
一种铭牌铆装专用夹具及铆装方法.pdf

是湛****21


1/8

2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铭牌铆装专用夹具及铆装方法.pdf
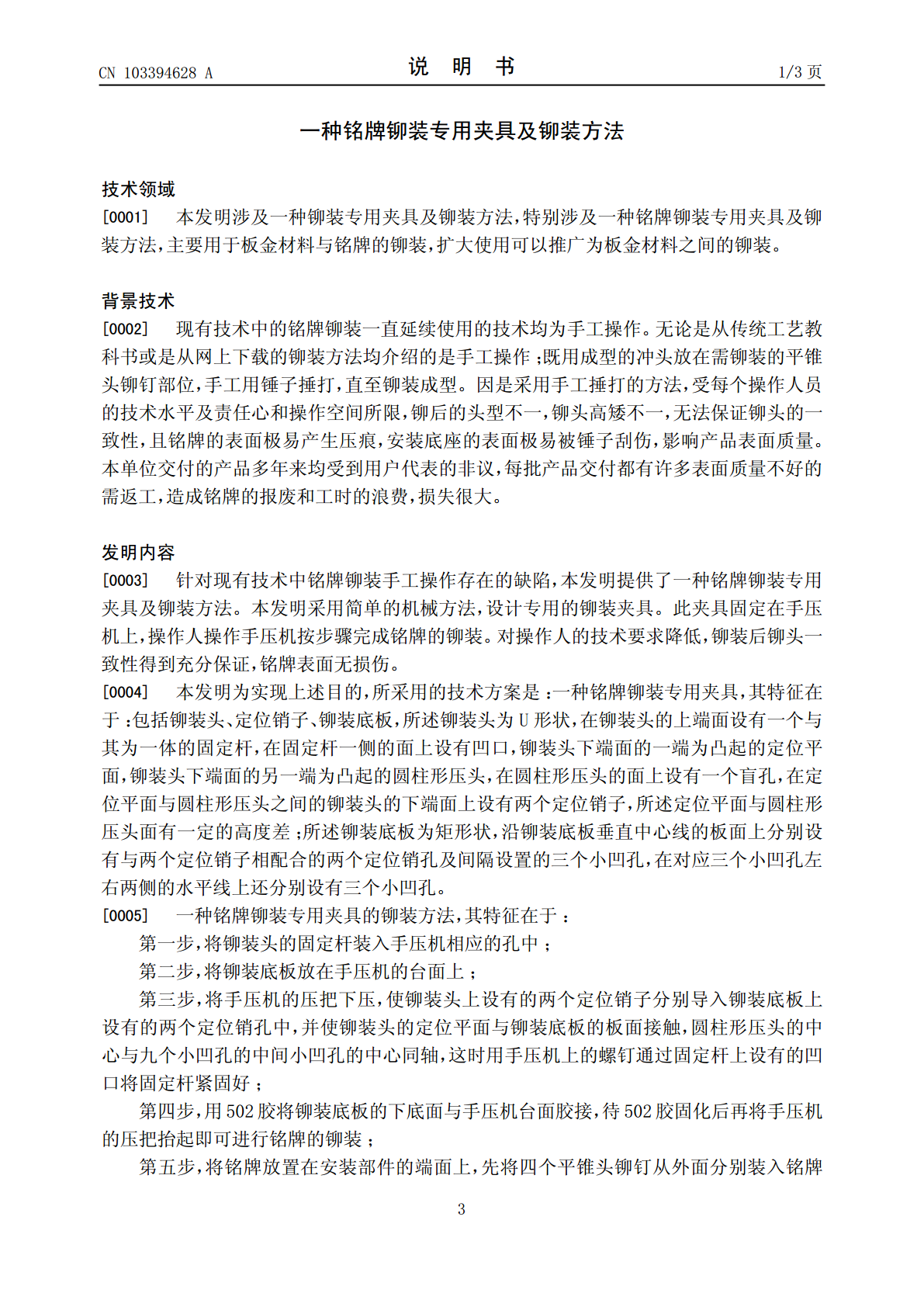
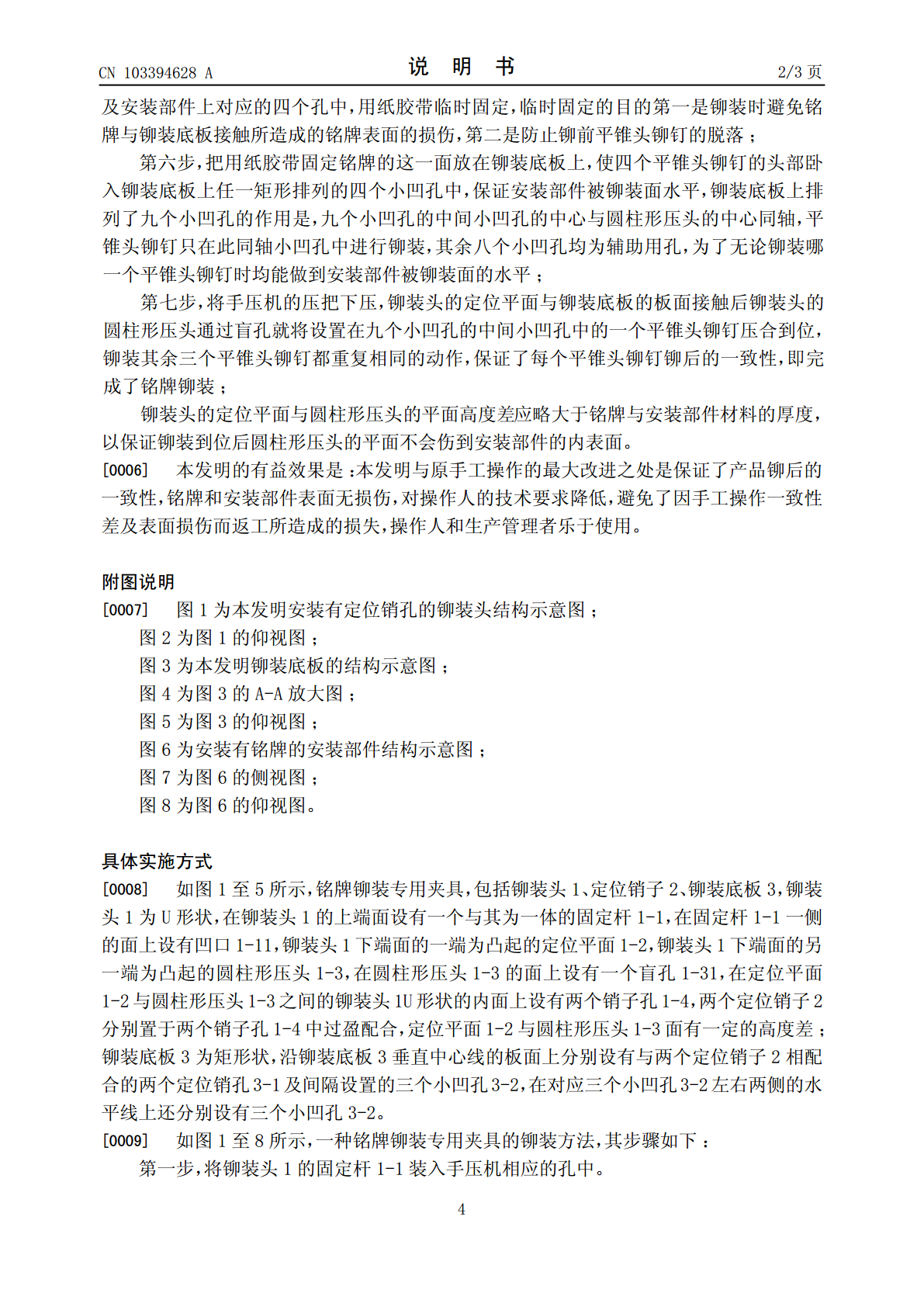
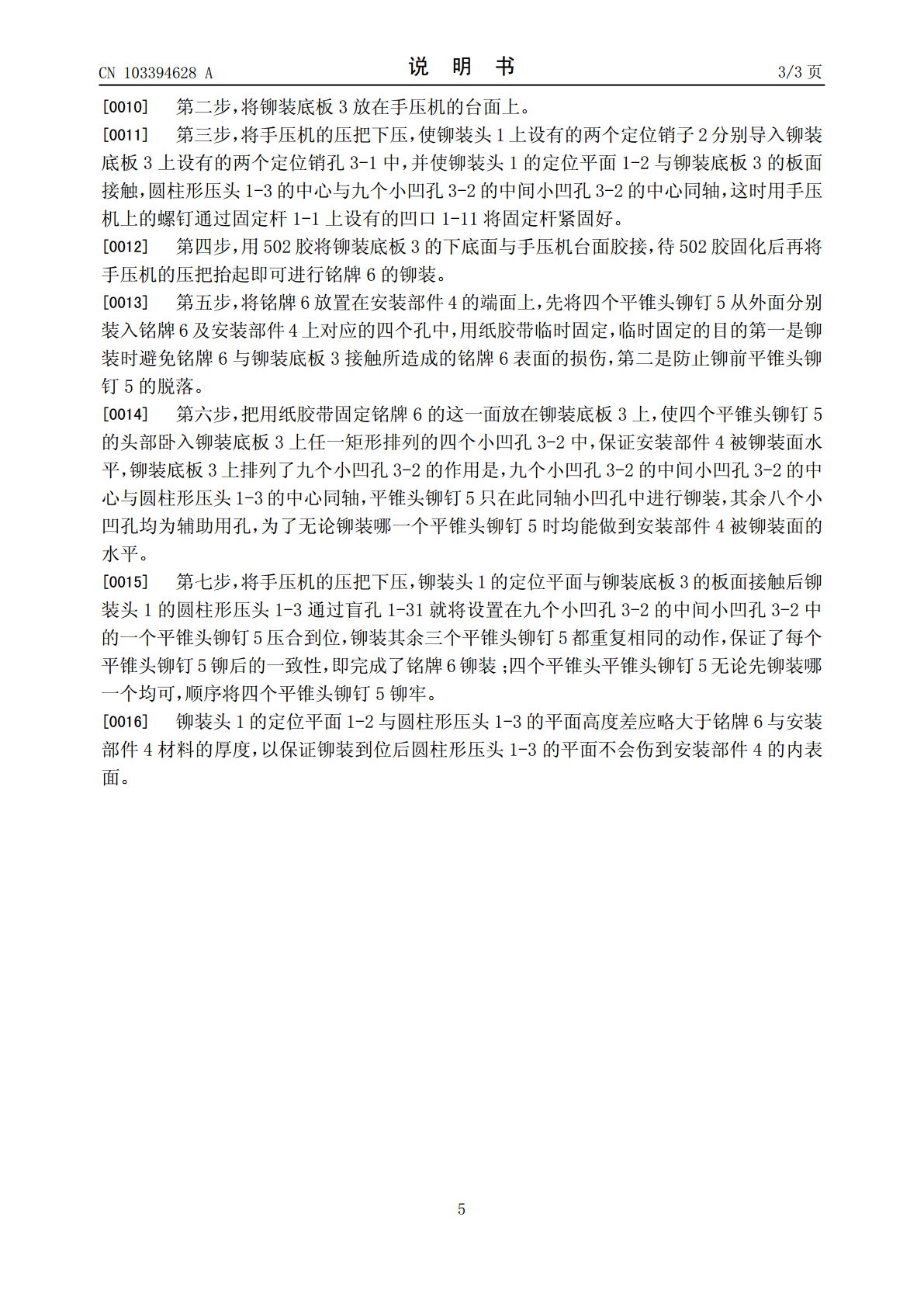
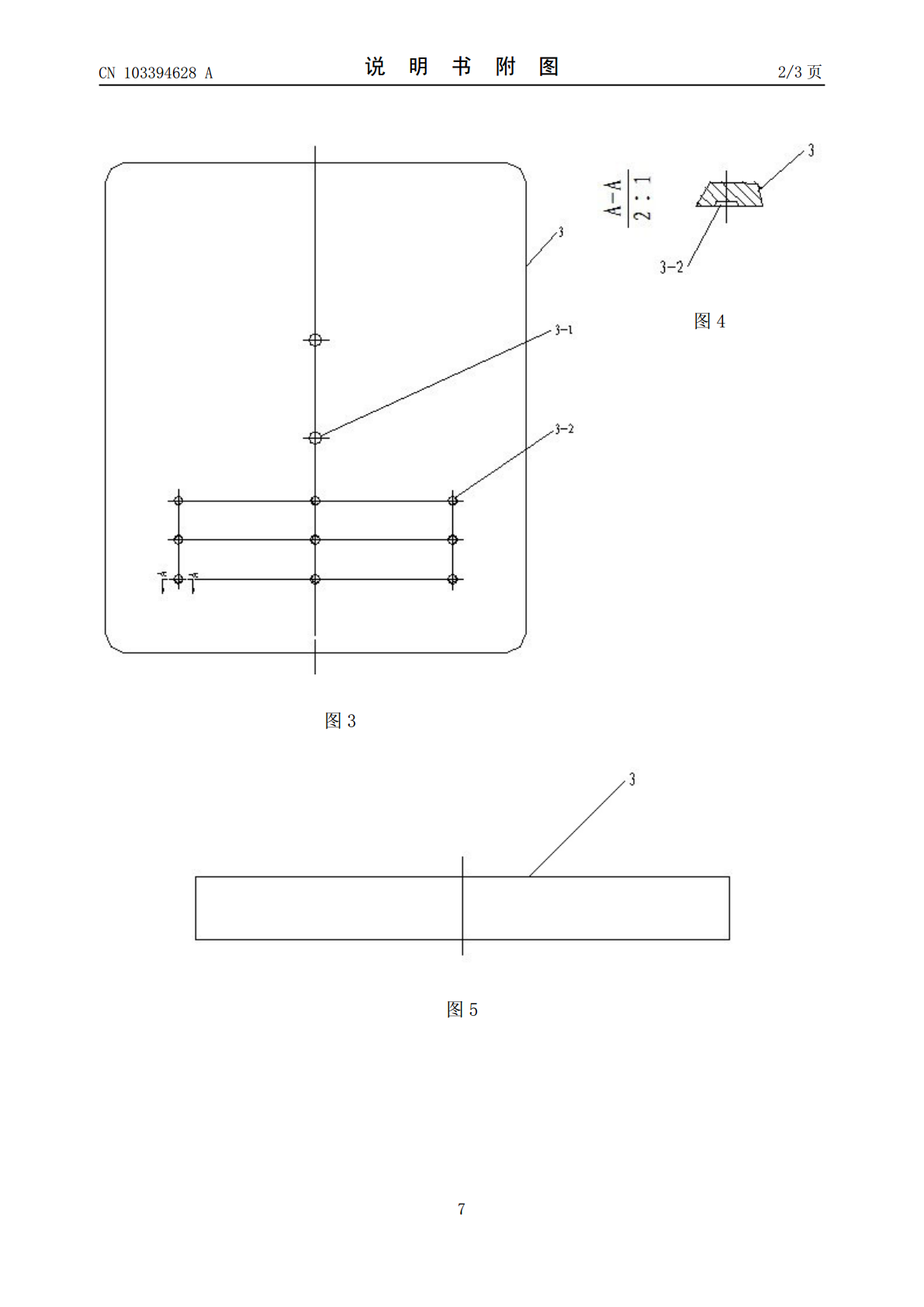
