
内高压成形管件的预钻孔装置.pdf

灵波****ng

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
内高压成形管件的预钻孔装置.pdf
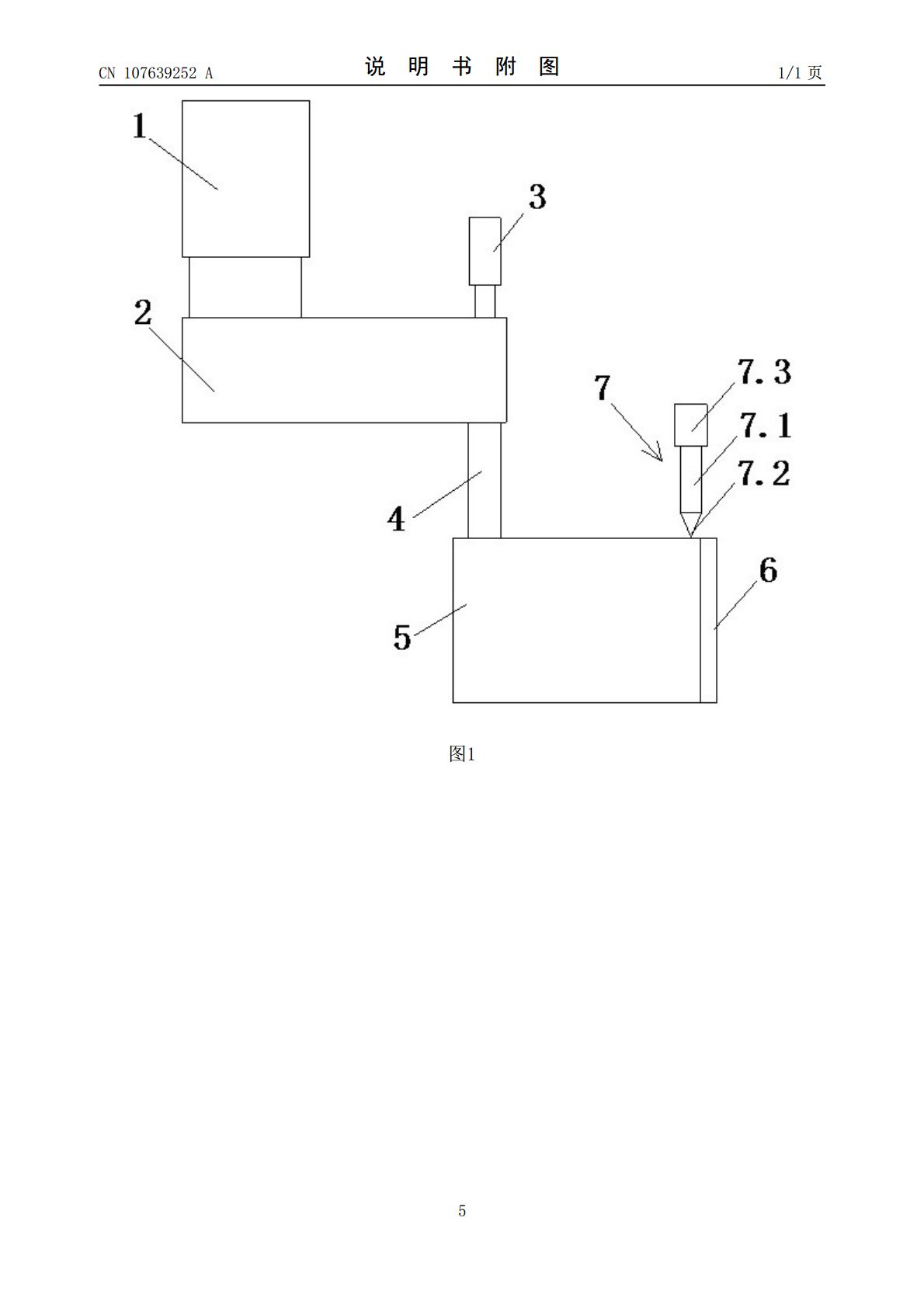
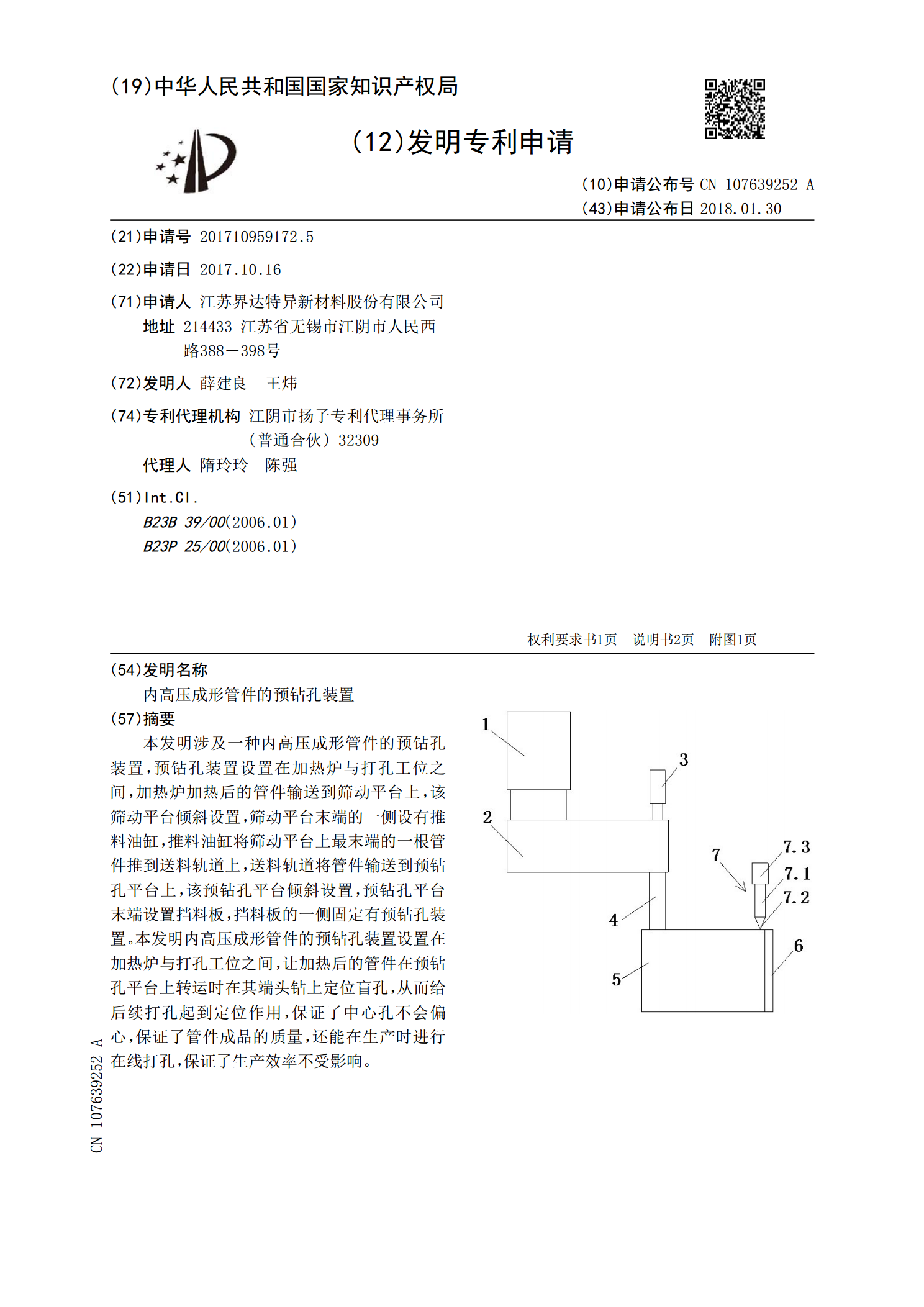
本发明涉及一种内高压成形管件的预钻孔装置,预钻孔装置设置在加热炉与打孔工位之间,加热炉加热后的管件输送到筛动平台上,该筛动平台倾斜设置,筛动平台末端的一侧设有推料油缸,推料油缸将筛动平台上最末