
一种中间轴定位销自动压铆装置、压铆系统及压铆方法.pdf

萌运****魔王

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种中间轴定位销自动压铆装置、压铆系统及压铆方法.pdf
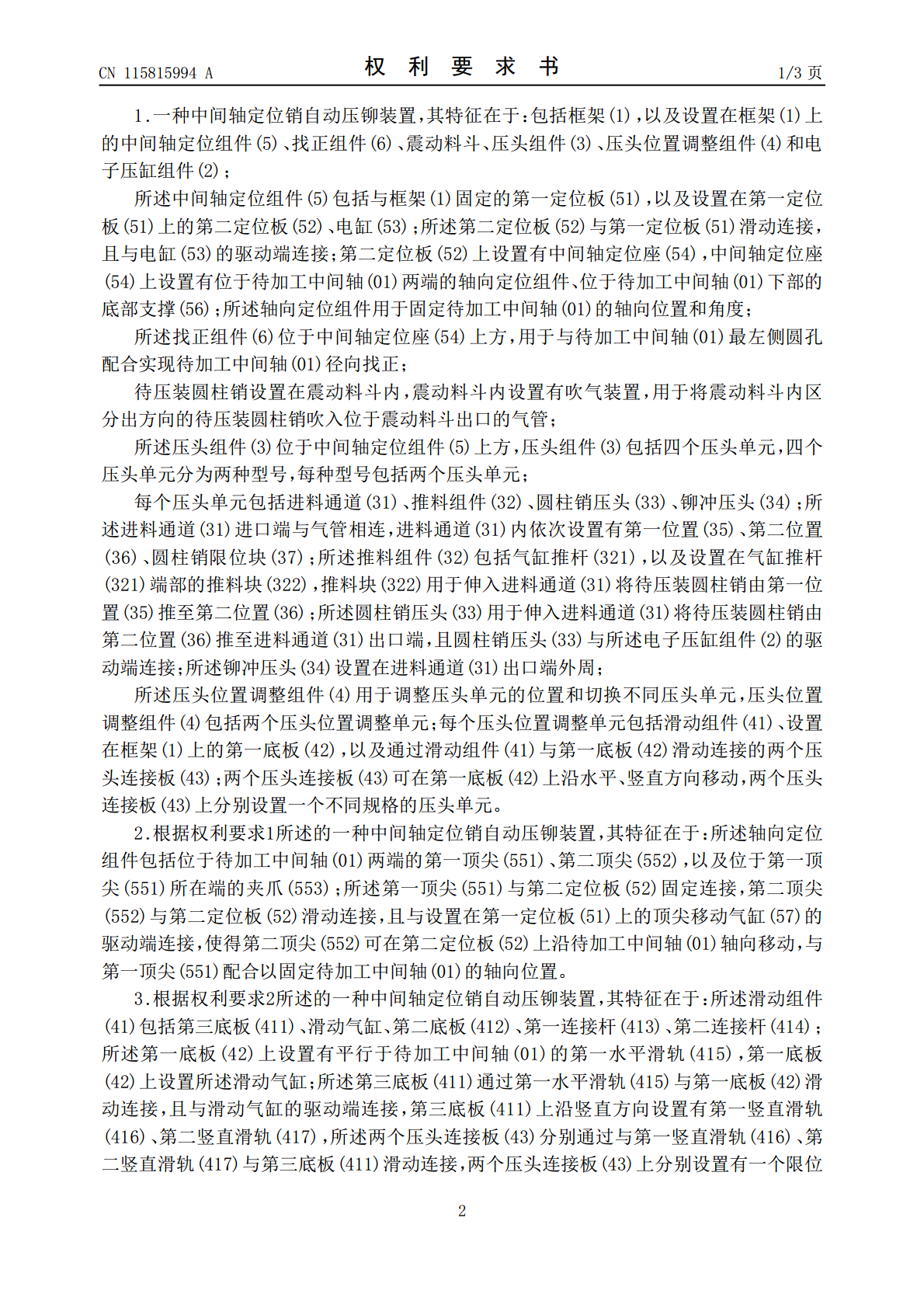
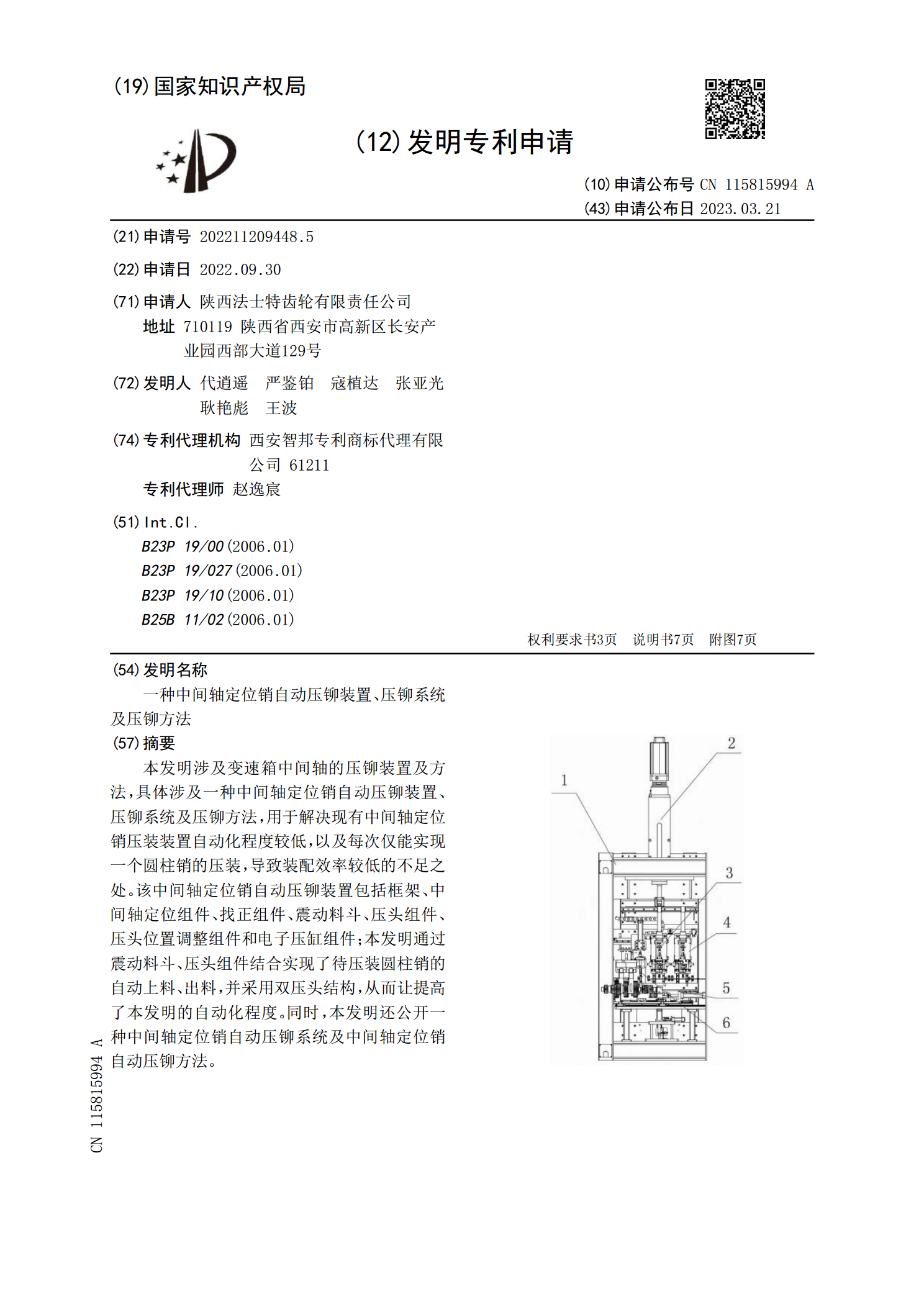
本发明涉及变速箱中间轴的压铆装置及方法,具体涉及一种中间轴定位销自动压铆装置、压铆系统及压铆方法,用于解决现有中间轴定位销压装装置自动化程度较低,以及每次仅能实现一个圆柱销的压装,导致装配效率较低的不足之处。