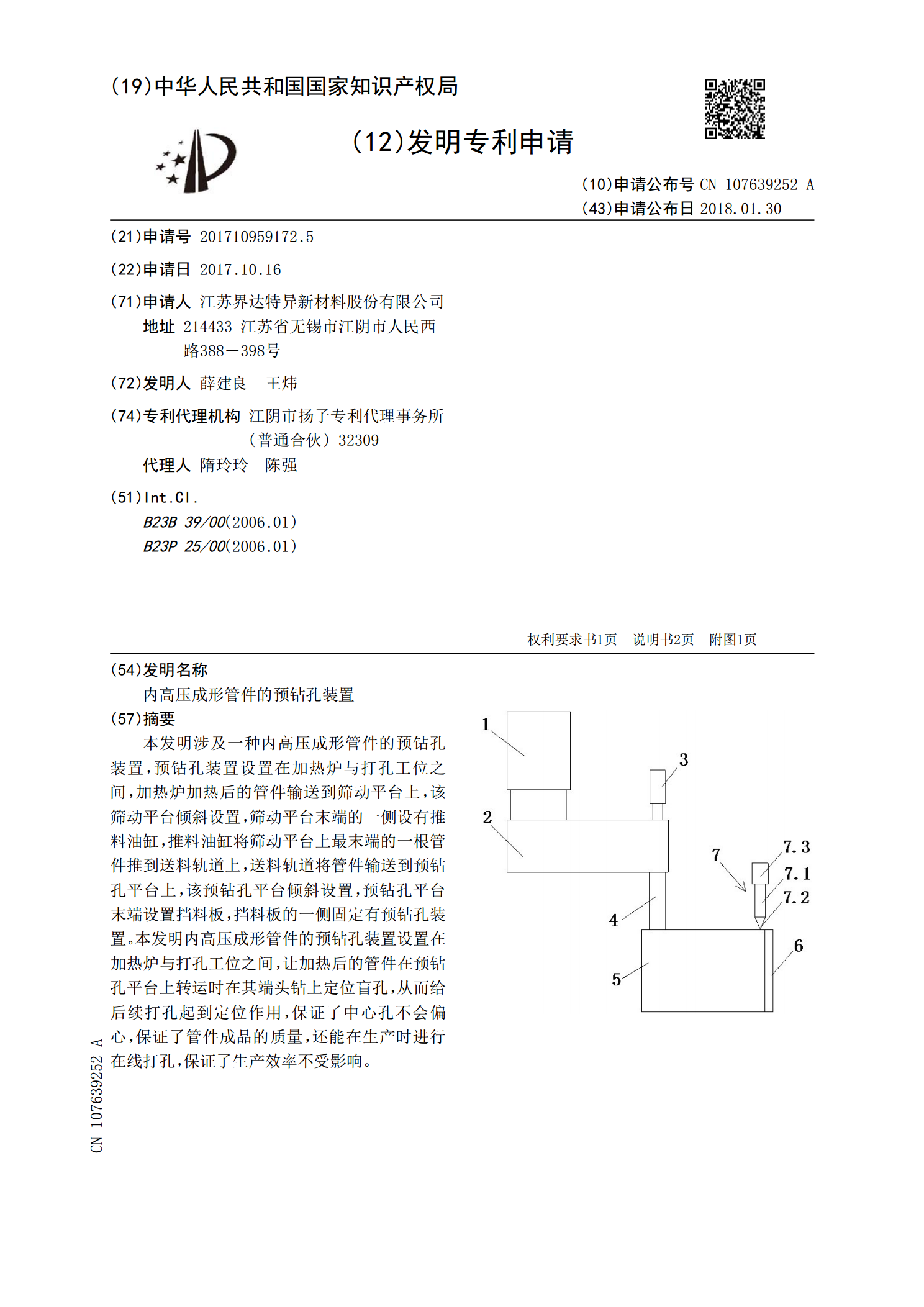
内高压成形管件的预钻孔装置.pdf
本发明涉及一种内高压成形管件的预钻孔装置,预钻孔装置设置在加热炉与打孔工位之间,加热炉加热后的管件输送到筛动平台上,该筛动平台倾斜设置,筛动平台末端的一侧设有推料油缸,推料油缸将筛动平台上最末端的一根管件推到送料轨道上,送料轨道将管件输送到预钻孔平台上,该预钻孔平台倾斜设置,预钻孔平台末端设置挡料板,挡料板的一侧固定有预钻孔装置。本发明内高压成形管件的预钻孔装置设置在加热炉与打孔工位之间,让加热后的管件在预钻孔平台上转运时在其端头钻上定位盲孔,从而给后续打孔起到定位作用,保证了中心孔不会偏心,保证了管件成
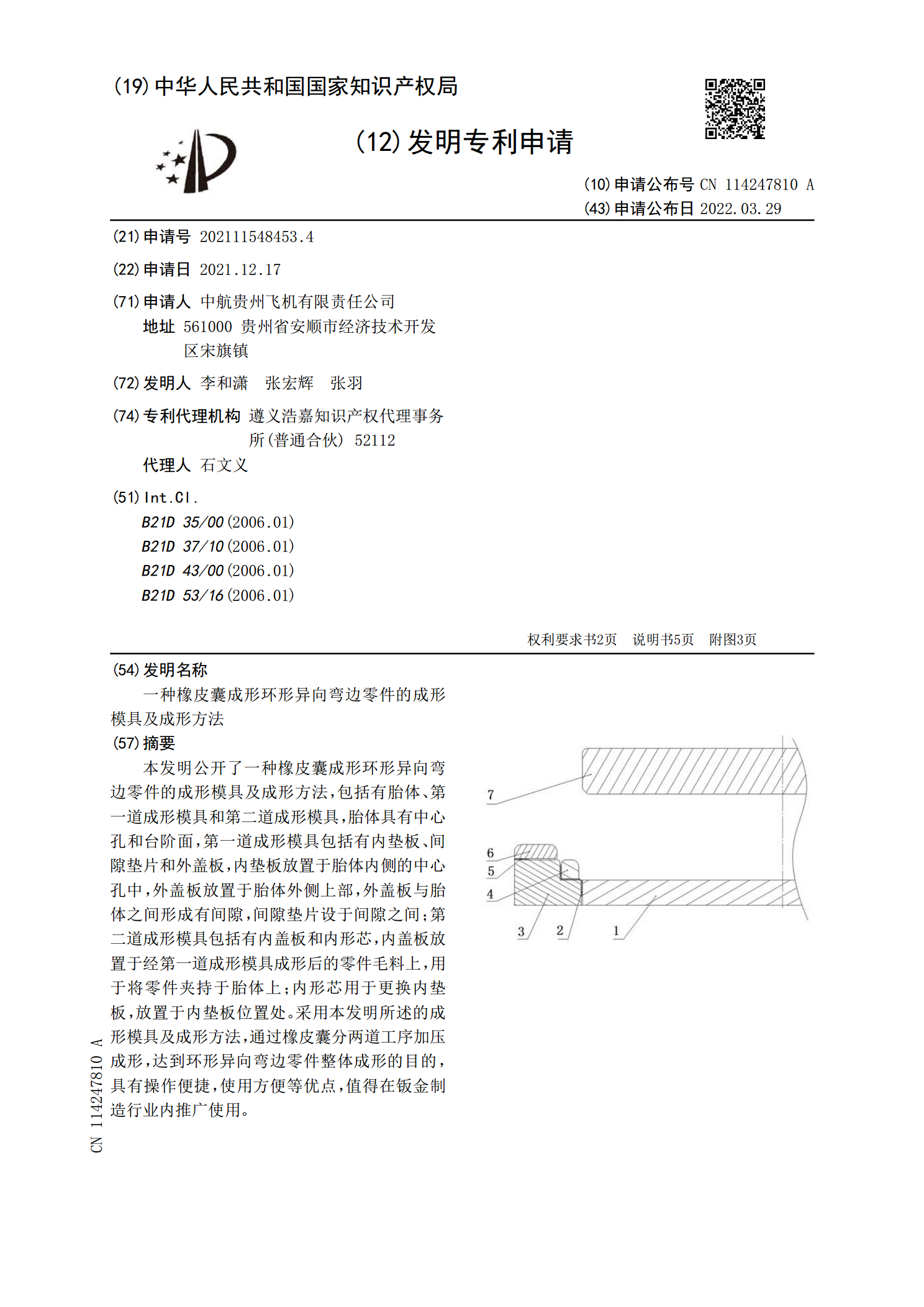
一种橡皮囊成形环形异向弯边零件的成形模具及成形方法.pdf
