
铝车轮光整工艺.pdf

猫巷****雪凝


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝车轮光整工艺.pdf
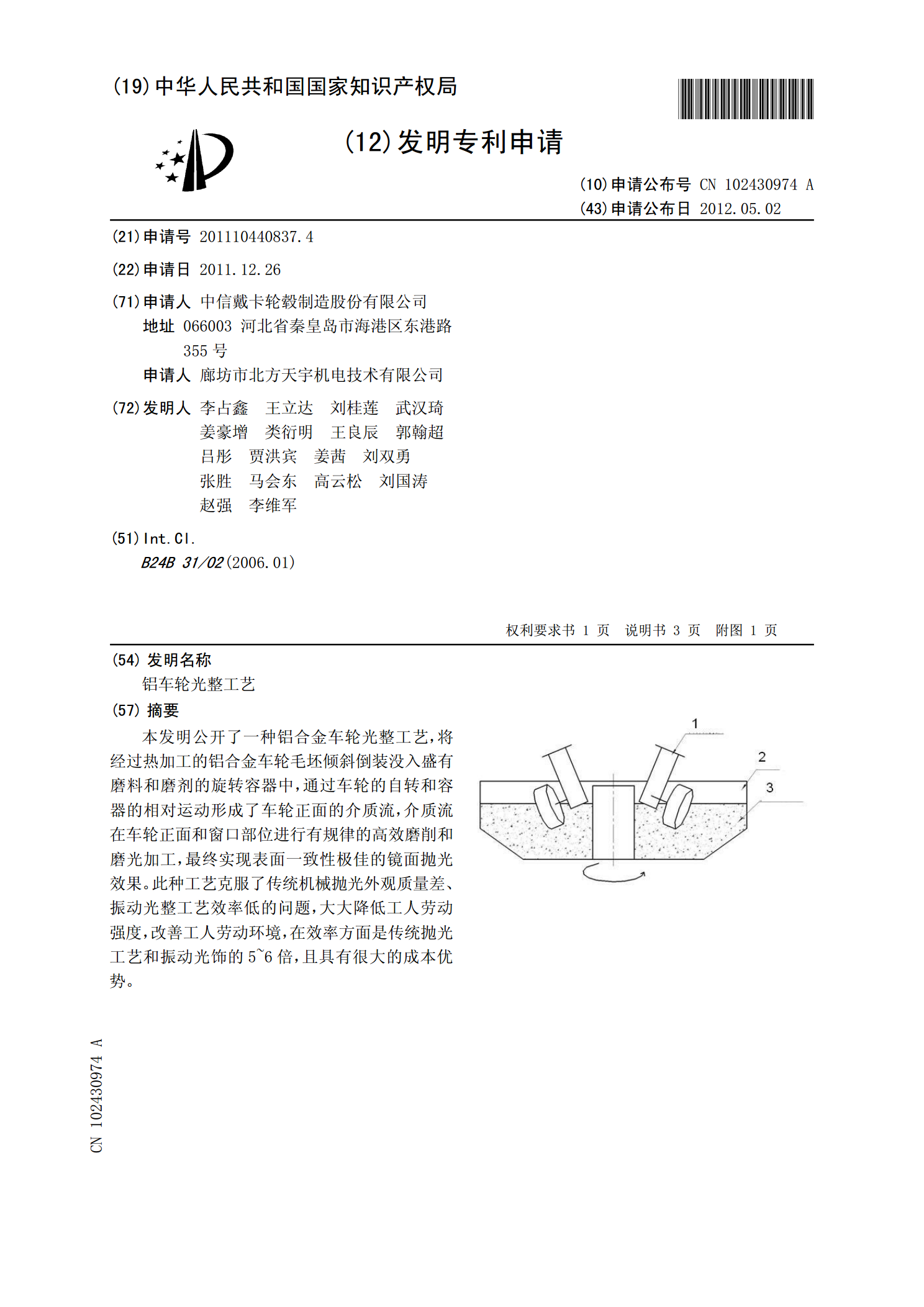
本发明公开了一种铝合金车轮光整工艺,将经过热加工的铝合金车轮毛坯倾斜倒装没入盛有磨料和磨剂的旋转容器中,通过车轮的自转和容器的相对运动形成了车轮正面的介质流,介质流在车轮正面和窗口部位进行有规律的高效磨削和磨光加工,最终实现表面一致性极佳的镜面抛光效果。此种工艺克服了传统机械抛光外观质量差、振动光整工艺效率低的问题,大大降低工人劳动强度,改善工人劳动环境,在效率方面是传统抛光工艺和振动光饰的5~6倍,且具有很大的成本优势。
铝车轮表面处理工艺.pdf
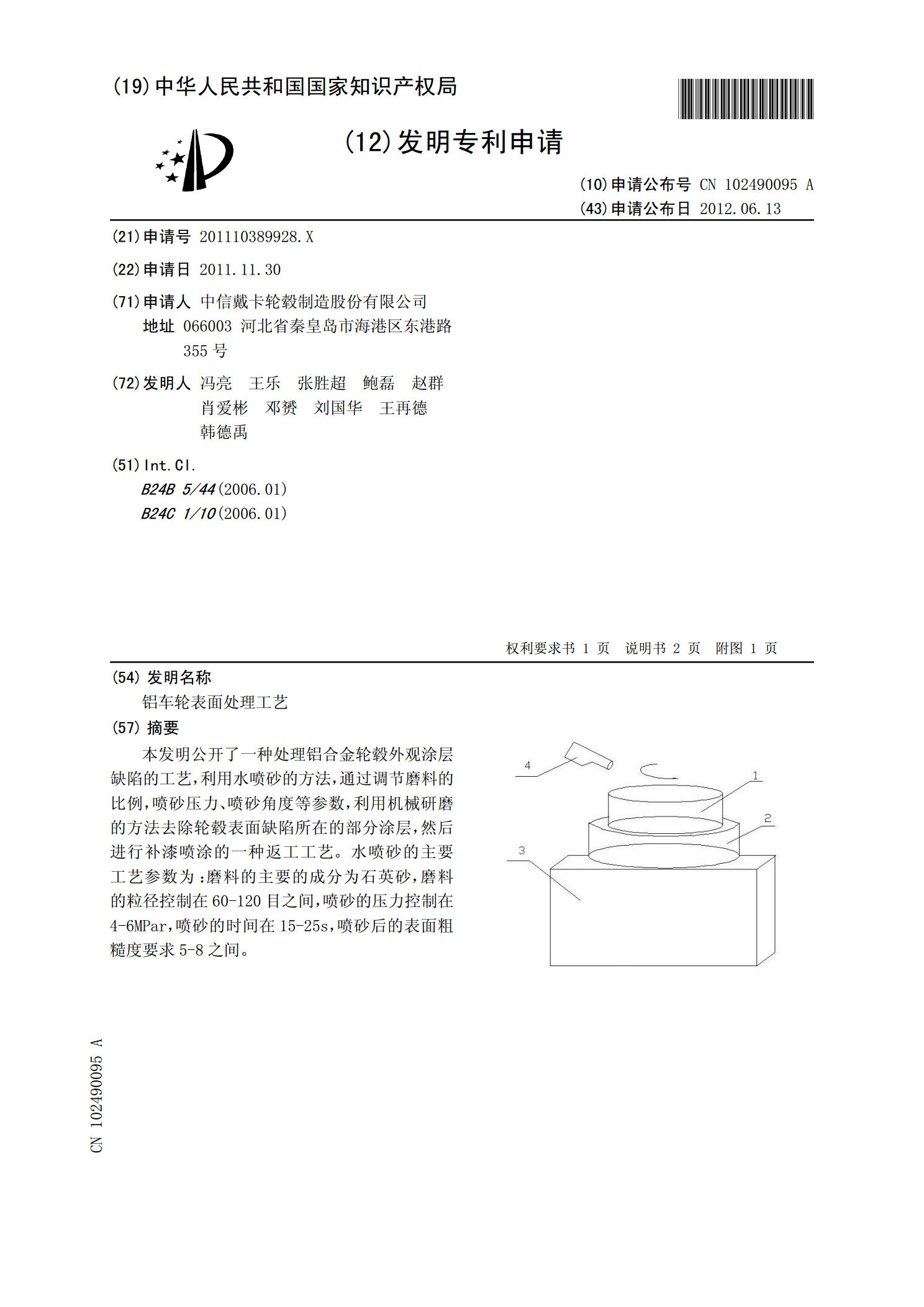
本发明公开了一种处理铝合金轮毂外观涂层缺陷的工艺,利用水喷砂的方法,通过调节磨料的比例,喷砂压力、喷砂角度等参数,利用机械研磨的方法去除轮毂表面缺陷所在的部分涂层,然后进行补漆喷涂的一种返工工艺。