
一种自润滑双层复合材料及其制备方法.pdf

景山****魔王

1/9

2/9

3/9

4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自润滑双层复合材料及其制备方法.pdf
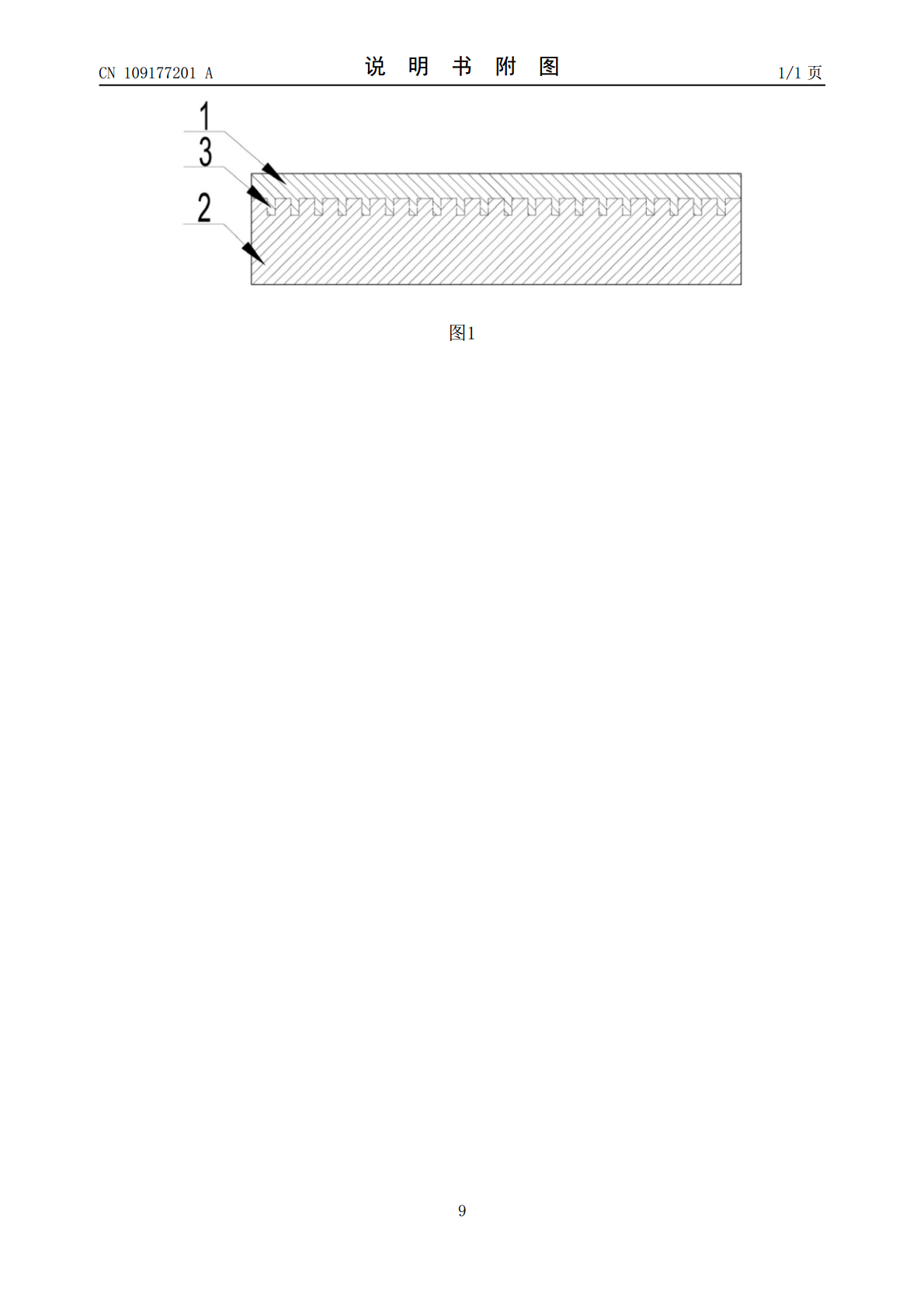
本发明公开一种自润滑双层复合材料及其制备方法,属于自润滑材料领域,其结构包括金属基体层、自润滑层;所述金属基体层的一侧设有盲孔,所述自润滑层镶嵌在金属基体层表面,所述金属基体层厚度为1‑50mm,所述自润滑层厚度为0.03‑1.0mm;所述自润滑层由聚合物基体和添加剂组成,添加剂的比例按重量百分比计为5‑35%。本发明自润滑双层复合材料是通过原材料预混、作孔、复合,后经加热固化获得。本发明制备工艺简便、能耗少、污染少,获得的双层复合材料结合力强、自润滑性能好,能在严苛的工况条件下使用,减少发生剥离失效的情

