
一种橡皮囊成形环形异向弯边零件的成形模具及成形方法.pdf

小忆****ng

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种橡皮囊成形环形异向弯边零件的成形模具及成形方法.pdf
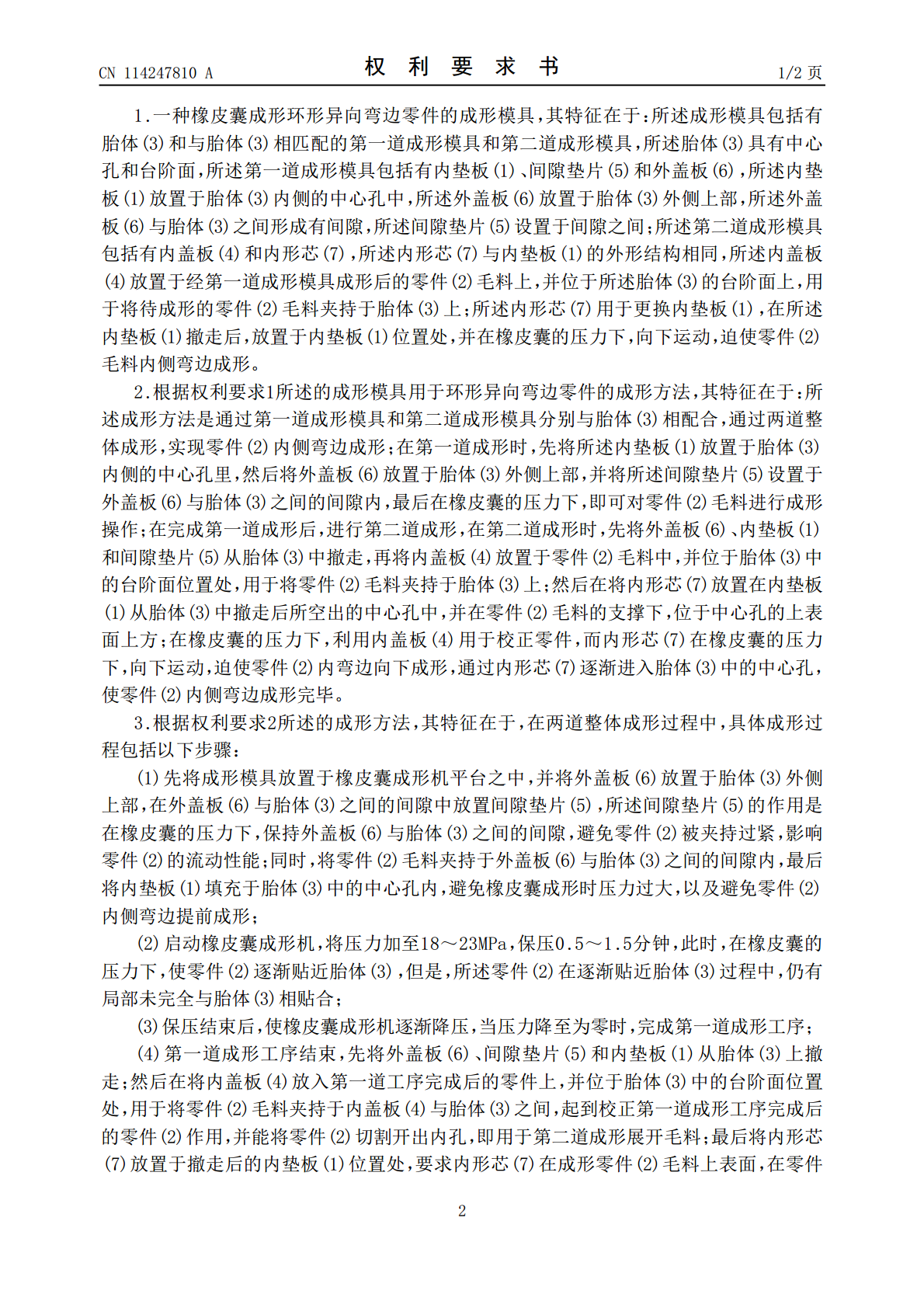
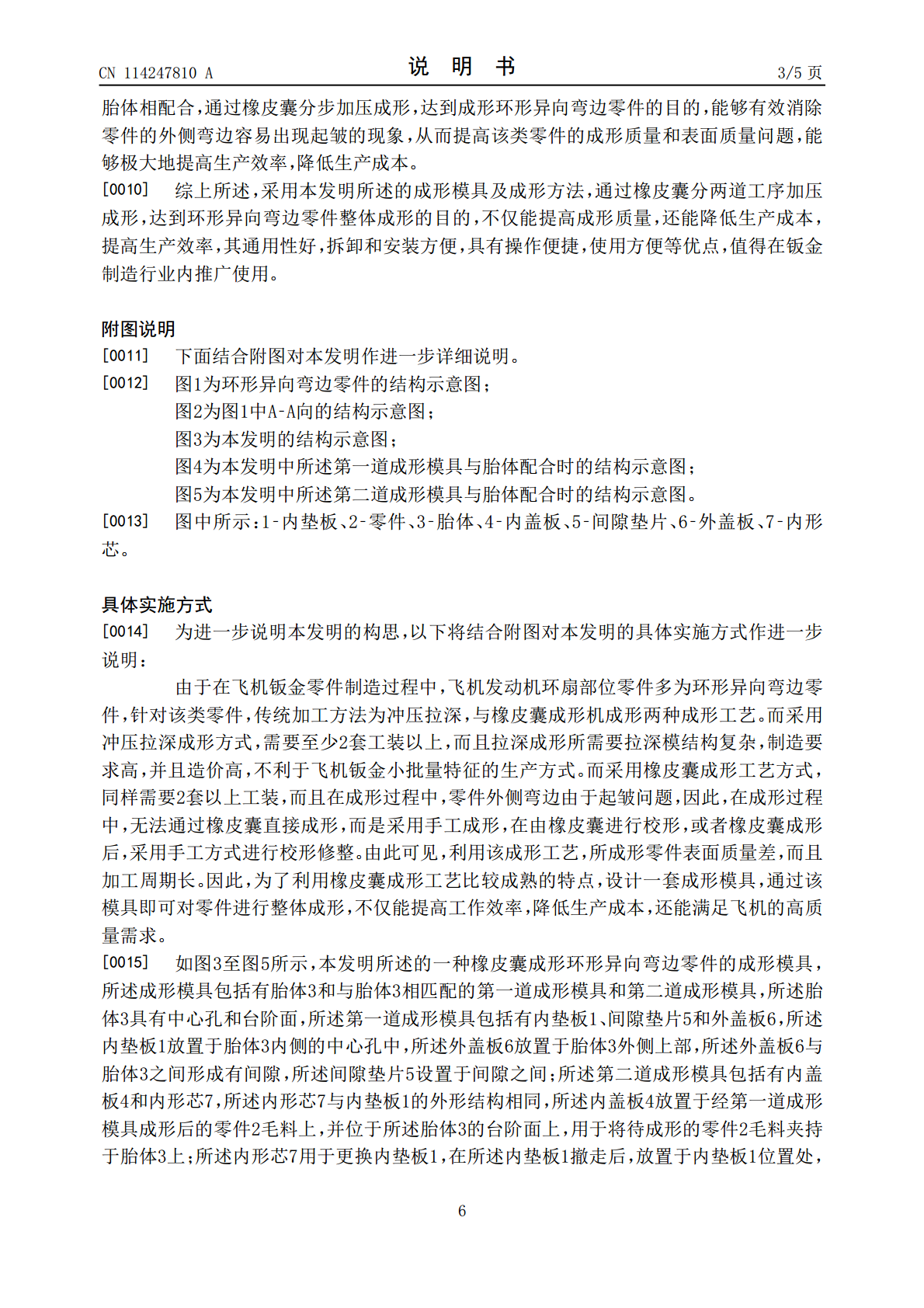
