
复合材料制成的轮辋或轮辋部分.pdf

光誉****君哥


1/10

2/10
3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

复合材料制成的轮辋或轮辋部分.pdf
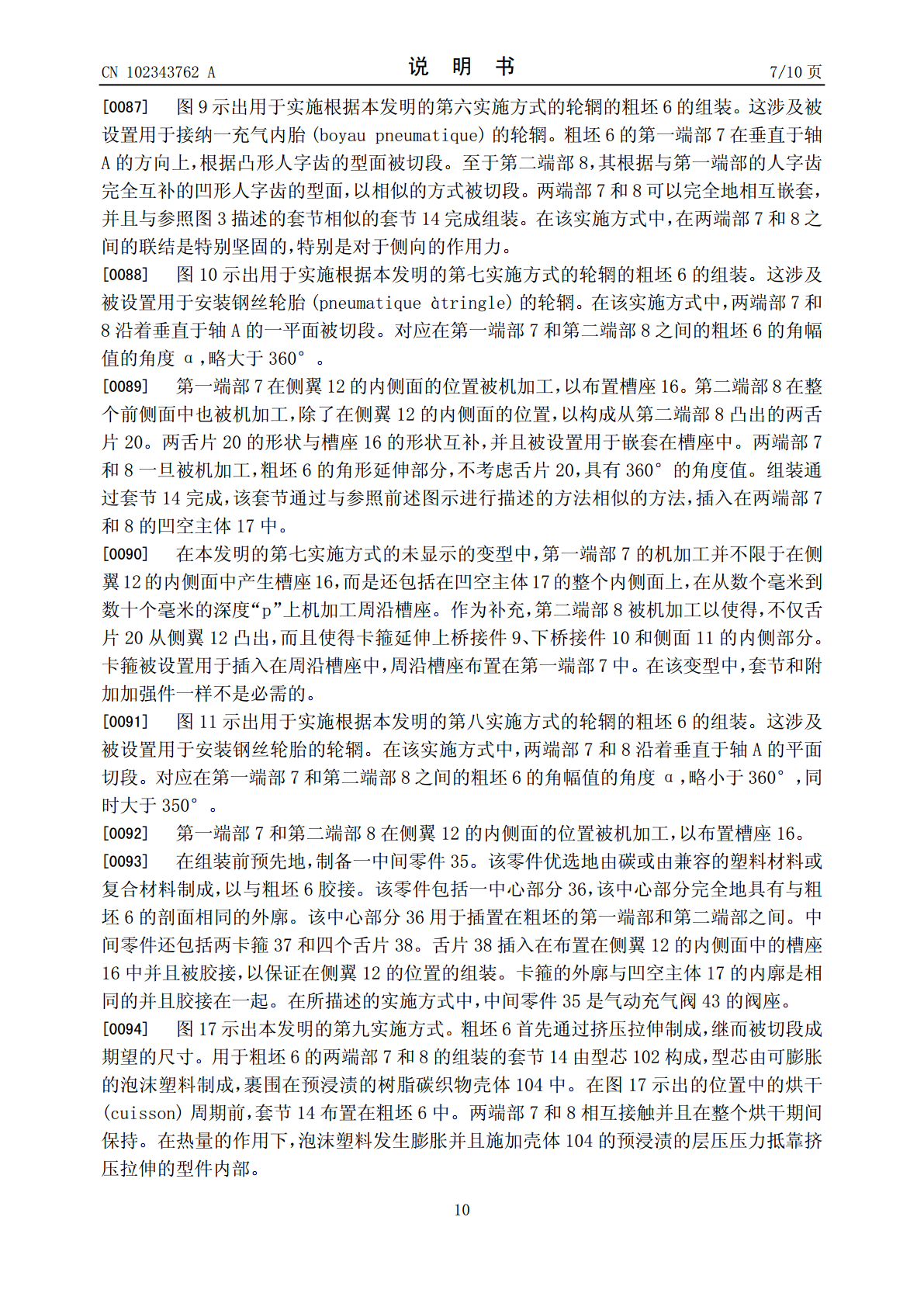
轮辋,该轮辋用于转动轴为A的车轮,轮辋包括第一元件(21),第一元件呈围绕轴A回转的刚体段部的形式,所述刚体段部由复合材料制成的单体零件制成,并且所述第一元件包括相互区别的第一端部(7)和第二端部(8),其特征在于,所述第一元件(21)通过挤压拉伸制成,并且在第一端部(7)和第二端部(8)之间构成角度大于350°的一弧形回转刚体段部;并且,组成第一元件的所述复合材料包括埋入在热固性基质中的纤维,纤维构成所述第一元件的至少50%的重量。