一种耐磨自润滑尼龙复合材料及其制备方法.pdf
本发明涉及一种耐磨自润滑尼龙复合材料及其制备方法。其组成按质量百分比为:PA6,20‑70%;润滑剂,5‑20%;增钢成核剂,0.01‑10%;短玻璃纤维,10‑50%;分散剂,0.01‑10%;抗氧剂,0.01‑10%。本发明制备的耐磨自润滑尼龙复合材料不仅具有优异的摩擦学性能、自润滑性能和物理机械性能,而且具有良好的尺寸稳定性,可广泛应用在自润滑轴承、轴套、机械凸轮、齿轮、抽油杆接箍和无油润滑材料等领域。本发明采用尼龙与短玻璃纤维制备耐磨自润滑尼龙复合材料,大大降低了材料成本,在耐磨自润滑尼龙复合材料

一种耐磨自润滑尼龙复合材料及其制备方法.pdf
本发明公开了一种耐磨自润滑尼龙复合材料及其制备方法,属于高分子材料技术领域。该耐磨自润滑尼龙复合材料的原料重量份配比如下:尼龙100份;碳纤维10-30份;聚乙烯5-15份;相容剂2-4份;辐照敏化剂0.5-3份;抗氧化剂0.1-0.3份;聚四氟乙烯5-15份。通过碳纤维、聚乙烯的辐射预处理、尼龙/聚四氟乙烯/碳纤维复合材料的制备及尼龙/聚四氟乙烯/碳纤维复合材料的辐射交联改性等步骤制得。本发明制备的耐磨自润滑尼龙复合材料不仅具有优异的摩擦学性能、自润滑性能和物理机械性能,而且具有良好的尺寸稳定性和耐热性