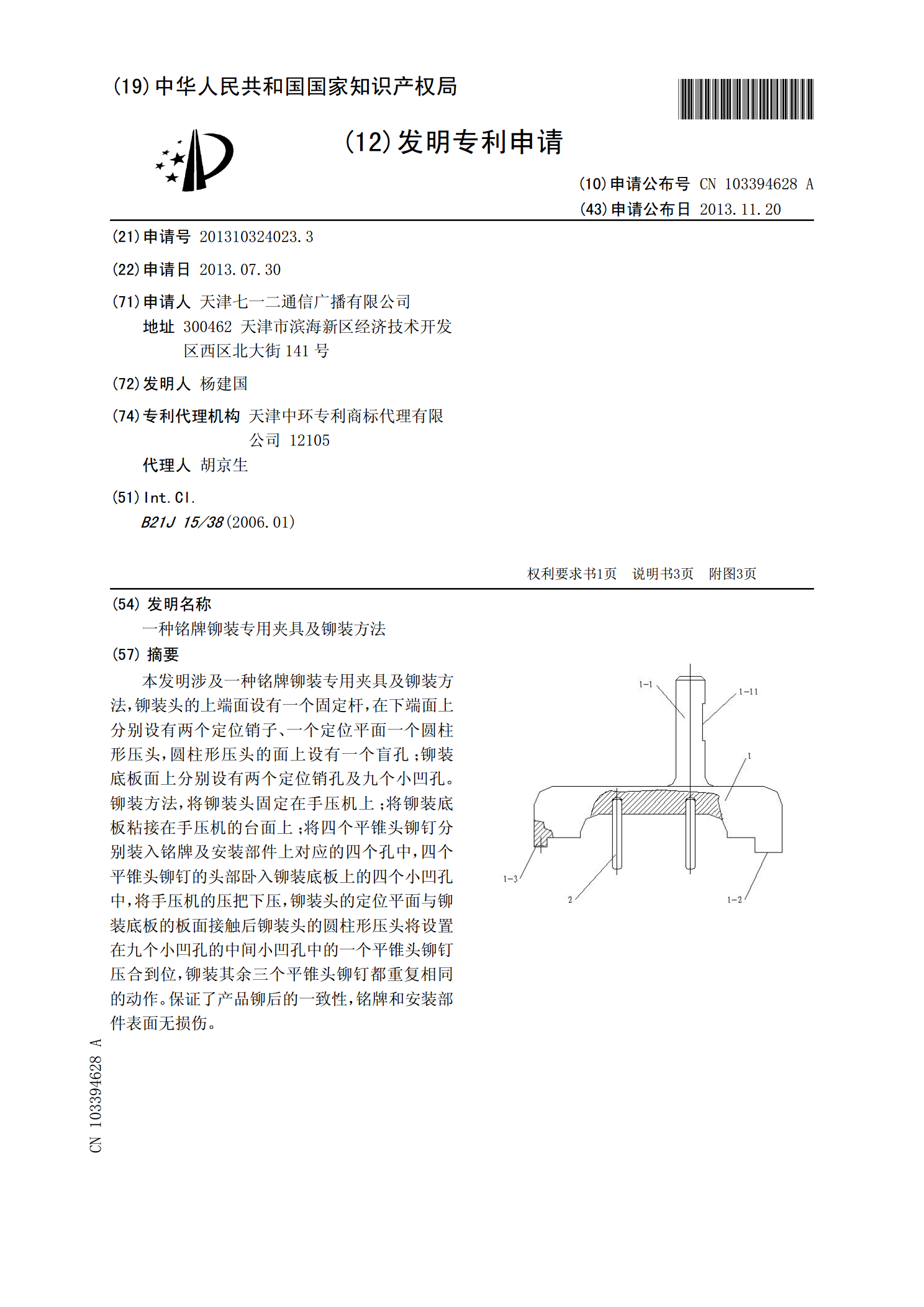
本发明涉及一种铭牌铆装专用夹具及铆装方法,铆装头的上端面设有一个固定杆,在下端面上分别设有两个定位销子、一个定位平面一个圆柱形压头,圆柱形压头的面上设有一个盲孔;铆装底板面上分别设有两个定位销孔及九个小凹孔。铆装方法,将铆装头固定在手压机上;将铆装底板粘接在手压机的台面上;将四个平锥头铆钉分别装入铭牌及安装部件上对应的四个孔中,四个平锥头铆钉的头部卧入铆装底板上的四个小凹孔中,将手压机的压把下压,铆装头的定位平面与铆装底板的板面接触后铆装头的圆柱形压头将设置在九个小凹孔的中间小凹孔中的一个平锥头铆钉压合到