水喷砂的主要工艺参数为:磨料的主要的成分为石英砂,磨料的粒径控制在60-120目之间,喷砂的压力控制在4-6MPar,喷砂的时间在15-25s,喷砂后的表面粗糙度要求5-8之间。
铝车轮热处理工艺.pdf
本发明公开了一种铝车轮热处理工艺,其包括如下步骤:铸态毛坯入固溶处理炉升温、固溶温度下固溶处理、出固溶处理炉高温盐浴淬火处理、出盐浴炉后空气介质中冷却,去除盐膜。固溶处理温度为530‑550℃,固溶处理保温时间为240‑300分钟;采用硝盐盐浴,盐浴处理温度为150‑170℃,时效处理保温时间为150‑200分钟;本发明将T6热处理工艺和盐浴淬火工艺二者有机组合,达到低变形、高性能值的目的,同标准T6热处理工艺比较,本发明在获得较高强度的同时,还可获得较高的延伸率和较小的变形度,也确保了其中的合金微观组织

铝车轮热处理工艺.pdf
本发明公开了一种铝车轮热处理工艺,其包括如下步骤:铸态毛坯入固溶处理炉升温、固溶温度下固溶处理、出固溶处理炉高温盐浴淬火处理、出盐浴炉后空气介质中冷却,去除盐膜。