
磨削砂轮的修整方法以及磨床.pdf

书生****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

磨削砂轮的修整方法以及磨床.pdf
本发明提供构造简单且紧凑地、能够更高效地短时间修整砂轮的磨削砂轮的修整方法及磨床。修整装置被支承为能够向与砂轮旋转轴平行的Z轴方向弹性移动,并被支承为能向砂轮切入修整装置的X轴方向弹性移动,具有至少对向X轴方向的弹性移动的禁止与允许进行控制的移动限制装置,上述方法具有如下步骤:在X轴方向上使砂轮的加工面与修整装置接触的砂轮接触步骤;以及砂轮形状修整步骤,即当砂轮与修整装置接触时、或直到修整装置向X轴方向的弹性移动量达到第一规定量为止切入砂轮时,在将移动限制装置控制为禁止状态来禁止修整装置至少向X轴方向的弹

磨削砂轮的修整方法.pdf
本发明公开一种磨削砂轮的修整方法,现有的砂轮进行磨削过程中,需要用金刚石修整器来对砂轮进行修整,被磨削表面的轮廓算术平均偏差可以达到Ra0.5。本发明采用的方法:将待修整砂轮先用金刚石修整器进行常规的修整,然后拆下金刚石修整器,换上碳化硼油石进行修整,修整条件为:砂轮转速:30~35米/秒,工作台速度:6~8毫米/分钟,修整油石进给量:0.005~0.01毫米,在碳化硼油石的进给完成后,再进行无进给的往复修整3~5次,修整过程中用冷却液冲洗碳化硼油石与砂轮接触部分。本发明的方法修整的砂轮磨削时,被磨削零件

磨床以及磨削方法.pdf
本发明涉及磨床以及磨削方法,能够利用后退磨削进行更高精度的磨削加工。正在第一前进磨削之后执行后退磨削。在后退磨削时,在从圆筒状工件(W)的当前旋转相位(θt)达到目标旋转相位(θe)期间,基于各旋转相位(θ)处的圆筒状工件的磨削留量(E(θ))生成各上述旋转相位(θ)处的目标磨削阻力(Fe(θ))。然后,进行控制而使得力传感器(50)检测出的磨削阻力(Ft)与目标磨削阻力(Fe(θ))一致,执行后退磨削。

磨削方法以及磨床.pdf
本发明提供磨削方法以及磨床。使用在砂轮基体(71)的外周具备砂轮层(72)的砂轮基体型砂轮,通过超声波传感器(14)将超声波经由磨削液(20)输出到砂轮层(72),使用根据从砂轮层(72)的表面反射的反射波与从砂轮基体(71)的外周表面反射的反射波的到达时间差以及砂轮层(72)的音速来计算砂轮层(72)的厚度的超声波测量装置控制构件(34),基于根据测量出的砂轮层(72)的厚度与砂轮基体(71)的外径而算出的砂轮(7)的外径,对磨削工序以及整形修整工序进行控制。
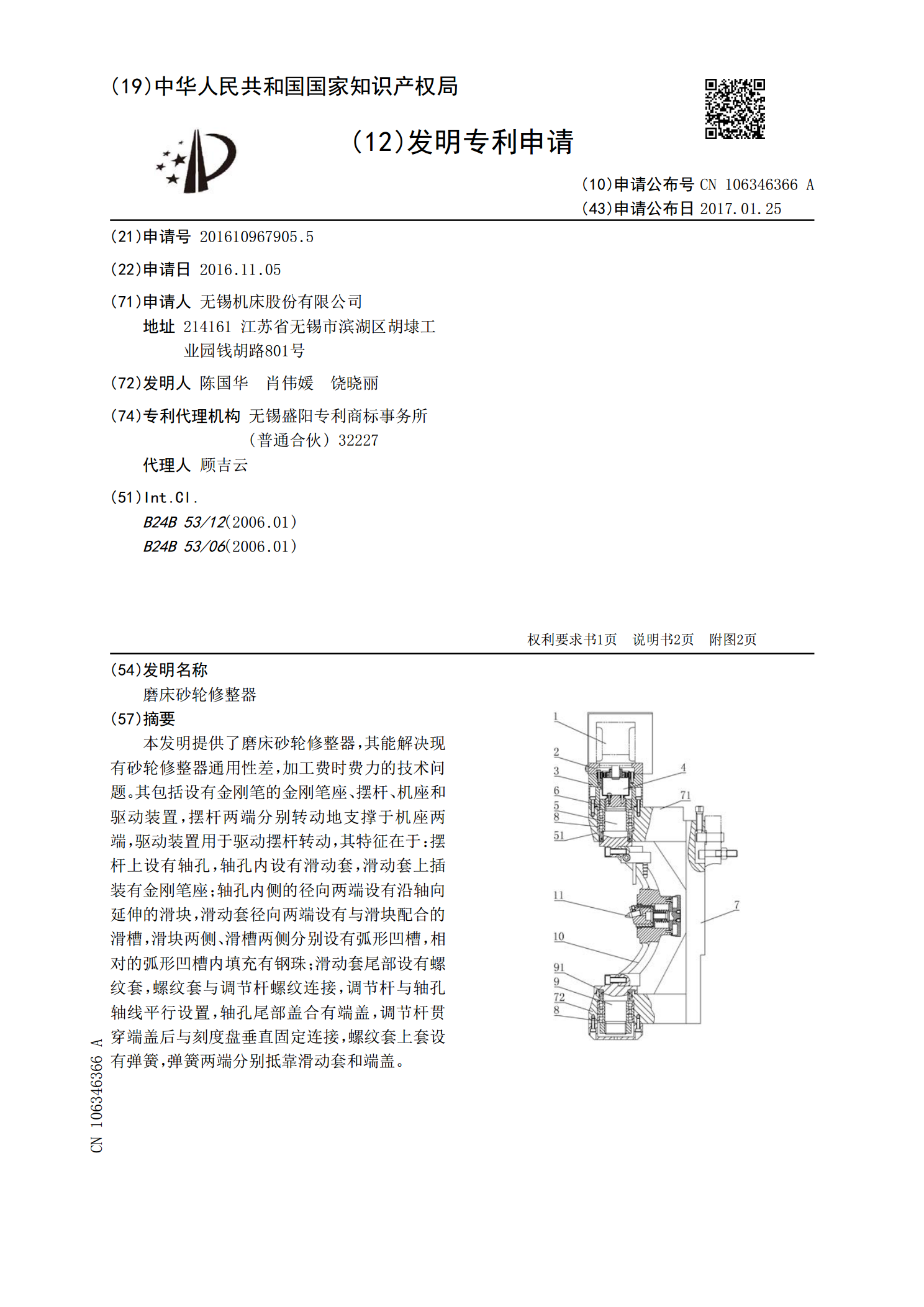
磨床砂轮修整器.pdf
本发明提供了磨床砂轮修整器,其能解决现有砂轮修整器通用性差,加工费时费力的技术问题。其包括设有金刚笔的金刚笔座、摆杆、机座和驱动装置,摆杆两端分别转动地支撑于机座两端,驱动装置用于驱动摆杆转动,其特征在于:摆杆上设有轴孔,轴孔内设有滑动套,滑动套上插装有金刚笔座;轴孔内侧的径向两端设有沿轴向延伸的滑块,滑动套径向两端设有与滑块配合的滑槽,滑块两侧、滑槽两侧分别设有弧形凹槽,相对的弧形凹槽内填充有钢珠;滑动套尾部设有螺纹套,螺纹套与调节杆螺纹连接,调节杆与轴孔轴线平行设置,轴孔尾部盖合有端盖,调节杆贯穿端盖