
一种用于制造蜗轮的高温自润滑复合材料及其制备方法.pdf

fa****楠吖


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于制造蜗轮的高温自润滑复合材料及其制备方法.pdf
本发明公开了一种用于制造蜗轮的高温自润滑复合材料及其制备方法,材料包括以下重量百分比的各组分:1~10%的氟化钙,1~10%的石墨,1~10%的二硫化钼,10~20%的铜,30~50%的合金粉和37~50%的铁粉;其中,合金粉由以下重量百分比的各组分组成:Cr10~20%,Fe25~35%,Ni30~40%,W8~15%。使用本发明的高温自润滑复合材料制备蜗轮较传统蜗轮蜗杆传动有很明显的优越性,表现在:摩擦系数低、效率高;优异的抗胶合、抗磨损能力;很高的承载能力;良好的润滑性能,对润滑剂品类五严格的选择要
一种高温自润滑型钛铝基复合材料及其制备方法.pdf
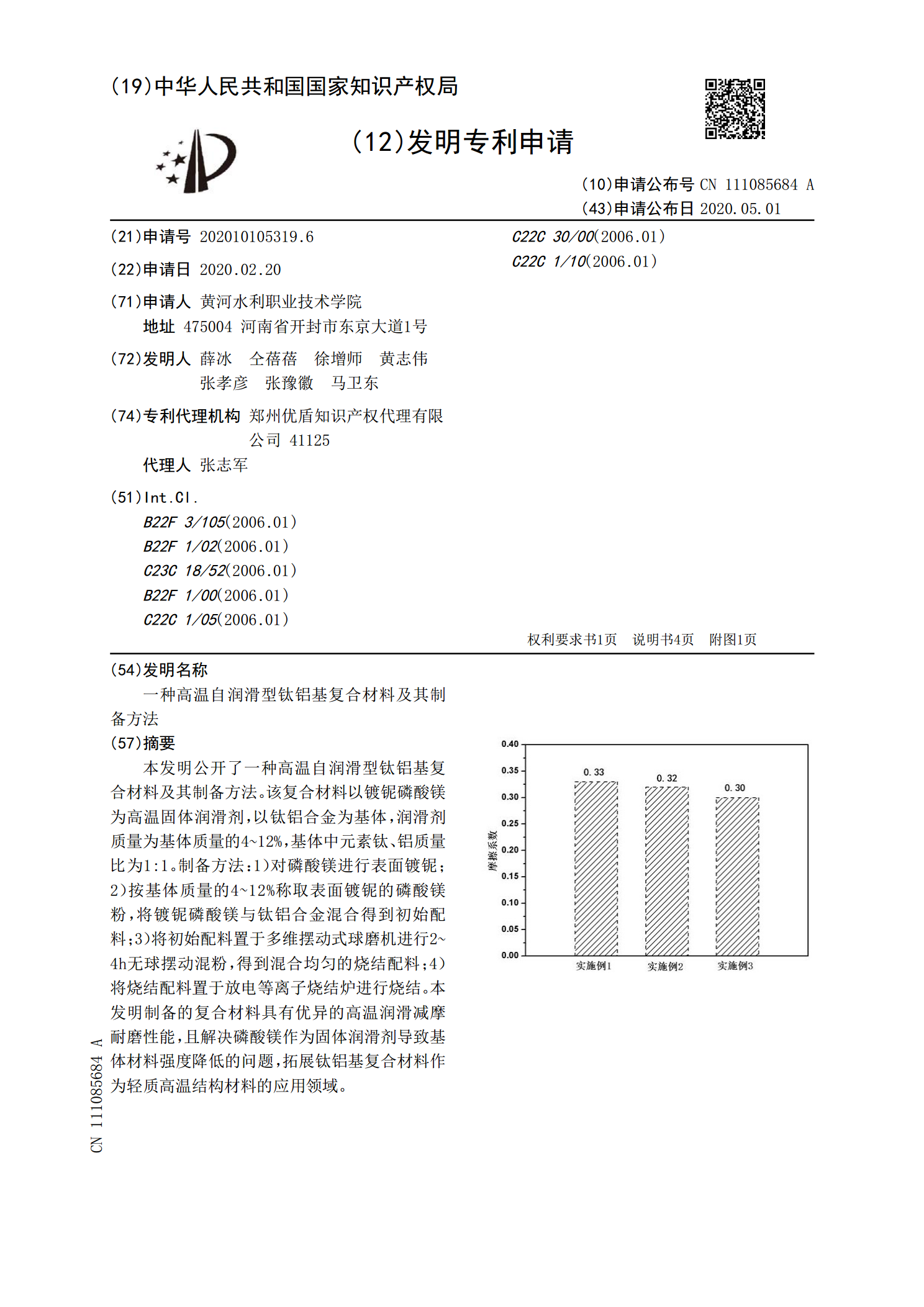
本发明公开了一种高温自润滑型钛铝基复合材料及其制备方法。该复合材料以镀铌磷酸镁为高温固体润滑剂,以钛铝合金为基体,润滑剂质量为基体质量的4~12%,基体中元素钛、铝质量比为1:1。制备方法:1)对磷酸镁进行表面镀铌;2)按基体质量的4~12%称取表面镀铌的磷酸镁粉,将镀铌磷酸镁与钛铝合金混合得到初始配料;3)将初始配料置于多维摆动式球磨机进行2~4h无球摆动混粉,得到混合均匀的烧结配料;4)将烧结配料置于放电等离子烧结炉进行烧结。本发明制备的复合材料具有优异的高温润滑减摩耐磨性能,且解决磷酸镁作为固体润滑

