
铝车轮表面处理工艺.pdf

甲申****66


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝车轮表面处理工艺.pdf
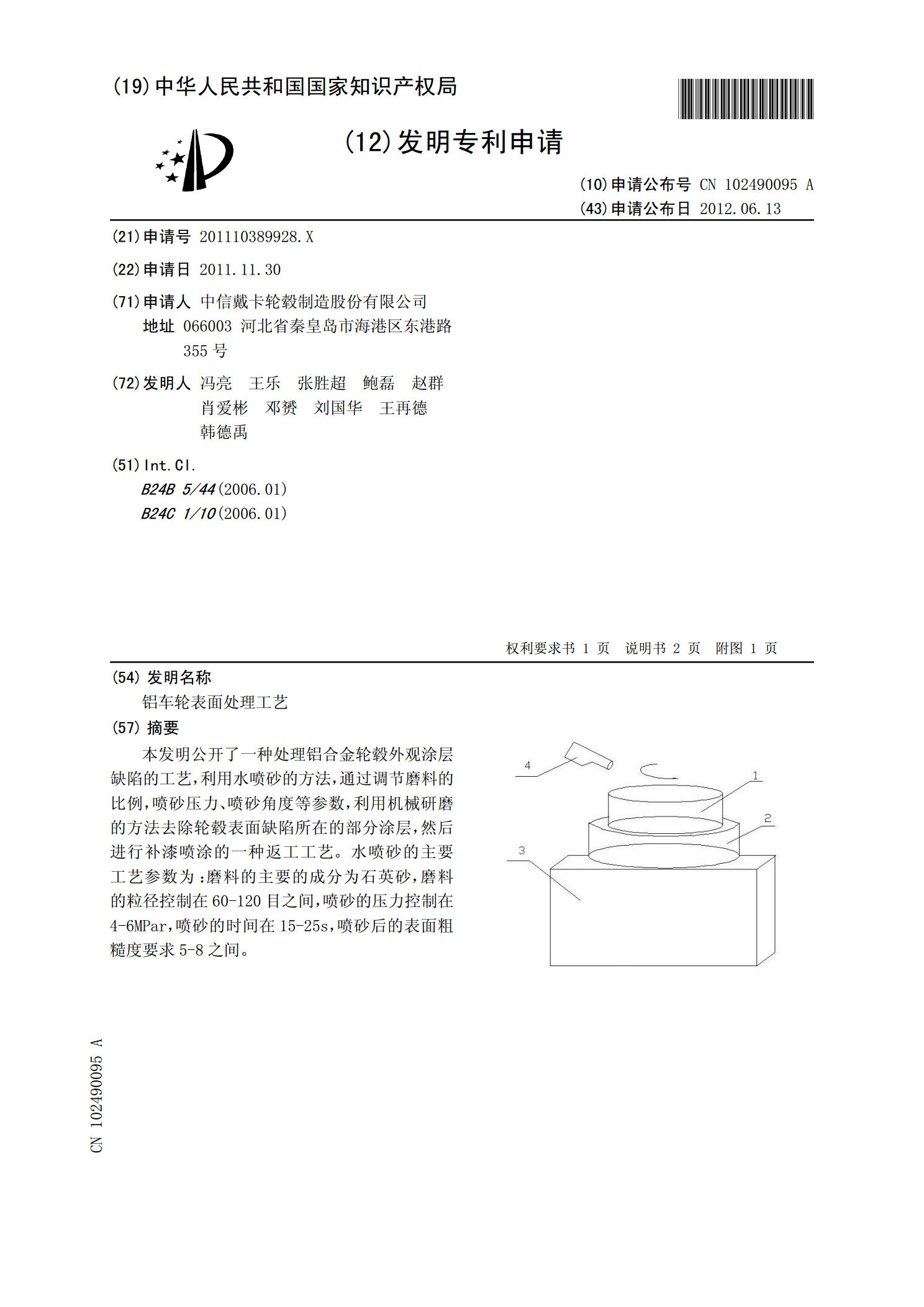
本发明公开了一种处理铝合金轮毂外观涂层缺陷的工艺,利用水喷砂的方法,通过调节磨料的比例,喷砂压力、喷砂角度等参数,利用机械研磨的方法去除轮毂表面缺陷所在的部分涂层,然后进行补漆喷涂的一种返工工艺。水喷砂的主要工艺参数为:磨料的主要的成分为石英砂,磨料的粒径控制在60-120目之间,喷砂的压力控制在4-6MPar,喷砂的时间在15-25s,喷砂后的表面粗糙度要求5-8之间。

铝车轮表面边角处理工艺.pdf
本发明公开了一种铝车轮表面边角处理工艺,采取的技术手段为:1、控制精车半成品涂装的窗口涂层厚度,窗口中上部底粉厚度控制在140um-220um;2、增加精车加工参数控制点,(1)抹平:1-2遍抹平,抹平量依据产品尺寸而定。(2)精车:1遍精车。精车刀片需要统计刀片使用程度,精车刀片不能过于迟钝,这样就缩短了现在精车刀片的使用寿命。精车需要控制两点,第一点:加工量控制在0.04mm-0.06mm,第二点:进给率控制在0.1mm-0.2mm。(3)取消用刮刀刮毛刺,而使用油石,轻轻刮蹭出刀侧的漆皮。
铝车轮热处理工艺.pdf
本发明公开了一种铝车轮热处理工艺,其包括如下步骤:铸态毛坯入固溶处理炉升温、固溶温度下固溶处理、出固溶处理炉高温盐浴淬火处理、出盐浴炉后空气介质中冷却,去除盐膜。固溶处理温度为530‑550℃,固溶处理保温时间为240‑300分钟;采用硝盐盐浴,盐浴处理温度为150‑170℃,时效处理保温时间为150‑200分钟;本发明将T6热处理工艺和盐浴淬火工艺二者有机组合,达到低变形、高性能值的目的,同标准T6热处理工艺比较,本发明在获得较高强度的同时,还可获得较高的延伸率和较小的变形度,也确保了其中的合金微观组织

铝车轮热处理工艺.pdf
本发明公开了一种铝车轮热处理工艺,其包括如下步骤:铸态毛坯入固溶处理炉升温、固溶温度下固溶处理、出固溶处理炉高温盐浴淬火处理、出盐浴炉后空气介质中冷却,去除盐膜。固溶处理温度为530-550℃,固溶处理保温时间为240-300分钟;采用硝盐盐浴,盐浴处理温度为150-170℃,时效处理保温时间为150-200分钟;本发明将T6热处理工艺和盐浴淬火工艺二者有机组合,达到低变形、高性能值的目的,同标准T6热处理工艺比较,本发明在获得较高强度的同时,还可获得较高的延伸率和较小的变形度,也确保了其中的合金微观组织

一种锻造铝车轮表面处理方法.pdf
一种锻造铝车轮表面处理方法,其步骤如下,以接触车轮非外观面和安装面为准,将铝车轮半成品挂于铝制挂具上;先对铝车轮半成品进行脱脂、除蜡处理,再将铝车轮半成品完全浸在电解液中作为阳极,再将电解液加温至40‑50℃,外加电路作用下,电解50‑70分钟后,在铝车轮半成品的表面形成厚度为25‑30μm的氧化铝薄层;氧化后,染色、封闭、清洗、晾干、下挂。本发明采用阳极氧化的方法在铝车轮半成品的表面形成厚而致密的氧化铝薄层薄层,生长方向向铝材内部形成,既不会脱落,又可以以各种颜色呈现,显著改变其耐蚀性,提高硬度、耐磨性