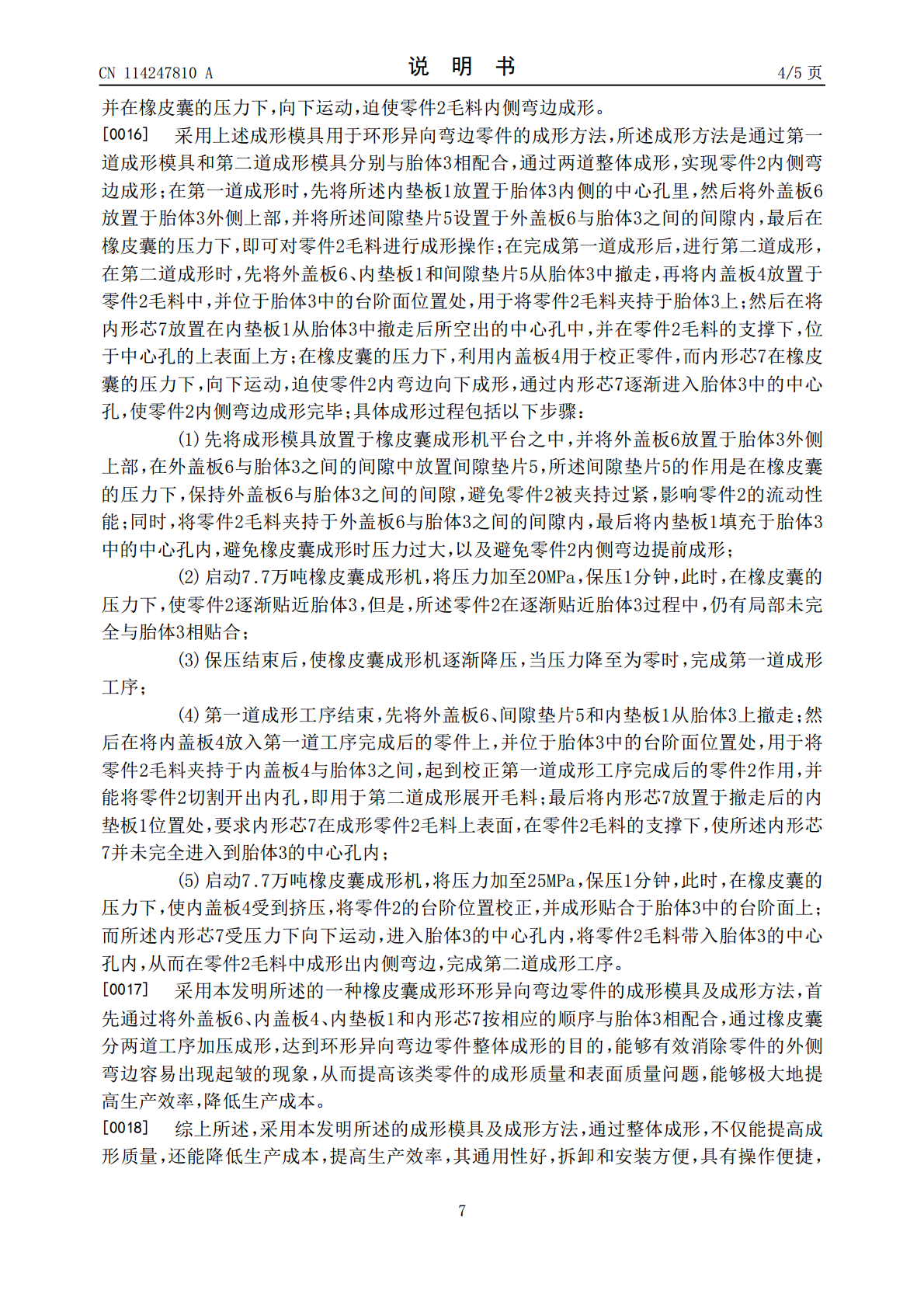
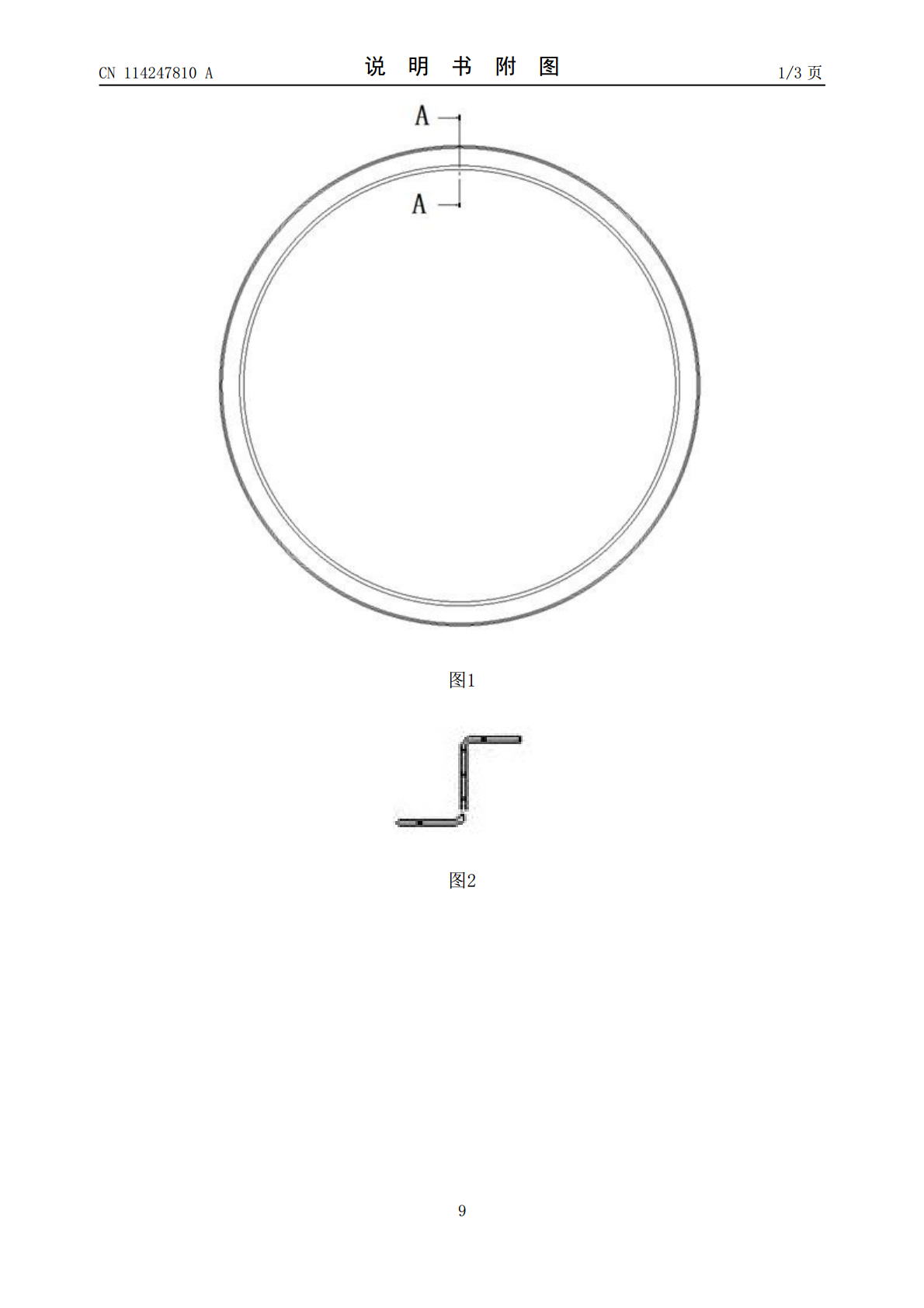
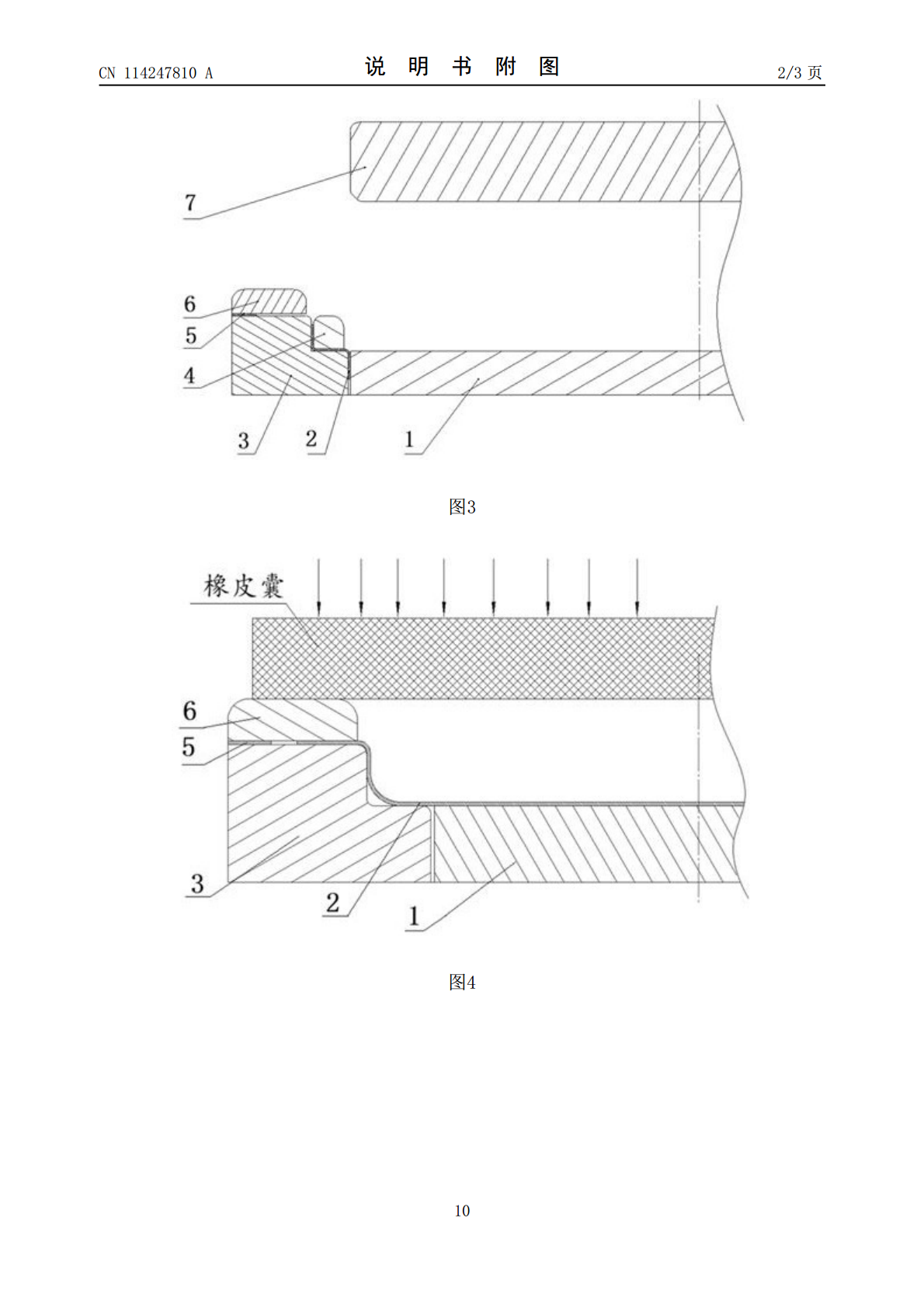
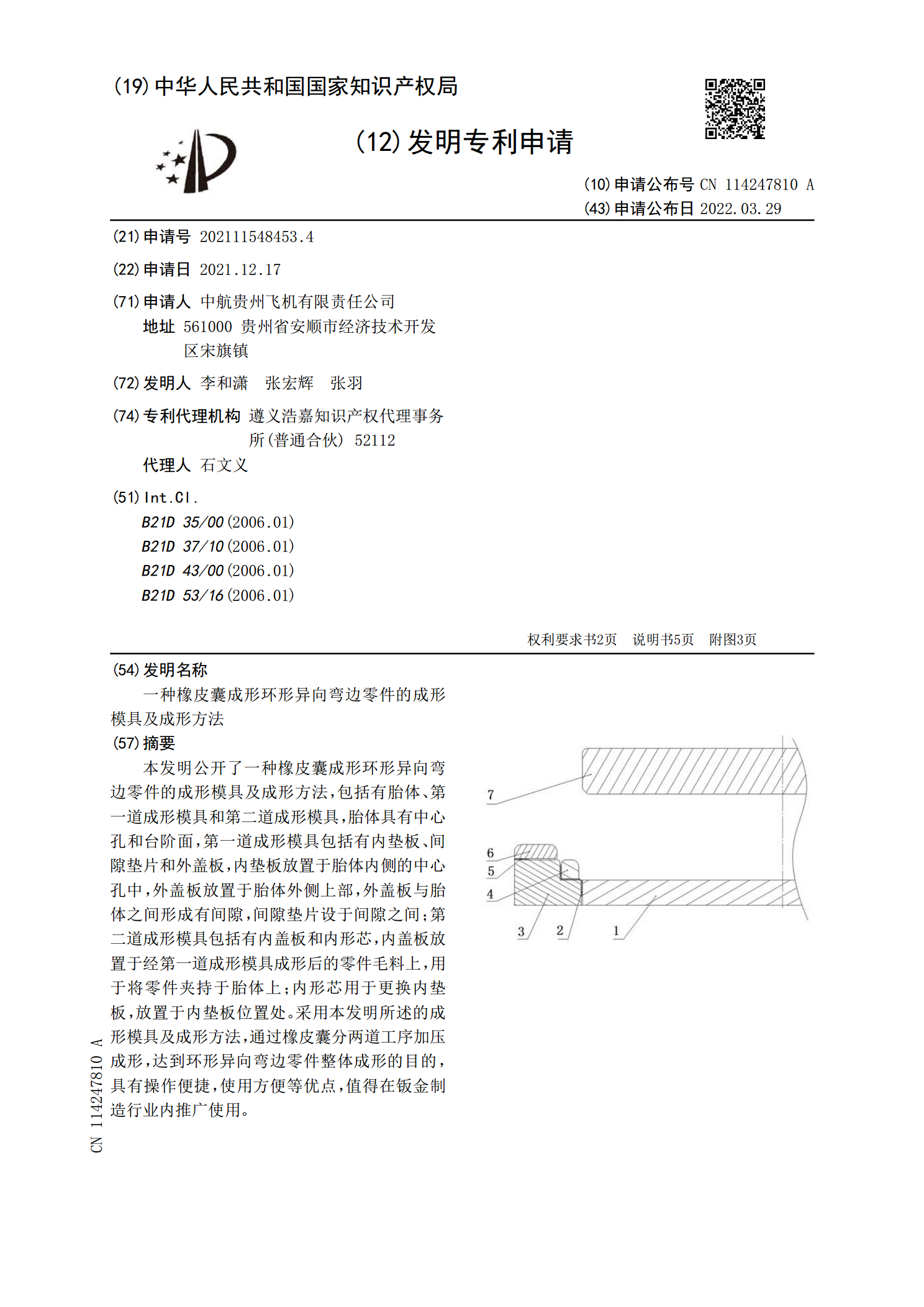
本发明公开了一种橡皮囊成形环形异向弯边零件的成形模具及成形方法,包括有胎体、第一道成形模具和第二道成形模具,胎体具有中心孔和