端的一根管件推到送料轨道上,送料轨道将管件输送到预钻孔平台上,该预钻孔平台倾斜设置,预钻孔平台末端设置挡料板,挡料板的一侧固定有预钻孔装置。本发明内高压成形管件的预钻孔装置设置在加热炉与打孔工位之间,让加热后的管件在预钻孔平台上转运时在其端头钻上定位盲孔,从而给后续打孔起到定位作用,保证了中心孔不会偏心,保证了管件成
内高压成形管件的加热打孔设备.pdf
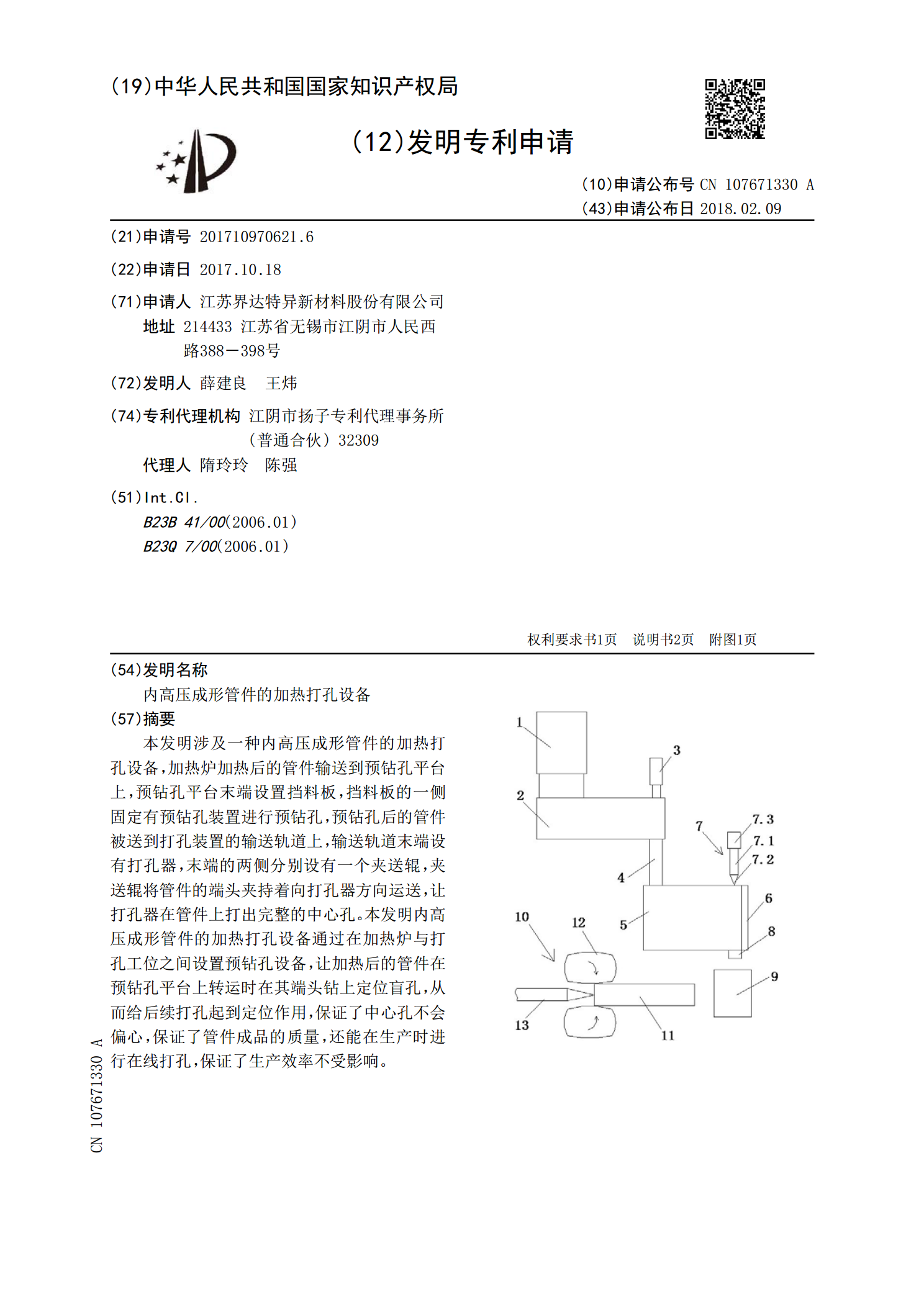
本发明涉及一种内高压成形管件的加热打孔设备,加热炉加热后的管件输送到预钻孔平台上,预钻孔平台末端设置挡料板,挡料板的一