
轴向铆装力及位移的轴铆轮毂轴承单元监控系统及方法.pdf

努力****冰心


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轴向铆装力及位移的轴铆轮毂轴承单元监控系统及方法.pdf
本发明公开了轴向铆装力及位移的轴铆轮毂轴承单元监控系统及方法,包括压力传感器、变送器一、位移传感器、变送器二、A/D转换模块、工控机、数据处理模块;所述压力传感器、变送器一依次连接;所述位移传感器、变送器二依次连接;所述变送器一、变送器二分别与A/D转换模块连接,所述A/D转换模块、工控机、数据处理模块依次连接。本系统能够记录每次铆装过程所测的铆装力-位移数据,能够依据实测的铆装力-位移曲线自动的评判轴铆过程是否合格,可以自动给出产生不合格品的可能原因,可自动统计分析或调出数据。本系统技术手段简便易行,具
轮毂轴承铆合装配轴向铆装力的测试系统及测试方法.pdf
本发明涉及轮毂轴承铆合装配轴向铆装力的测试系统及测试方法,有压力传感器、变送器、盒式采集仪和微型计算机系统,压力传感器将轴向铆装力信号转变成电压信号,经变送器校正及放大,并把校正、放大后的模拟量传送至盒式采集仪,经过AD转换后传送到微型计算机系统,最后由微型计算机系统进行数据存储及处理。对轮毂轴承单元铆合装配过程中的轴向铆装力进行实时测量并具有反馈控制能力,从而使操作者在铆装时能精确地测知铆装轴向力,预设轴向铆装力的目标值,在装配过程中铆装力达到目标值后自动终止铆接,从而准确控制装配后的轴承单
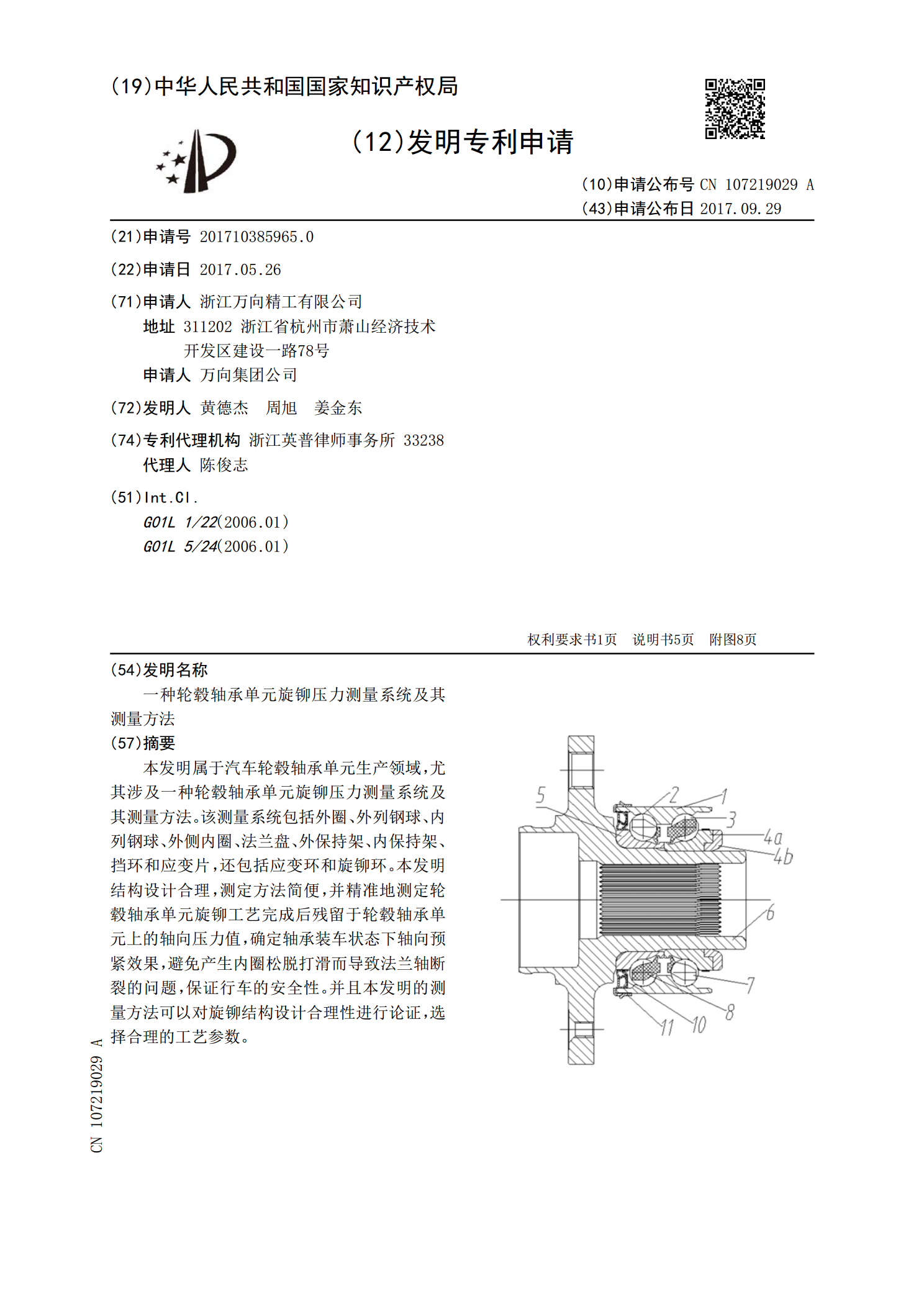
一种轮毂轴承单元旋铆压力测量系统及其测量方法.pdf
本发明属于汽车轮毂轴承单元生产领域,尤其涉及一种轮毂轴承单元旋铆压力测量系统及其测量方法。该测量系统包括外圈、外列钢球、内列钢球、外侧内圈、法兰盘、外保持架、内保持架、挡环和应变片,还包括应变环和旋铆环。