台阶面,第一道成形模具包括有内垫板、间隙垫片和外盖板,内垫板放置于胎体内侧的中心孔中,外盖板放置于胎体外侧上部,外盖板与胎体之间形成有间隙,间隙垫片设于间隙之间;第二道成形模具包括有内盖板和内形芯,内盖板放置于经第一道成形模具成形后的零件毛料上,用于将零件夹持于胎体上;内形芯用于更换内垫板,放置于内垫板位置处。采用本发明所述的成形模具及成形方法,通过橡皮囊分两道工序加压成形,达到环形
一种大曲率高翻边钣金零件的橡皮成形方法及成形模具.pdf
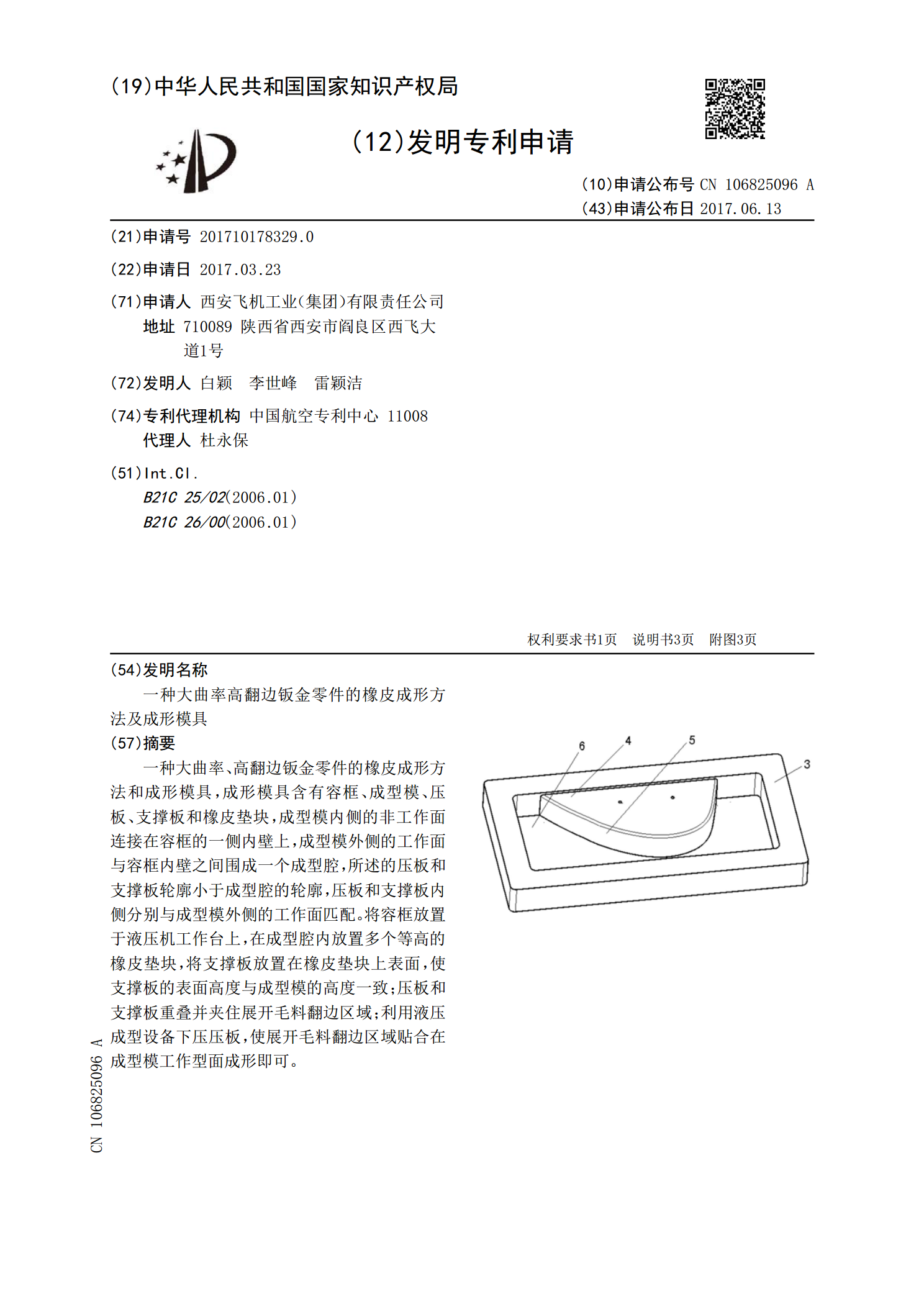
一种大曲率、高翻边钣金零件的橡皮成形方法和成形模具,成形模具含有容框、成型模、压板、支撑板和橡皮垫块,成型模内侧的非工作面连接在容框的一侧内壁上,成型模外侧的工作面与容框内壁之间围成一个成型腔,所述的压板和支撑板轮廓小于成型腔的轮廓,压板和支撑板内侧分别与成型模外侧的工作面匹配。