
铣涡轮转子总长的夹具.pdf

是你****嘉嘉


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铣涡轮转子总长的夹具.pdf
本发明提供了铣涡轮转子总长的夹具,其使得装夹简单,且加工效率高。其包括底板、涡轮转子,其特征在于:至少两个底座直线排布于所述底板上,所述底座的上端面开有下直线V型通槽,所述涡轮转子嵌于所述下直线V型通槽内,所述涡轮转子的涡轮端顶装于定位块,所述定位块紧固连接所述底板,所述涡轮转子外露于所述底座的上端面,压板压着于所述涡轮转子,所述压板压着所述涡轮转子的位置开有上直线V型通槽,所述压板通过螺栓紧固连接所述底板,所述涡轮转子的待加工部分朝向铣刀。

一种铣涡轮转子总长的夹具结构.pdf
本发明提供了一种铣涡轮转子总长的夹具结构,针对不同尺寸的涡轮转子,其灵活性更好、适配性更高。其包括底板,底座并排安装于所述底板,在所述底座的上端面开有下直线V型通槽,涡轮转子嵌于所述下直线V型通槽,所述下直线V型通槽所形成的直线垂直于所述底座排布的直线,所述涡轮转子的涡轮端顶装于定位块,所述定位块紧固连接所述底板,其特征在于:位于所述底板的中间位置,垂直于所述下直线V型通槽所形成的直线方向,在所述底板上安装有导轨,在所述底座的下端面设有凹槽,所述导轨对应卡装于所述凹槽,并与所述凹槽滑动配合。
涡轮转子磨工夹具.pdf
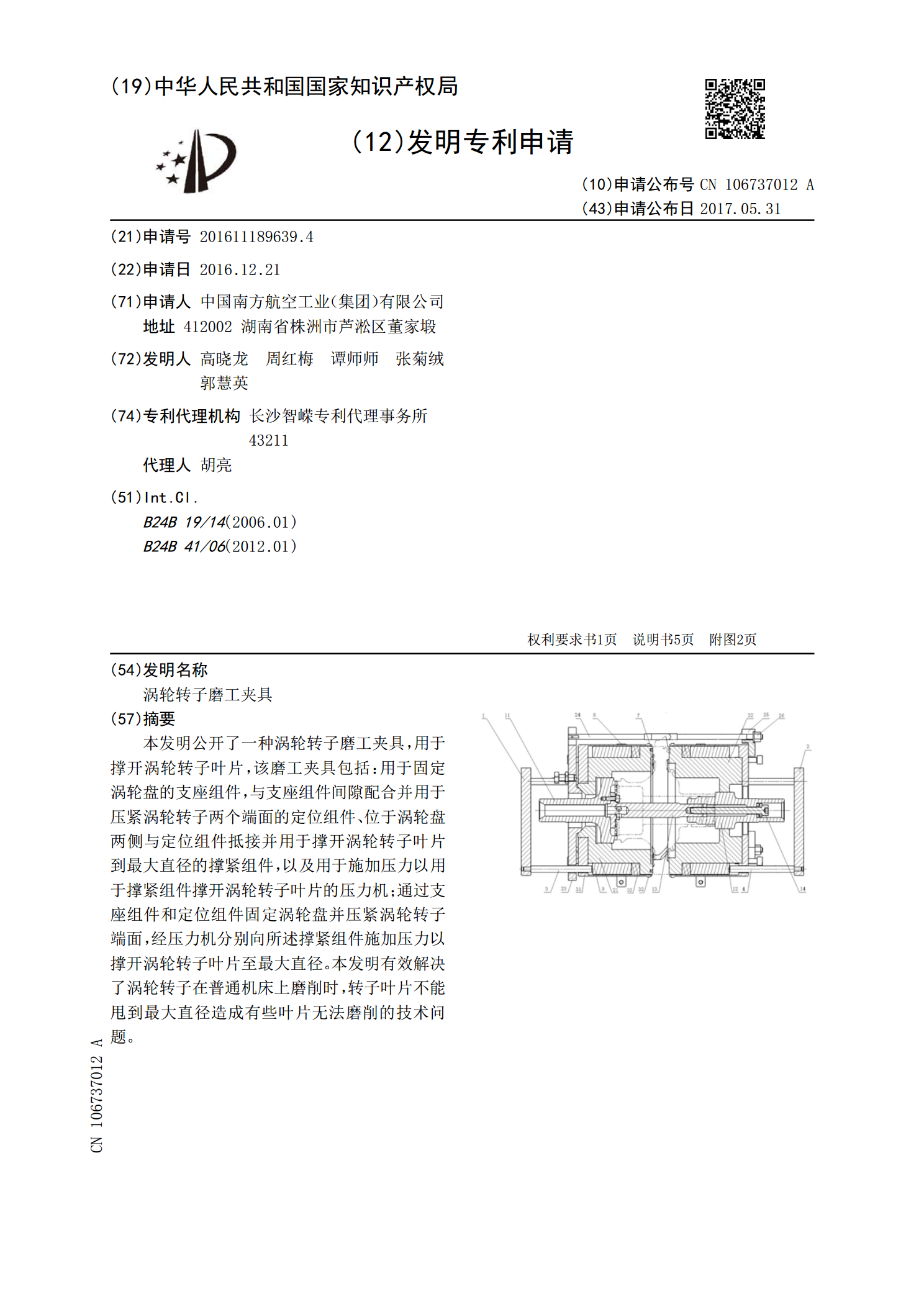
本发明公开了一种涡轮转子磨工夹具,用于撑开涡轮转子叶片,该磨工夹具包括:用于固定涡轮盘的支座组件,与支座组件间隙配合并用于压紧涡轮转子两个端面的定位组件、位于涡轮盘两侧与定位组件抵接并用于撑开涡轮转子叶片到最大直径的撑紧组件,以及用于施加压力以用于撑紧组件撑开涡轮转子叶片的压力机;通过支座组件和定位组件固定涡轮盘并压紧涡轮转子端面,经压力机分别向所述撑紧组件施加压力以撑开涡轮转子叶片至最大直径。本发明有效解决了涡轮转子在普通机床上磨削时,转子叶片不能甩到最大直径造成有些叶片无法磨削的技术问题。

涡轮转子车用夹具.pdf
