
磨削方法以及磨床.pdf

论文****轩吖


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

磨床以及磨削方法.pdf
本发明涉及磨床以及磨削方法,能够利用后退磨削进行更高精度的磨削加工。正在第一前进磨削之后执行后退磨削。在后退磨削时,在从圆筒状工件(W)的当前旋转相位(θt)达到目标旋转相位(θe)期间,基于各旋转相位(θ)处的圆筒状工件的磨削留量(E(θ))生成各上述旋转相位(θ)处的目标磨削阻力(Fe(θ))。然后,进行控制而使得力传感器(50)检测出的磨削阻力(Ft)与目标磨削阻力(Fe(θ))一致,执行后退磨削。

磨削方法以及磨床.pdf
本发明提供磨削方法以及磨床。使用在砂轮基体(71)的外周具备砂轮层(72)的砂轮基体型砂轮,通过超声波传感器(14)将超声波经由磨削液(20)输出到砂轮层(72),使用根据从砂轮层(72)的表面反射的反射波与从砂轮基体(71)的外周表面反射的反射波的到达时间差以及砂轮层(72)的音速来计算砂轮层(72)的厚度的超声波测量装置控制构件(34),基于根据测量出的砂轮层(72)的厚度与砂轮基体(71)的外径而算出的砂轮(7)的外径,对磨削工序以及整形修整工序进行控制。

复合磨床以及复合磨削方法.pdf
本发明提供实现进行多种工件的磨削以及多个砂轮的修正时的生产间隔时间的缩短化的复合磨床以及复合磨削方法。控制装置(30)在多个砂轮(9a、9b、9c)的至少一个对工件(W)进行磨削的情况下,且在工件W未定位于与多个砂轮(9b、9c)的其他的至少一个对应的磨削旋转位置的情况下,通过多个砂轮修正装置(7b、7c)任一个对多个砂轮(9b、9c)的其他的至少一个性状进行修正。

磨削砂轮的修整方法以及磨床.pdf
本发明提供构造简单且紧凑地、能够更高效地短时间修整砂轮的磨削砂轮的修整方法及磨床。修整装置被支承为能够向与砂轮旋转轴平行的Z轴方向弹性移动,并被支承为能向砂轮切入修整装置的X轴方向弹性移动,具有至少对向X轴方向的弹性移动的禁止与允许进行控制的移动限制装置,上述方法具有如下步骤:在X轴方向上使砂轮的加工面与修整装置接触的砂轮接触步骤;以及砂轮形状修整步骤,即当砂轮与修整装置接触时、或直到修整装置向X轴方向的弹性移动量达到第一规定量为止切入砂轮时,在将移动限制装置控制为禁止状态来禁止修整装置至少向X轴方向的弹
平面磨削方法以及平面磨床.pdf
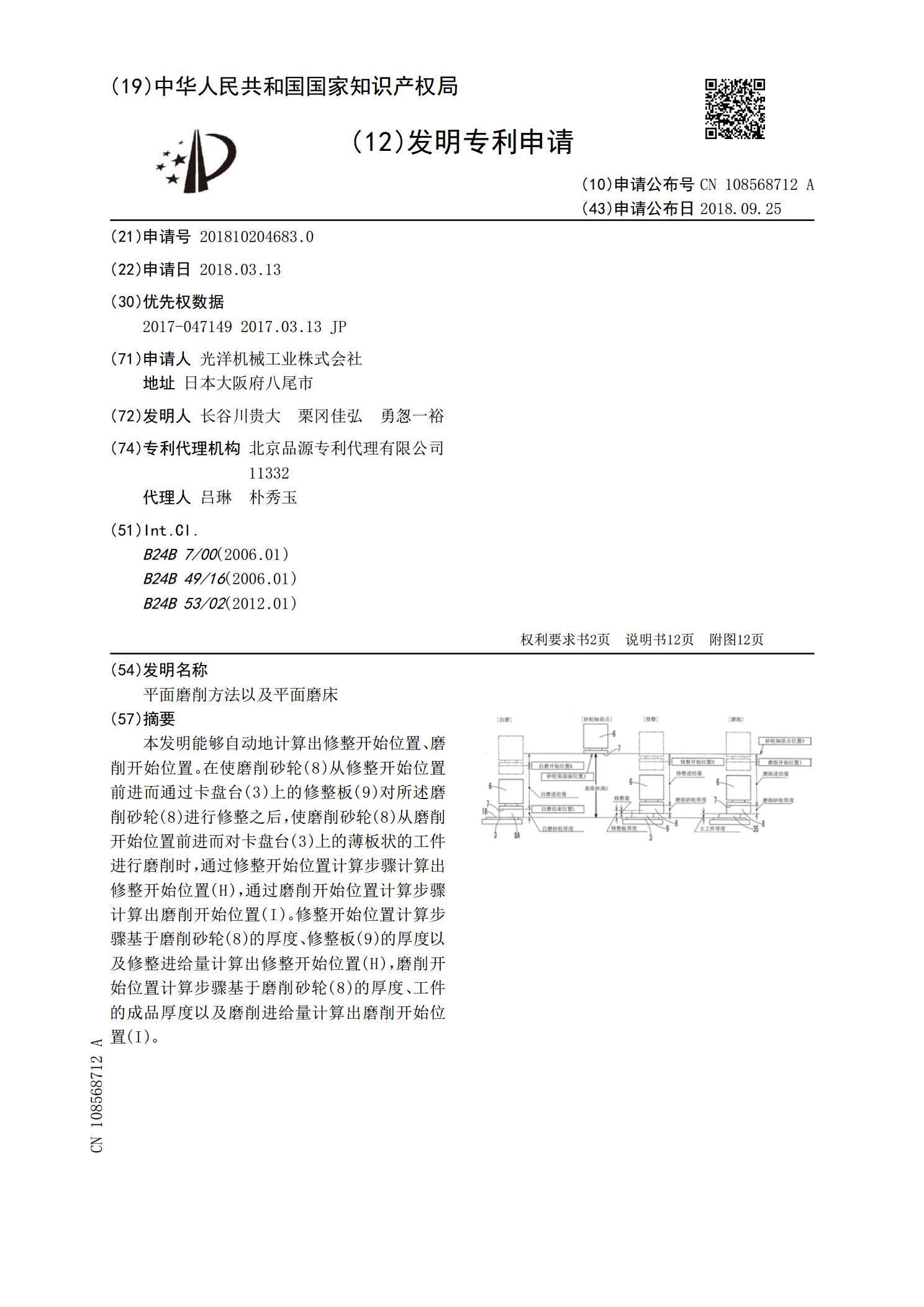
本发明能够自动地计算出修整开始位置、磨削开始位置。在使磨削砂轮(8)从修整开始位置前进而通过卡盘台(3)上的修整板(9)对所述磨削砂轮(8)进行修整之后,使磨削砂轮(8)从磨削开始位置前进而对卡盘台(3)上的薄板状的工件进行磨削时,通过修整开始位置计算步骤计算出修整开始位置(H),通过磨削开始位置计算步骤计算出磨削开始位置(I)。修整开始位置计算步骤基于磨削砂轮(8)的厚度、修整板(9)的厚度以及修整进给量计算出修整开始位置(H),磨削开始位置计算步骤基于磨削砂轮(8)的厚度、工件的成品厚度以及磨削进给量