具有由纤维复合材料制成的轮辋底的轮辋和用于制造的方法.pdf
本发明涉及一种轮辋,该轮辋具有由纤维复合材料制成的轮辋底(3)和轮辐(2),所述轮辐在径向边缘区域上与轮辋底(3)连接,本发明的任务在于,改善在轮辋底(3)和轮辐(2)之间的连接并且提供一种用于制造轮辋的方法,所述轮辋具有在轮辋底(3)和轮辐(2)之间的经改善的连接。所述轮辐(2)的边缘区域具有至少两个局部层(4、5),在这两个局部层上分别构成有一个基本上轴向延伸的、仿形的接合区域(6、7),所述接合区域面状地与轮辋底(3)连接。

具有由纤维复合材料制成的轮盘以及固定件的轮辋.pdf
本发明涉及一种轮辋,具有由纤维复合材料制成的轮盘(3)和用于将轮盘(3)固定在车辆的轮毂(5)上的固定件,轮盘(3)具有至少一个开口(8),用于容纳轮毂(5),所述开口(8)构造成具有锥形的对中面(9),用于相对应地安放固定件。本发明建议,纤维复合材料的强化纤维设置在面式的纤维层(10)中,并且至少一部分纤维层(10)与轮盘(3)的对中面(9)垂直地设置在开口(8)的边缘区域(12)中。