一种自润滑双层复合材料及其制备方法.pdf
本发明公开一种自润滑双层复合材料及其制备方法,属于自润滑材料领域,其结构包括金属基体层、自润滑层;所述金属基体层的一侧设有盲孔,所述自润滑层镶嵌在金属基体层表面,所述金属基体层厚度为1‑50mm,所述自润滑层厚度为0.03‑1.0mm;所述自润滑层由聚合物基体和添加剂组成,添加剂的比例按重量百分比计为5‑35%。本发明自润滑双层复合材料是通过原材料预混、作孔、复合,后经加热固化获得。本发明制备工艺简便、能耗少、污染少,获得的双层复合材料结合力强、自润滑性能好,能在严苛的工况条件下使用,减少发生剥离失效的情
一种耐高温的自润滑滑动轴承及其制备方法.pdf
一种耐高温的自润滑滑动轴承,属于滑动面主要由纳米级天然鱼鳞石墨构成的滑动轴承技术领域,包括轴承主体,所述轴承主体由天然鱼鳞石墨、铜和二氧化钼组成;所述天然鱼鳞石墨纯度为99.9﹪,天然鱼鳞石墨含量在轴承主体中所占比例为35-70﹪;所述铜纯度为99﹪,铜含量在轴承主体中所占比例为25-60﹪;所述二氧化钼纯度为99﹪,二氧化钼含量在轴承主体中所占比例为3-8﹪;及一种耐高温的自润滑滑动轴承的制备方法,其是由纳米级天然鱼鳞石墨粉、纳米级铜粉和微米级二氧化钼粉经机械混合均匀,压制成型,再由烧结炉烧结而成。本发
一种耐高温自润滑轴承材料及其制备方法.pdf
本发明公开了一种耐高温自润滑轴承材料及其制备方法,由硫化钼、氟化钾、硬脂酸镁、钴、铜、铬、镍、氧化锆、碳、硅、锡、铋和铁组成,按配比称取各原料粉末,充分混合,放入球磨机内球磨,然后装入轴套模具中进行压制成型,将轴承毛坯置入真空烧结炉中进行烧结,达到设置温度后保温,然后随炉自然冷却,将自然冷却后的轴套毛坯进行表面磨削、去毛刺、倒角处理,即可。本发明轴承材料的原料易得、价格低廉,制备工艺简单、参数易控,生产过程安全环保,特别适合于大规模的工业生产,该材料制备的滑动轴承可广泛应用于钢铁、冶金、能源等重型机械装备