将容框放置于液压机工作台上,在成型腔内放置多个等高的橡皮垫块,将支撑板放置在橡皮垫块上表面,使支撑板的表面高度与成型模的高度一致;压板和支撑板重叠并夹住展开毛料翻边区域;利用液压成型设备下压压板,使展开毛料翻边区域贴合在成型模工作

橡皮囊辅助成形模具.pdf
本发明涉及一种橡皮囊辅助成形模具,该模具包括底板和设置在底板上的模胎;所述底板上位于模胎的两侧安装有固定增压块,所述固定增压块与模胎之间设有与可沿固定增压块滑动的下陷增压块,所述下陷增压块靠近模胎一侧的形状与需成形的胚件外形对应;当所述胚件成形时,所述下陷增压块受压沿固定增压块的内侧下落,并挤压胚件移向模胎外轮廓面。该模具可以减少钣金胚件在橡皮囊成形后的材料回弹,可以大幅减少钣金件在橡皮囊成形后的手工校形工作量。

一种零件的橡皮囊液压成形方法.pdf
本发明提供一种零件的橡皮囊液压成形方法,属于橡皮囊液压成形技术领域,该方法先设计适用于变形量大的不规则复杂双曲面零件橡皮囊成形的初步工艺模型;再设计适用于零件橡皮囊成形带回弹的最终工艺模型;再按带回弹的最终工艺模型确定展开毛料;之后橡皮囊液压成形,成形出工艺模型结构工件;若零件原材料是铝合金,对工艺模型结构工件淬火热处理后使用切割模校形;最后将工艺模型结构工件固定在切割模上,去除工艺余量,切割成形零件。通过本方法能够提高零件外形准确度及零件表面质量,提高零件一致性,降低废品率。

基于CATIA的弯边零件橡皮囊液压成形下陷区回弹补偿及验证.docx
基于CATIA的弯边零件橡皮囊液压成形下陷区回弹补偿及验证Introduction:Inmanufacturingprocesses,bendingoperationsarefrequentlyusedtoformawiderangeofmetallicandnon-metalliccomponents.Thebendingprocessisacomplexmanufacturingoperationthatinvolvesplasticdeformation,wherethematerialisbent