自动装铆装置.pdf
一种自动装铆装置,包括一上模板、一下模板、一支撑架、一推杆、一浮料块及两夹块,该上模板设有一定位销及一插柱,该支撑架固定于该下模板且设有一支撑板,该支撑板设有一通孔,该浮料块固定于该支撑板,该浮料块设有一穿槽及一滑道,该滑道内排列有铆钉,该推杆可滑动地收容于该穿槽,该两夹块组设于该支撑板可复位地背向滑动,该两夹块分别设有一入口及一容置孔,该两容置孔正对该支撑板的通孔,每一入口设有一斜壁,每一夹块向上设有一抵接块,两抵接块分别设有一导引面。该自动装铆装置的推杆将铆钉推动至两容置孔并被该两夹块夹住,定位销卡住

铆装钳工实习报告.docx
铆装钳工实习报告铆装钳工实习报告由于选择了钳工,便不得不与锉刀打交道。从第一天的安全教育到拿起锉刀进行实战演练,看似简单,其实它是一个理论结合实践的过渡,是理论衔接于实践的一个重要阶段,同时又是一个相对很难的适应性的开始。那么怎么写一份实习报告呢?下面请参考铆装钳工实习报告!铆装钳工实习报告【1】上星期钳工实习了一周,就一个感觉——累!我们一周的任务就是把面前的20mm厚的钢板据下来一块做成一个小锤。本来以为没什么难度的,但是当我开始据的时候,我才发现原来铁板是那么的硬!汗水顺着脸掉落,湿润了铁板,但是同