轮辋的制造方法以及轮辋.pdf
轮辋的制造方法,包括步骤:1、对用于制造轮辋的原材料进行卷圆、镦平,并通过焊接工艺将原材料对焊形成初级轮辋;2、对初级轮辋进行扩口操作形成次级轮辋,并对次级轮辋进行三次滚型在次级轮辋的边缘形成弧形的预卷边;3、对次级轮辋进行扩涨操作形成三级轮辋,然后对三级轮辋再次进行滚型,并在三级轮辋的边缘形成有圆管状结构设计的卷边。本发明还提供了一种轮辋,包括有轮辋主体,轮辋主体的边缘设置有圆管状结构设计的卷边。轮辋为圆管状结构设计,其具有较高的结构强度,能够增加轮辋的整体强度。并且,在轮辋主体的边缘设置有圆管状结构设
轮辋制作方法和轮辋.pdf
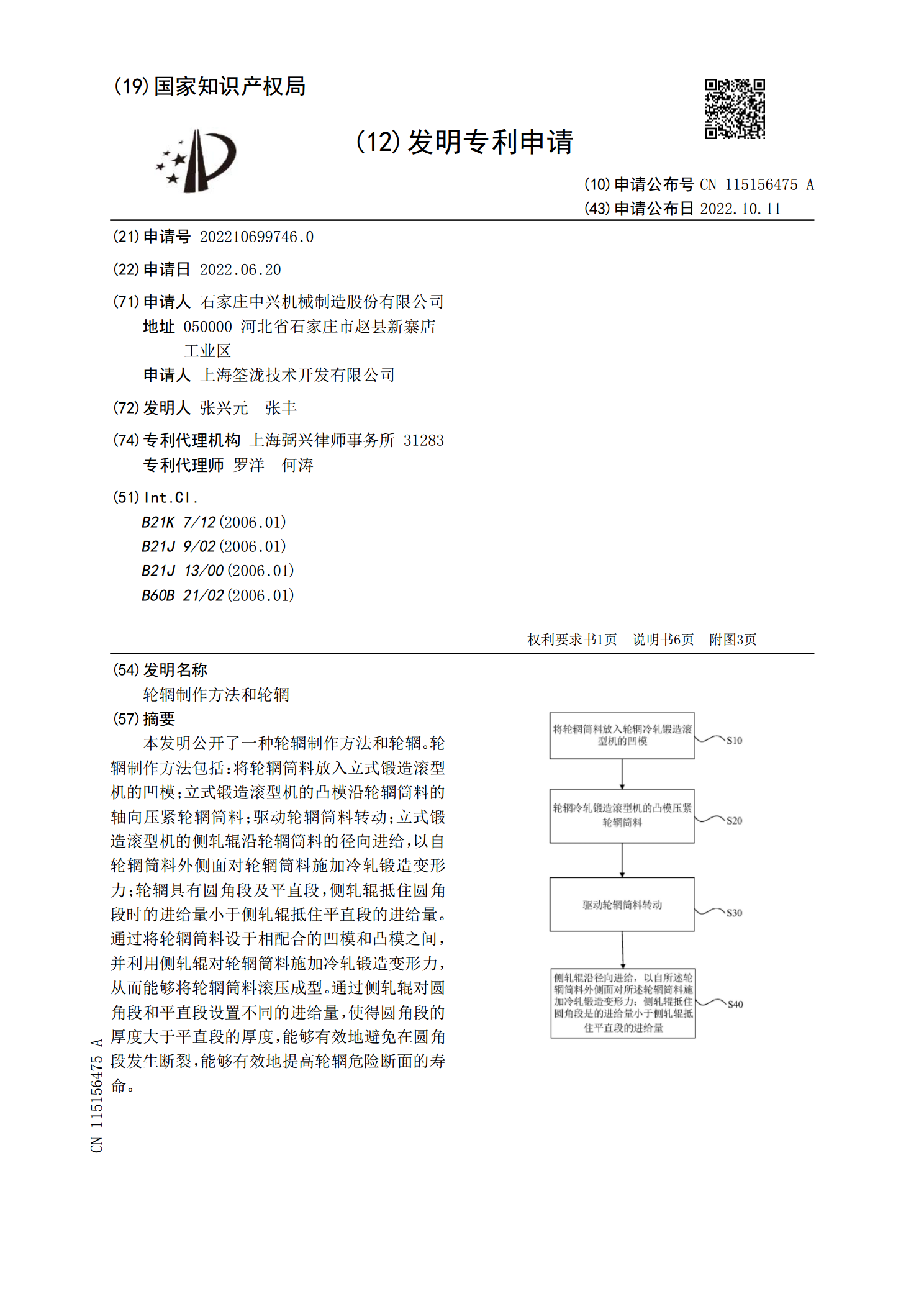
本发明公开了一种轮辋制作方法和轮辋。轮辋制作方法包括:将轮辋筒料放入立式锻造滚型机的凹模;立式锻造滚型机的凸模沿轮辋筒料的轴向压紧轮辋筒料;驱动轮辋筒料转动;立式锻造滚型机的侧轧辊沿轮辋筒料的径向进给,以自轮辋筒料外侧面对轮辋筒料施加冷轧锻造变形力;轮辋具有圆角段及平直段,侧轧辊抵住圆角段时的进给量小于侧轧辊抵住平直段的进给量。通过将轮辋筒料设于相配合的凹模和凸模之间,并利用侧轧辊对轮辋筒料施加冷轧锻造变形力,从而能够将轮辋筒料滚压成型。通过侧轧辊对圆角段和平直段设置不同的进给量,使得圆角段的厚度大于平直