侧固定有预钻孔装置进行预钻孔,预钻孔后的管件被送到打孔装置的输送轨道上,输送轨道末端设有打孔器,末端的两侧分别设有一个夹送辊,夹送辊将管件的端头夹持着向打孔器方向运送,让打孔器在管件上打出完整的中心孔。本发明内高压成形管件的加热打孔设备通过在加热炉与打孔工位之间设置预钻孔设备,让加热后的管件在预钻孔平台上转运时在其端头钻上定位盲孔,从而给后续打孔起到定位作用,保证了中心孔不会偏心,保证了管

一种内高压橡皮囊管件推弯成形装置及其成形方法.pdf
本发明提出一种内高压橡皮囊管件推弯成形装置及其成形方法。该装置主要包括模架、上、下模,上、下齿轮,摇臂,齿条,弯曲推块,橡皮囊,推杆等,要进行推弯成形的空心薄壁管件套在橡皮囊上,利用齿轮机构将小半径推弯的圆周运动转化为齿条的直线运动,并通过齿轮力的传递给齿条,继而通过液压机的推头控制齿条力的平衡,完成薄壁小半径导管弯曲制成小半径弯头。所述方法利用上述装置,利用橡皮囊代替金属芯棒或填料,利用液压油使橡皮囊紧贴模具内壁,通过液压系统施压完成弯管推弯的制作。本发明能在减少或不增加焊缝的基础上增加弯段圆度,相对弯
一种管体件的内螺旋槽定位钻孔装置.pdf
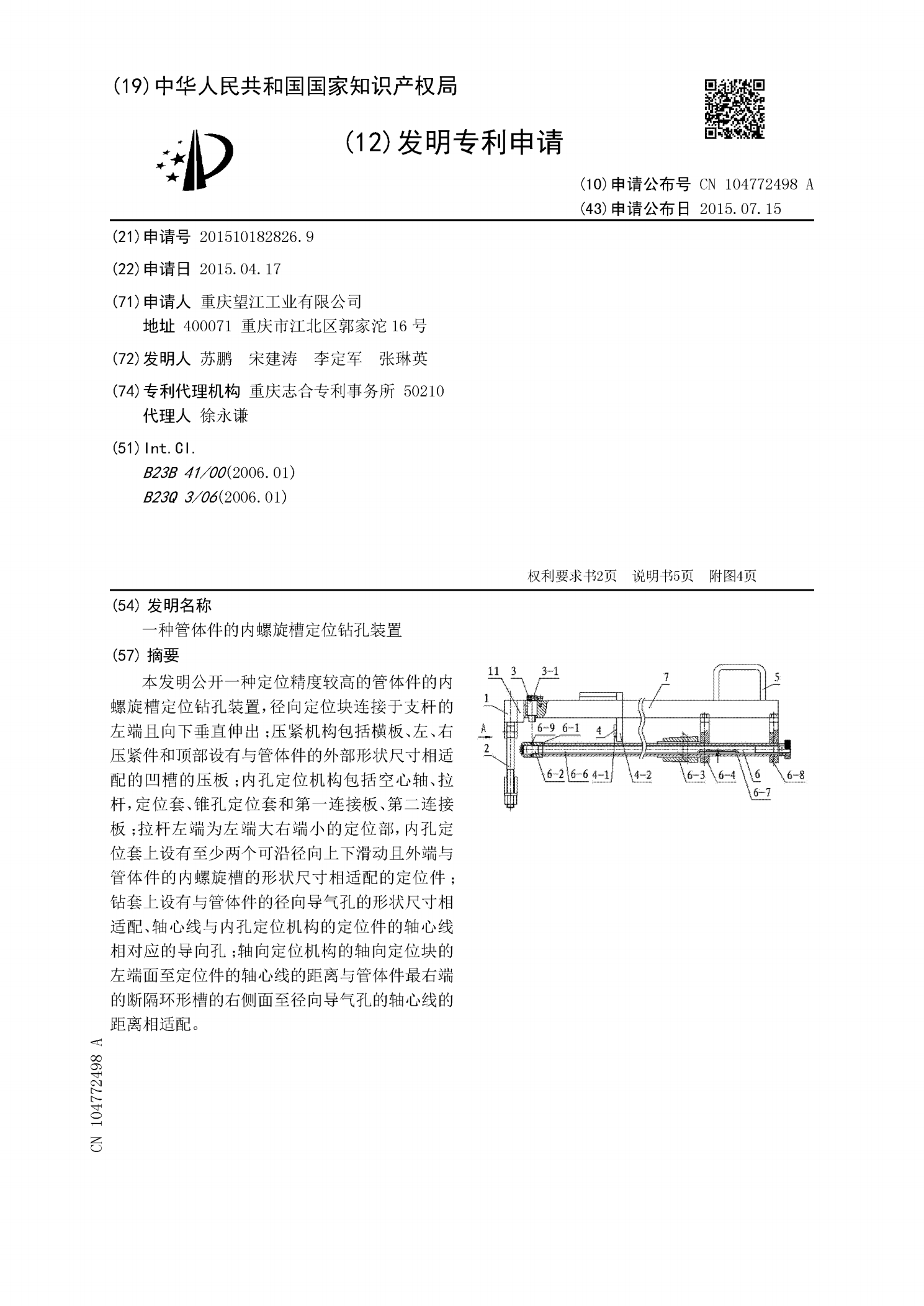