该中间轴定位销自动压铆装置包括框架、中间轴定位组件、找正组件、震动料斗、压头组件、压头位置调整组件和电子压缸组件;本发明通过震动料斗、压头组件结合实现了待压装圆柱销的自动上料、出料,并采用双压头结构,从而让提高了本发明的自动化程度。同时,本发明还公开一种中间轴定位销自动压铆系统及中间轴定位销自动压铆方
铆压装置及铆压方法.pdf
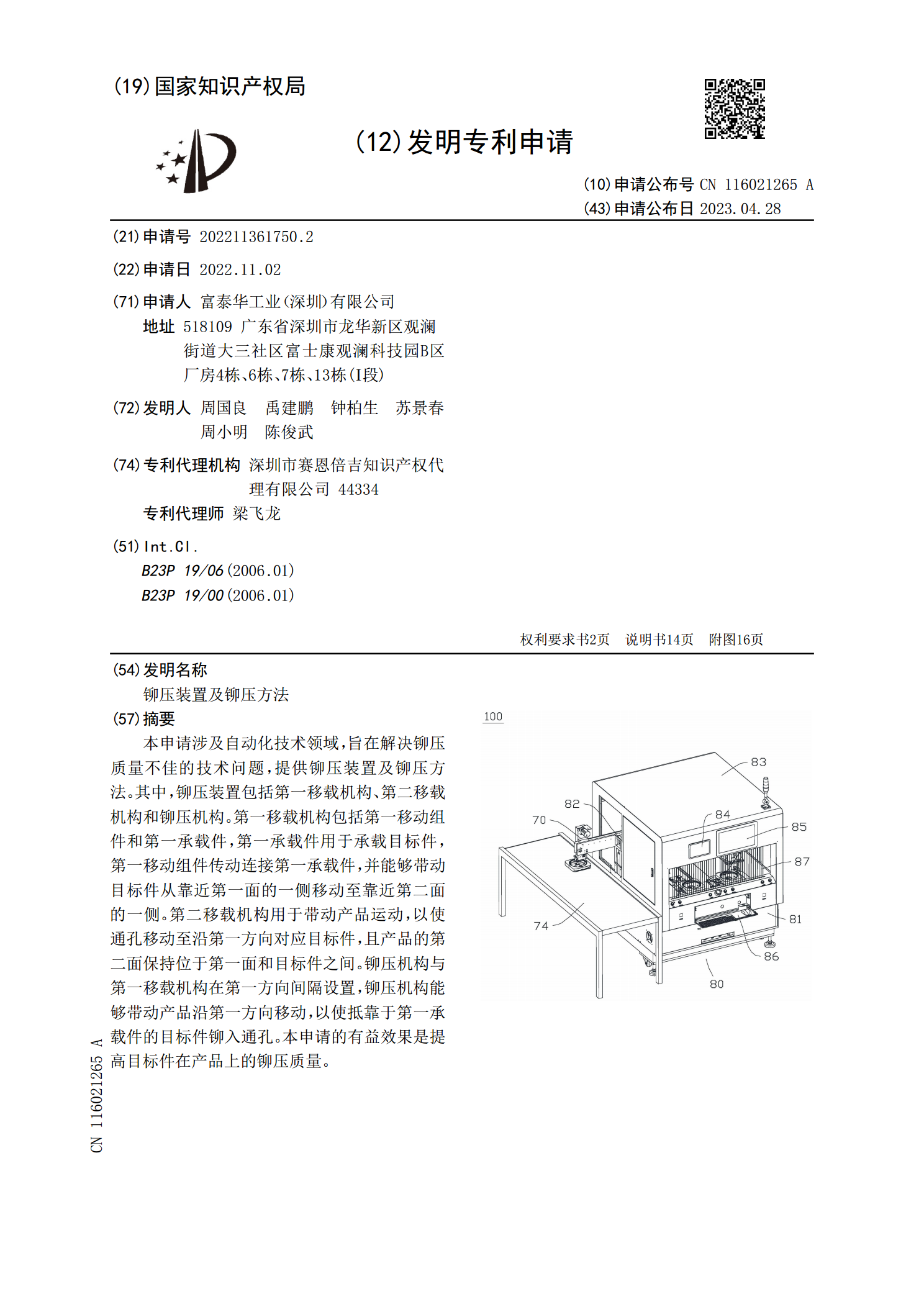
本申请涉及自动化技术领域,旨在解决铆压质量不佳的技术问题,提供铆压装置及铆压方法。其中,铆压装置包括第一移载机构、第二移载机构和铆压机构。第一移载机构包括第一移动组件和第一承载件,第一承载件用于承载目标件,第一移动组件传动连接第一承载件,并能够带动目标件从靠近第一面的一侧移动至靠近第二面的一侧。