本发明提供了涡轮转子车用夹具,其能固定压紧待加工涡轮转子,确保其两端端面垂直与车床轴线,确保涡轮转子中心孔加工质量。其包括底盘和配重块,配重块通过螺栓安装于底盘边缘,其特征在于:其包括定位装置,定位装置包括定位套和定心螺母,定心螺母垂直安装于底盘中心并用螺栓紧固,定心螺母顶端设有定位圈,定位套安装于定心螺母外侧、并与其螺纹连接,定位套一端刚性连接有平衡板,待加工涡轮转子装于定位套内、其较短轴端固定于定心螺母定位圈内、其长轴端通过平衡板压紧。
用于汽轮机叶片总长精铣加工的通用夹具装置.pdf
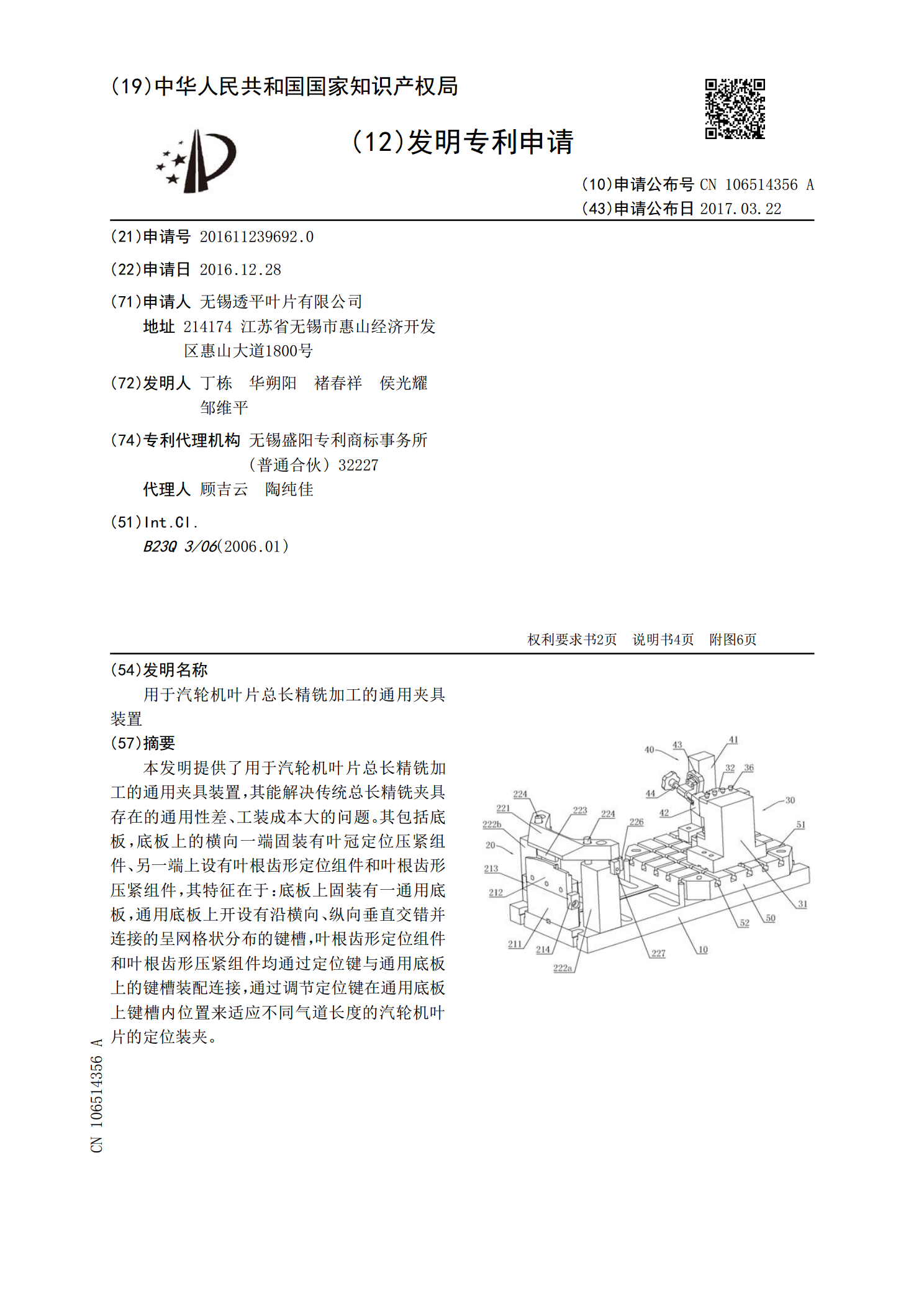
本发明提供了用于汽轮机叶片总长精铣加工的通用夹具装置,其能解决传统总长精铣夹具存在的通用性差、工装成本大的问题。其包括底板,底板上的横向一端固装有叶冠定位压紧组件、另一端上设有叶根齿形定位组件和叶根齿形压紧组件,其特征在于:底板上固装有一通用底板,通用底板上开设有沿横向、纵向垂直交错并连接的呈网格状分布的键槽,叶根齿形定位组件和叶根齿形压紧组件均通过定位键与通用底板上的键槽装配连接,通过调节定位键在通用底板上键槽内位置来适应不同气道长度的汽轮机叶片的定位装夹。