一种自润滑复合材料及其制备工艺.pdf
本发明涉及一种自润滑复合材料及其制备工艺,包括以下步骤:(1)将多孔金属陶瓷烧结体置于石墨烯分散液中真空浸渍,得到浸渍体A,取出浸渍体A烘干得到浸渍体B;(2)将浸渍体B置于石墨烯/聚四氟乙烯复合分散液中真空浸渍,得到浸渍体C,取出浸渍体C烘干得到自润滑复合材料。本发明基于石墨烯和聚四氟乙烯的物化性能及其微结构互补性,将其复合进多孔金属陶瓷烧结体中,石墨烯/聚四氟乙烯复合固体润滑剂均匀的填充在多孔金属陶瓷烧结体的微孔中,且石墨烯在聚四氟乙烯中均匀分散;石墨烯/聚四氟乙烯在摩擦热?应力作用下沿着孔道析出至摩
一种导轨用自润滑铜基复合材料及其制备方法.pdf
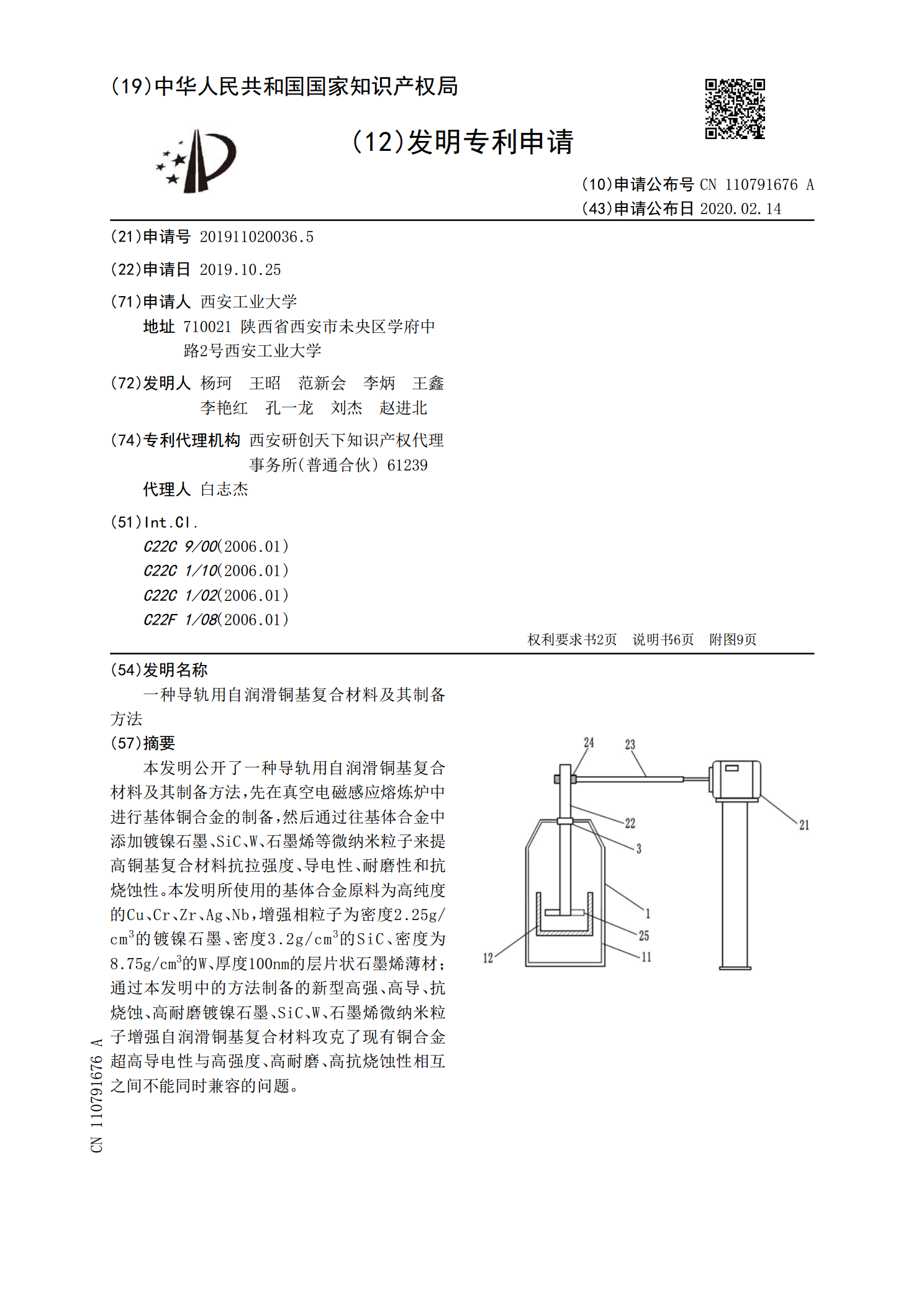
本发明公开了一种导轨用自润滑铜基复合材料及其制备方法,先在真空电磁感应熔炼炉中进行基体铜合金的制备,然后通过往基体合金中添加镀镍石墨、SiC、W、石墨烯等微纳米粒子来提高铜基复合材料抗拉强度、导电性、耐磨性和抗烧蚀性。本发明所使用的基体合金原料为高纯度的Cu、Cr、Zr、Ag、Nb,增强相粒子为密度2.25g/cm