本发明公开一种定位精度较高的管体件的内螺旋槽定位钻孔装置,径向定位块连接于支杆的左端且向下垂直伸出;压紧机构包括横板、左、右压紧件和顶部设有与管体件的外部形状尺寸相适配的凹槽的压板;内孔定位机构包括空心轴、拉杆,定位套、锥孔定位套和第一连接板、第二连接板;拉杆左端为左端大右端小的定位部,内孔定位套上设有至少两个可沿径向上下滑动且外端与管体件的内螺旋槽的形状尺寸相适配的定位件;钻套上设有与管体件的径向导气孔的形状尺寸相适配、轴心线与内孔定位机构的定位件的轴心线相对应的导向孔;轴向定位机构的轴向定位块的左端面
用于内高压成形件的液压冲孔-翻边模具.pdf
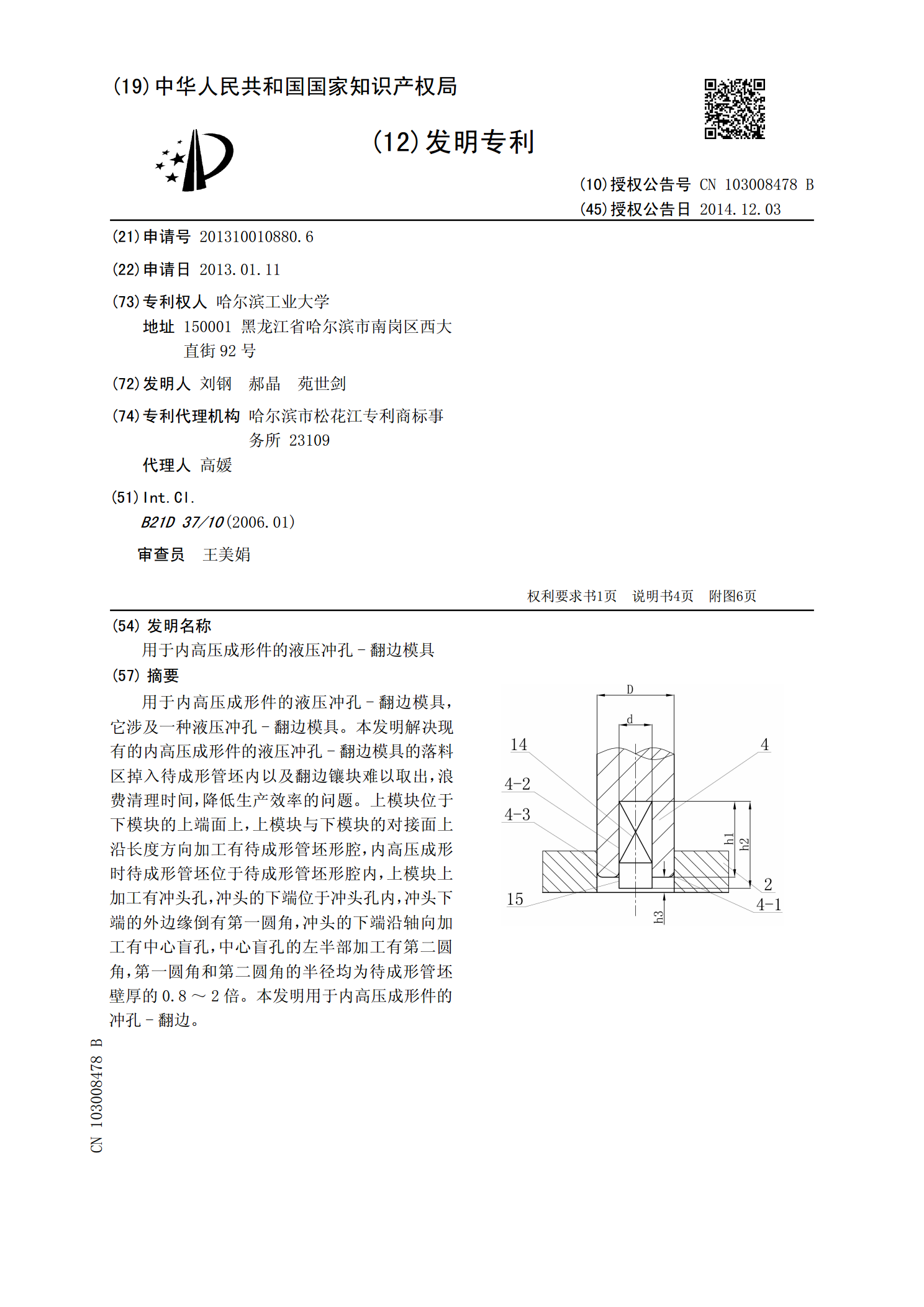
用于内高压成形件的液压冲孔-翻边模具,它涉及一种液压冲孔-翻边模具。本发明解决现有的内高压成形件的液压冲孔-翻边模具的落料区掉入待成形管坯内以及翻边镶块难以取出,浪费清理时间,降低生产效率的问题。上模块位于下模块的上端面上,上模块与下模块的对接面上沿长度方向加工有待成形管坯形腔,内高压成形时待成形管坯位于待成形管坯形腔内,上模块上加工有冲头孔,冲头的下端位于冲头孔内,冲头下端的外边缘倒有第一圆角,冲头的下端沿轴向加工有中心盲孔,中心盲孔的左半部加工有第二圆角,第一圆角和第二圆角的半径均为待成形管坯壁厚的0