本发明结构设计合理,测定方法简便,并精准地测定轮毂轴承单元旋铆工艺完成后残留于轮毂轴承单元上的轴向压力值,确定轴承装车状态下轴向预紧效果,避免产生内圈松脱打滑而导致法兰轴断裂的问题,保证行车的安全性。并且本发明的测量方法可以对旋铆结构设计合理性进行论证,选择合理的工艺参数。
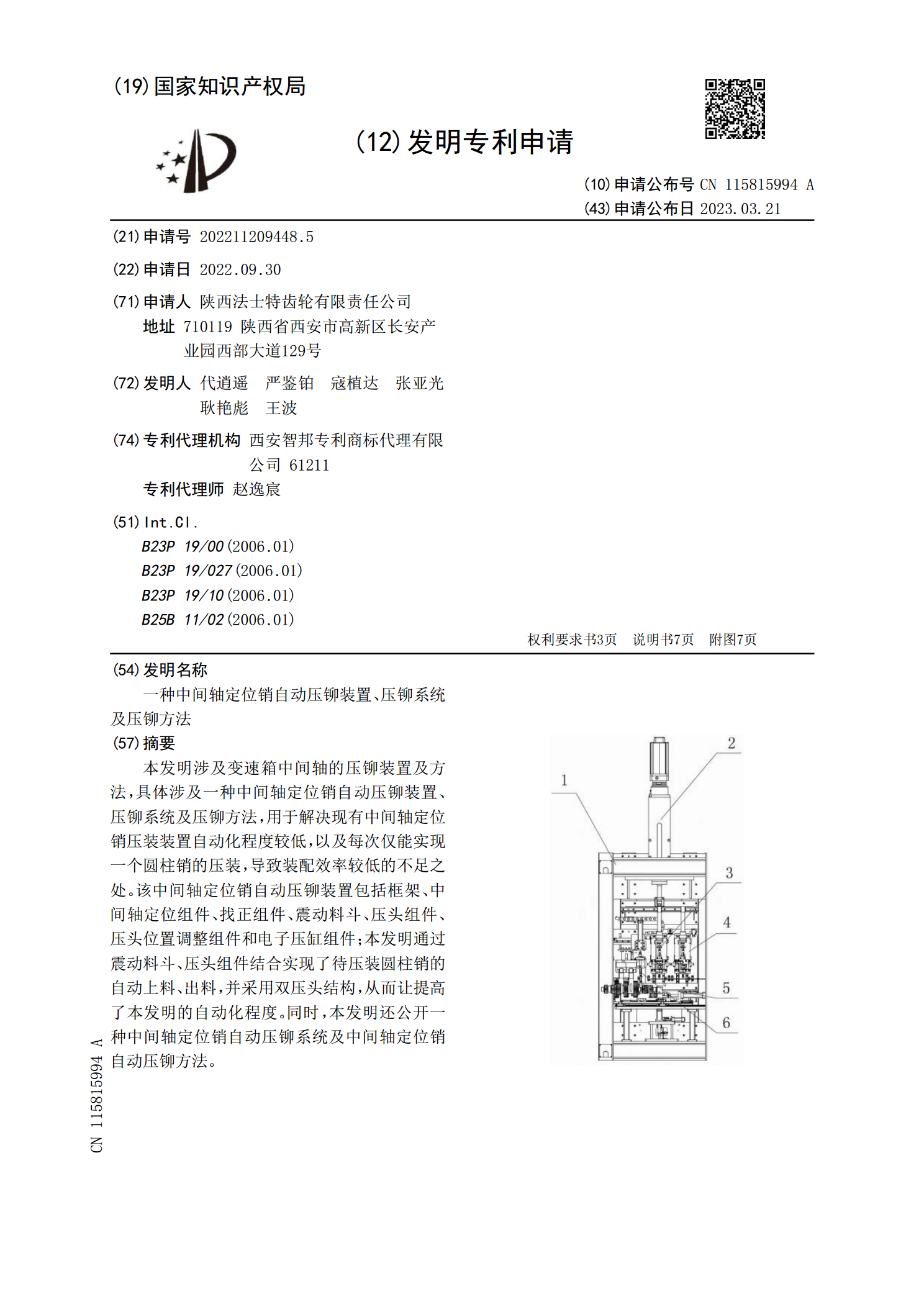
一种中间轴定位销自动压铆装置、压铆系统及压铆方法.pdf
本发明涉及变速箱中间轴的压铆装置及方法,具体涉及一种中间轴定位销自动压铆装置、压铆系统及压铆方法,用于解决现有中间轴定位销压装装置自动化程度较低,以及每次仅能实现一个圆柱销的压装,导致装配效率较低的不足之处。该中间轴定位销自动压铆装置包括框架、中间轴定位组件、找正组件、震动料斗、压头组件、压头位置调整组件和电子压缸组件;本发明通过震动料斗、压头组件结合实现了待压装圆柱销的自动上料、出料,并采用双压头结构,从而让提高了本发明的自动化程度。