本发明公开了一种橡皮囊成形环形异向弯边零件的成形模具及成形方法,包括有胎体、第一道成形模具和第二道成形模具,胎体具有中心孔和台阶面,第一道成形模具包括有内垫板、间隙垫片和外盖板,内垫板放置于胎体内侧的中心孔中,外盖板放置于胎体外侧上部,外盖板与胎体之间形成有间隙,间隙垫片设于间隙之间;第二道成形模具包括有内盖板和内形芯,内盖板放置于经第一道成形模具成形后的零件毛料上,用于将零件夹持于胎体上;内形芯用于更换内垫板,放置于内垫板位置处。采用本发明所述的成形模具及成形方法,通过橡皮囊分两道工序加压成形,达到环形

一种连续反弯铝合金管件的推弯成形装置及方法.pdf
本发明的目的是提供一种连续反弯铝合金管件的推弯成形装置及方法。本发明所采用的技术解决方案是一种连续反弯铝合金管件的推弯成形装置,包括压下模、成形模、成形模锁紧装置、芯模、芯模支撑架和下模座,所述的压下模设置有上冲头,所述的成形模包括两块对称的可拆分式成形模,所述的成形模设置有连续反弯几何特征型腔,所述的芯模支撑架设置有芯模支撑架,所述的芯模一端与芯模支撑架相连接,另一端设置在成形模的连续反弯几何特征型腔内;所述的成形模锁紧装置可套于成形模外将其锁紧,所述的下模座设置有与成形模和芯模支撑架相配合的下模座槽。
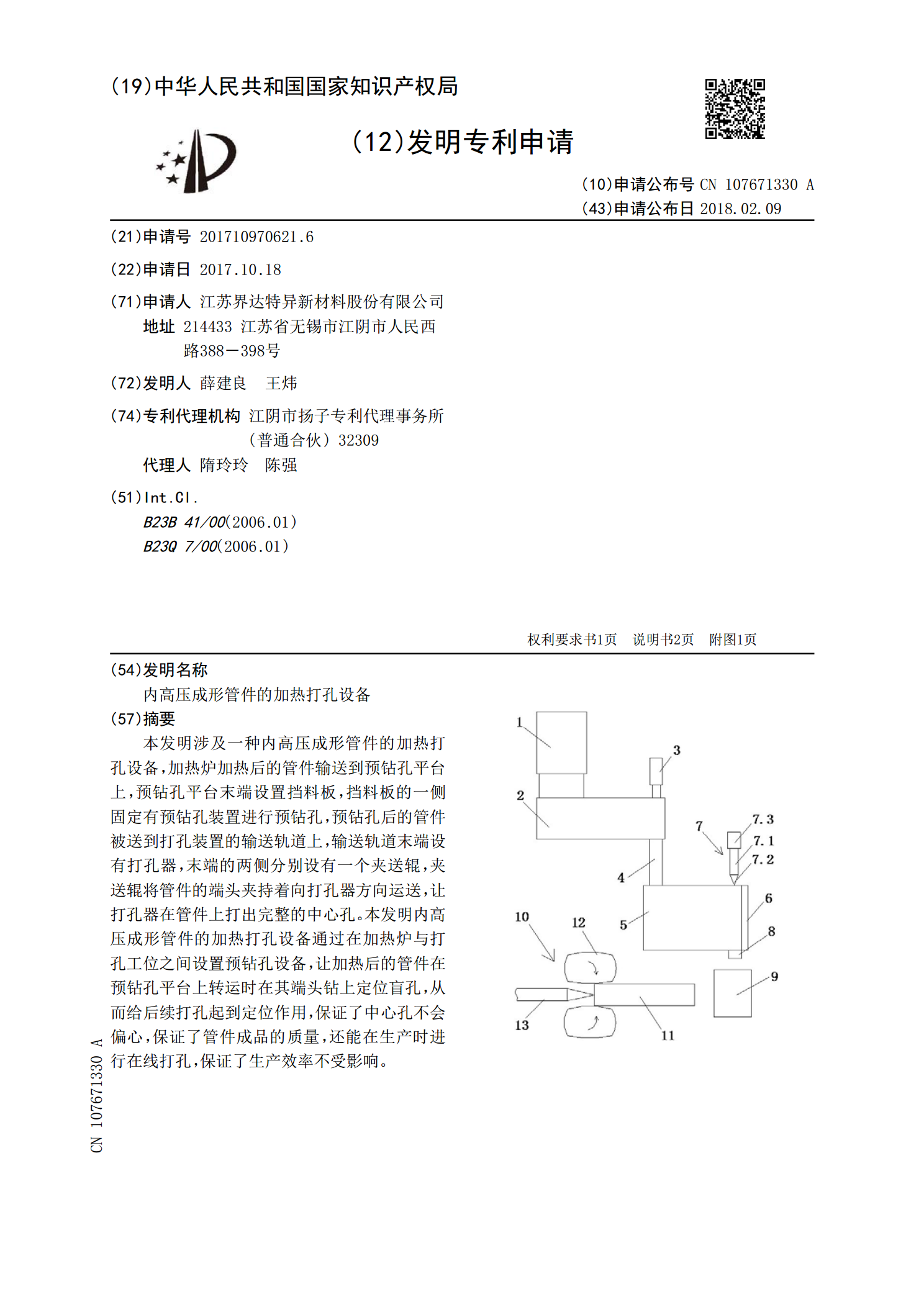
内高压成形管件的加热打孔设备.pdf
本发明涉及一种内高压成形管件的加热打孔设备,加热炉加热后的管件输送到预钻孔平台上,预钻孔平台末端设置挡料板,挡料板的一侧固定有预钻孔装置进行预钻孔,预钻孔后的管件被送到打孔装置的输送轨道上,输送轨道末端设有打孔器,末端的两侧分别设有一个夹送辊,夹送辊将管件的端头夹持着向打孔器方向运送,让打孔器在管件上打出完整的中心孔。本发明内高压成形管件的加热打孔设备通过在加热炉与打孔工位之间设置预钻孔设备,让加热后的管件在预钻孔平台上转运时在其端头钻上定位盲孔,从而给后续打孔起到定位作用,保证了中心孔不会偏心,保证了管