铆装钳工实习报告.docx
铆装钳工实习报告铆装钳工实习报告(整理19篇),下面是小编给大家整理后的铆装钳工实习报告,欢迎大家借鉴与参考,希望对大家有所帮助。篇1:钳工实习报告一、实习目的。1、了解钳工工作在机械制造及维修中的作用。2、了解划线、锯割、锉削、钻孔、攻螺纹和套螺纹的方法及应用。3、了解刮研的方法和应用。4、了解钻床的组成、运动和用途。5、了解扩孔、铰孔和锪孔的方法。6、了解机械部件装配的基本知识。7、了解钳工生产的安全技术及简单经济分析。二、基本操作技能。1、掌握钳工基本技能。2、掌握钳工常用工具、量具的使用方法。3、
轮毂轴承铆合装配轴向铆装力的测试系统及测试方法.pdf
本发明涉及轮毂轴承铆合装配轴向铆装力的测试系统及测试方法,有压力传感器、变送器、盒式采集仪和微型计算机系统,压力传感器将轴向铆装力信号转变成电压信号,经变送器校正及放大,并把校正、放大后的模拟量传送至盒式采集仪,经过AD转换后传送到微型计算机系统,最后由微型计算机系统进行数据存储及处理。对轮毂轴承单元铆合装配过程中的轴向铆装力进行实时测量并具有反馈控制能力,从而使操作者在铆装时能精确地测知铆装轴向力,预设轴向铆装力的目标值,在装配过程中铆装力达到目标值后自动终止铆接,从而准确控制装配后的轴承单