同时,本发明还公开一种中间轴定位销自动压铆系统及中间轴定位销自动压铆方
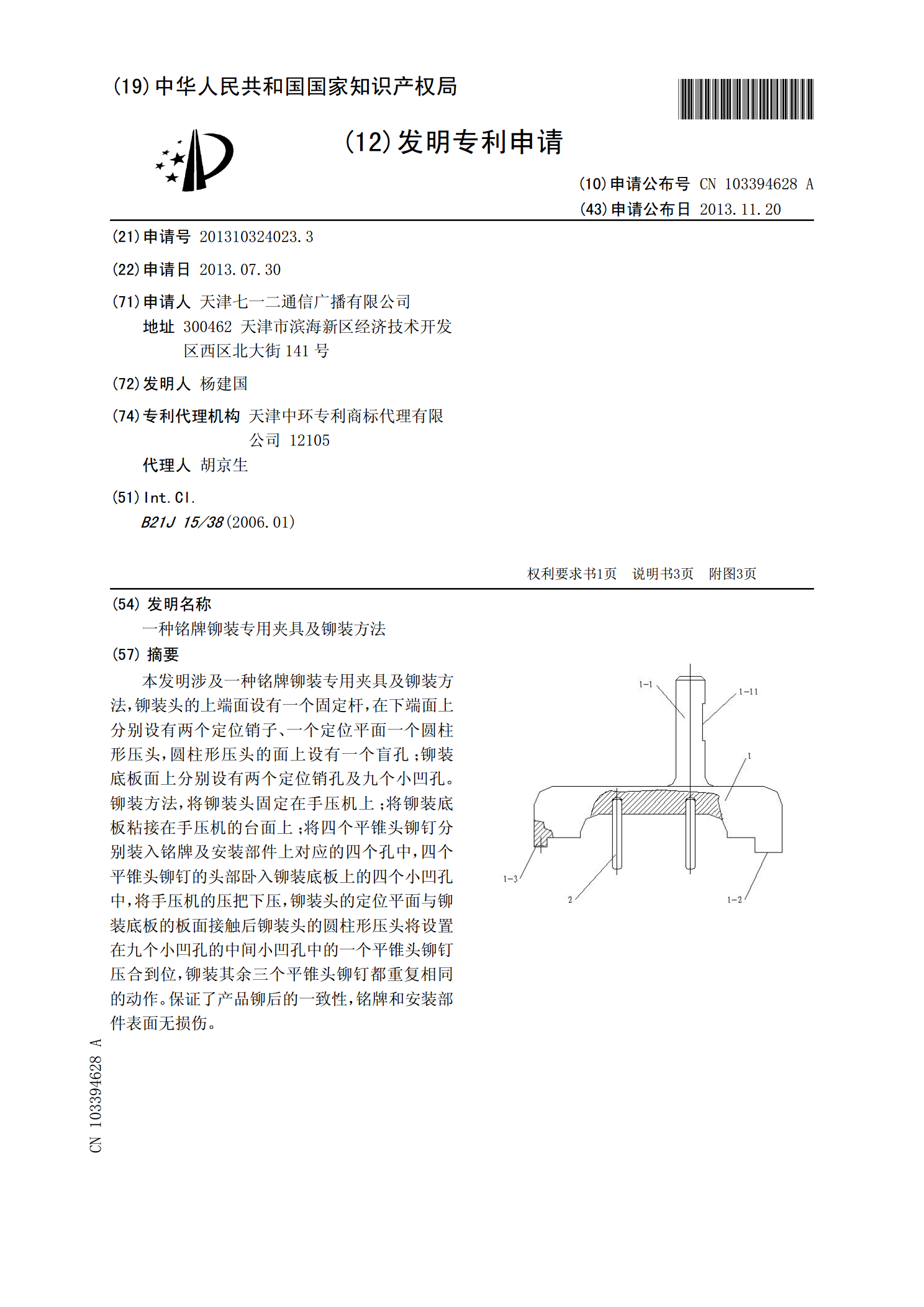
一种铭牌铆装专用夹具及铆装方法.pdf
本发明涉及一种铭牌铆装专用夹具及铆装方法,铆装头的上端面设有一个固定杆,在下端面上分别设有两个定位销子、一个定位平面一个圆柱形压头,圆柱形压头的面上设有一个盲孔;铆装底板面上分别设有两个定位销孔及九个小凹孔。铆装方法,将铆装头固定在手压机上;将铆装底板粘接在手压机的台面上;将四个平锥头铆钉分别装入铭牌及安装部件上对应的四个孔中,四个平锥头铆钉的头部卧入铆装底板上的四个小凹孔中,将手压机的压把下压,铆装头的定位平面与铆装底板的板面接触后铆装头的圆柱形压头将设置在九个小凹孔的中间小凹孔中的一个平锥头铆钉压合到