第二移载机构用于带动产品运动,以使通孔移动至沿第一方向对应目标件,且产品的第二面保持位于第一面和目标件之间。铆压机构与第一移载机构在第一方向间隔设置,铆压机构能够带动产品沿第一方向移动,以使抵靠于第一承载件的目标件

滚子链条销轴四角滚动压铆的铆头装置.pdf
本发明是一种滚子链条销轴四角滚动压铆的铆头装置。它包括上面装有平台面板和支柱架的箱体。箱体内装有驱动铆头装置转动的驱动机构。平台面板中间有链条滚动槽。链条滚动槽下面装有含有下滚动轮的下模。链条滚动槽上面有由支柱架支撑的与上滚动轮相连接的上模。其特点是:下滚动轮由两个紧靠在一起的滚动轮共同组成。下滚动轮的外圈中间为下滚动轮凹槽。下滚动轮外圈的两边为下滚动轮凸边。上滚动轮外圈为锯齿状结构。相邻两锯齿的锯齿齿边之间的间隔分为锯齿大间隔和锯齿小间隔,锯齿大间隔和锯齿小间隔间隔排列。本发明能快速高效地对滚子链条销轴
一种机柜构件压铆移动输送台及压铆方法.pdf
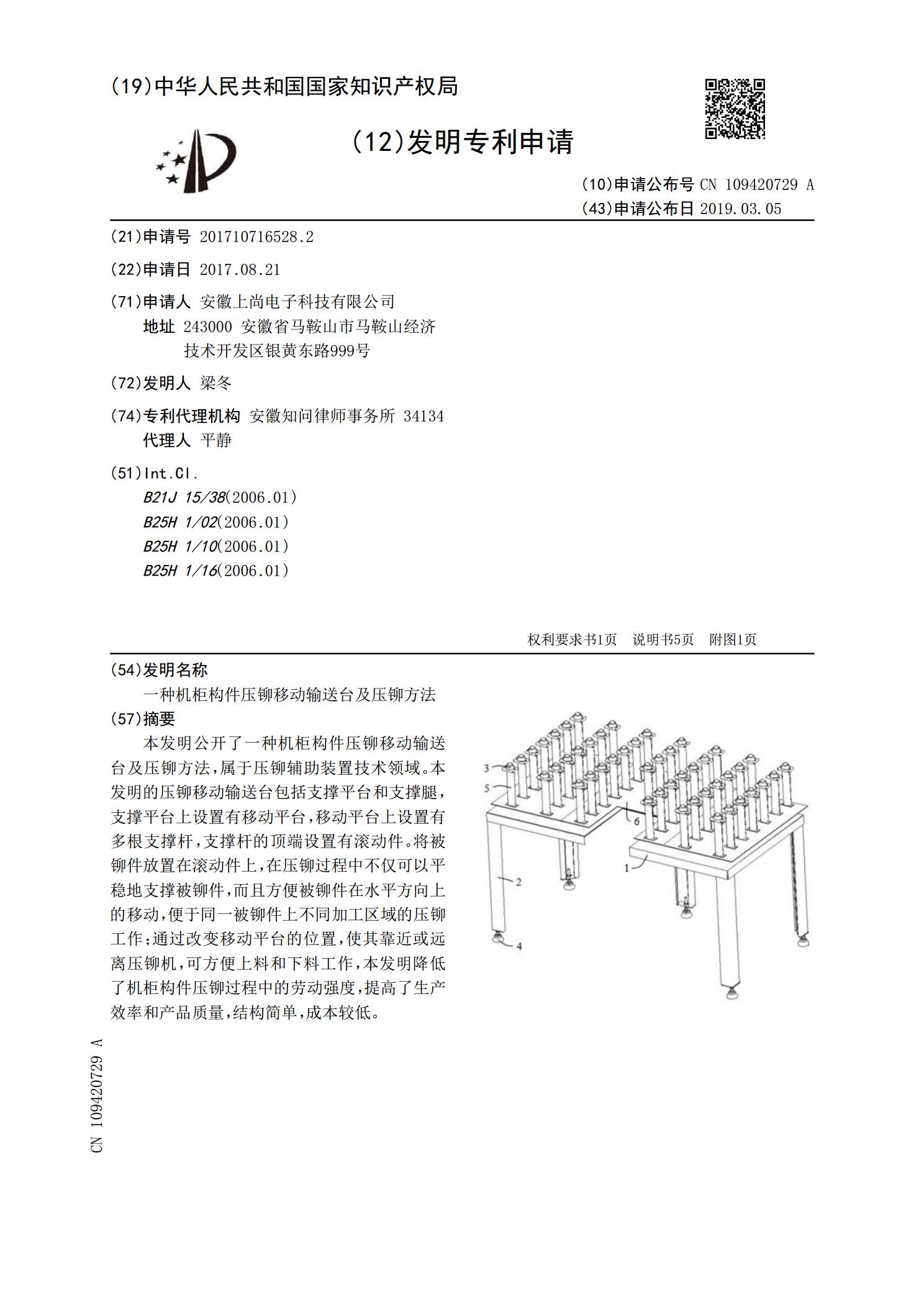
本发明公开了一种机柜构件压铆移动输送台及压铆方法,属于压铆辅助装置技术领域。本发明的压铆移动输送台包括支撑平台和支撑腿,支撑平台上设置有移动平台,移动平台上设置有多根支撑杆,支撑杆的顶端设置有滚动件。将被铆件放置在滚动件上,在压铆过程中不仅可以平稳地支撑被铆件,而且方便被铆件在水平方向上的移动,便于同一被铆件上不同加工区域的压铆工作;通过改变移动平台的位置,使其靠近或远离压铆机,可方便上料和下料工作,本发明降低了机柜构件压铆过程中的劳动强度,提高了生产效率和产品质量,结构简单,成本较低。

一种机械定位夹紧铆压装置.pdf
本发明公开了一种机械定位夹紧铆压装置,包括工作台,所述工作台的上表面两侧均设有滑动槽,所述滑动槽的内侧表面转动连接有夹紧螺纹杆,所述夹紧螺纹杆的后侧端头固定安装有从动齿轮,所述工作台的后侧表面设有防护罩,所述防护罩的内部中心处转动连接有主动齿轮,所述主动齿轮的外表面啮合于从动齿轮的外表面,所述主动齿轮的中心处固定连接有转动手轮,所述夹紧螺纹杆的外表面通过螺纹孔螺纹连接有夹紧调节块,所述夹紧调节块的外表面滑动连接于滑动槽的内侧表面,所述夹紧调节块的上表面固定连接有夹紧座,该机械定位夹紧铆压装置能够大大提高使