固溶处理温度为530-550℃,固溶处理保温时间为240-300分钟;采用硝盐盐浴,盐浴处理温度为150-170℃,时效处理保温时间为150-200分钟;本发明将T6热处理工艺和盐浴淬火工艺二者有机组合,达到低变形、高性能值的目的,同标准T6热处理工艺比较,本发明在获得较高强度的同时,还可获得较高的延伸率和较小的变形度,也确保了其中的合金微观组织
铝卷带整平工艺.pdf
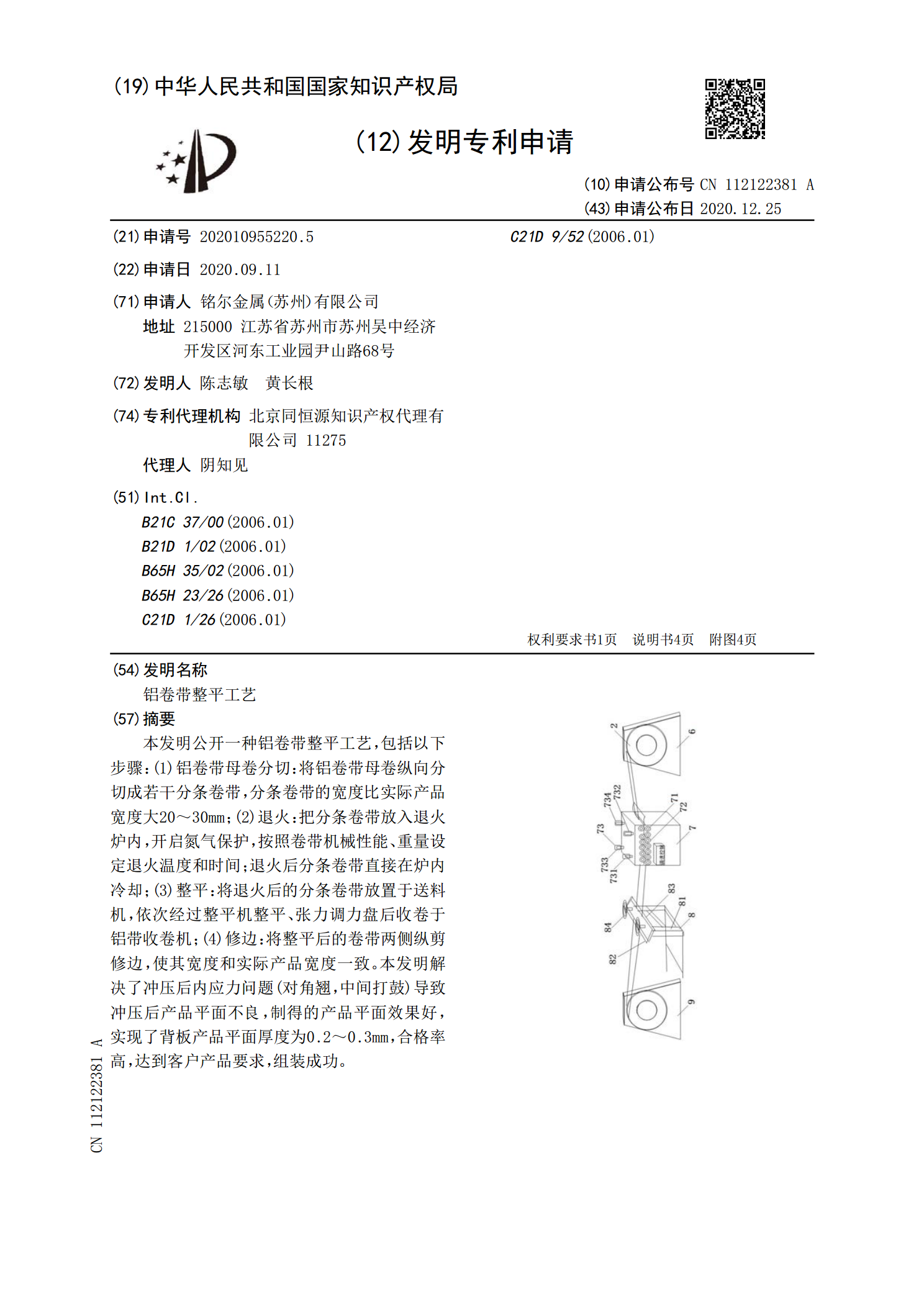
本发明公开一种铝卷带整平工艺,包括以下步骤:(1)铝卷带母卷分切:将铝卷带母卷纵向分切成若干分条卷带,分条卷带的宽度比实际产品宽度大20~30mm;(2)退火:把分条卷带放入退火炉内,开启氮气保护,按照卷带机械性能、重量设定退火温度和时间;退火后分条卷带直接在炉内冷却;(3)整平:将退火后的分条卷带放置于送料机,依次经过整平机整平、张力调力盘后收卷于铝带收卷机;(4)修边:将整平后的卷带两侧纵剪修边,使其宽度和实际产品宽度一致。本发明解决了冲压后内应力问题(对角翘,中间打鼓)导致冲压后产品平面不良,制得的