
铝车轮热处理工艺.pdf

Jo****63


1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝车轮热处理工艺.pdf
本发明公开了一种铝车轮热处理工艺,其包括如下步骤:铸态毛坯入固溶处理炉升温、固溶温度下固溶处理、出固溶处理炉高温盐浴淬火处理、出盐浴炉后空气介质中冷却,去除盐膜。固溶处理温度为530‑550℃,固溶处理保温时间为240‑300分钟;采用硝盐盐浴,盐浴处理温度为150‑170℃,时效处理保温时间为150‑200分钟;本发明将T6热处理工艺和盐浴淬火工艺二者有机组合,达到低变形、高性能值的目的,同标准T6热处理工艺比较,本发明在获得较高强度的同时,还可获得较高的延伸率和较小的变形度,也确保了其中的合金微观组织

铝车轮热处理工艺.pdf
本发明公开了一种铝车轮热处理工艺,其包括如下步骤:铸态毛坯入固溶处理炉升温、固溶温度下固溶处理、出固溶处理炉高温盐浴淬火处理、出盐浴炉后空气介质中冷却,去除盐膜。固溶处理温度为530-550℃,固溶处理保温时间为240-300分钟;采用硝盐盐浴,盐浴处理温度为150-170℃,时效处理保温时间为150-200分钟;本发明将T6热处理工艺和盐浴淬火工艺二者有机组合,达到低变形、高性能值的目的,同标准T6热处理工艺比较,本发明在获得较高强度的同时,还可获得较高的延伸率和较小的变形度,也确保了其中的合金微观组织
铝车轮光整工艺.pdf
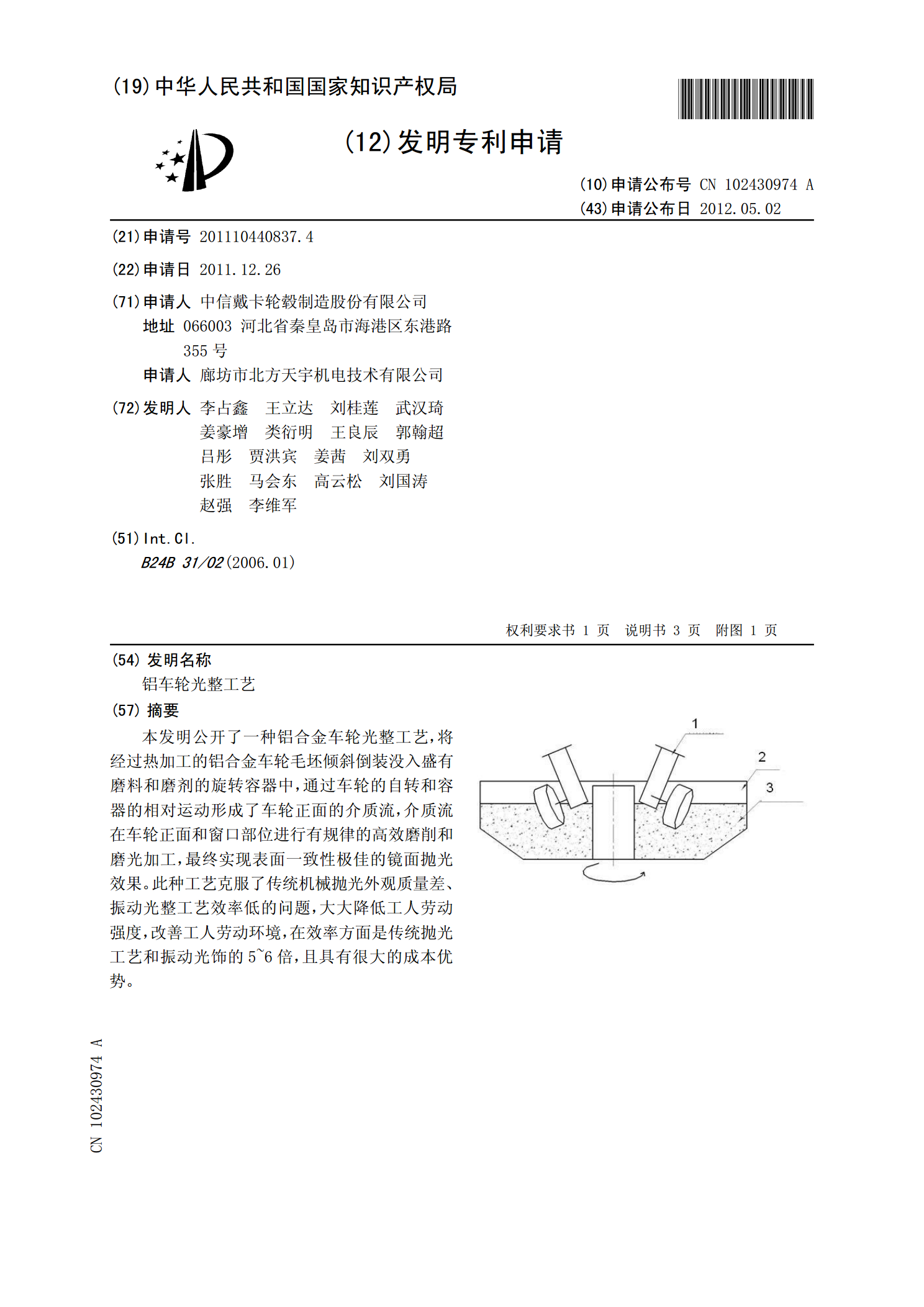
本发明公开了一种铝合金车轮光整工艺,将经过热加工的铝合金车轮毛坯倾斜倒装没入盛有磨料和磨剂的旋转容器中,通过车轮的自转和容器的相对运动形成了车轮正面的介质流,介质流在车轮正面和窗口部位进行有规律的高效磨削和磨光加工,最终实现表面一致性极佳的镜面抛光效果。此种工艺克服了传统机械抛光外观质量差、振动光整工艺效率低的问题,大大降低工人劳动强度,改善工人劳动环境,在效率方面是传统抛光工艺和振动光饰的5~6倍,且具有很大的成本优势。

车轮热处理工艺的改进.docx
车轮热处理工艺的改进车轮热处理工艺的改进摘要:车轮作为重要的汽车零部件之一,其热处理工艺对于提高车轮的强度和耐磨性至关重要。本文通过对现有车轮热处理工艺进行分析和研究,提出了一种改进的车轮热处理工艺,旨在提高车轮的强度和耐磨性,减少车轮的应力和变形,提高车轮的使用寿命。关键词:车轮;热处理工艺;强度;耐磨性;改进1.引言随着汽车工业的发展,车轮作为汽车的重要组成部分,对于车辆的性能和安全起着至关重要的作用。传统的车轮热处理工艺存在一定的问题,包括强度、耐磨性和变形等方面。因此,对车轮热处理工艺进行改进是非

铝青铜热处理工艺.pdf
本发明公开了一种铝青铜的热处理工艺,包括以下步骤:1)升温至920-950℃,放入铝青铜工件,2)待炉温达920-950℃时保温,保温时间按有效厚度每25mm加热1h计算确定;3)保温结束,工件迅速放入食盐水中冷却直到工件温度为室温;4)预时效:将工件放入温度为220-300℃炉子中加热并保温,保温时间为2-3h,然后取出空冷;5)终时效:将经过预时效并冷却的工件放入温度为420-480℃炉子中加热并保温,保温时间为2-3.5h,然后取出空冷。采用本发明提供的固溶+预时效(一级时效)+终时效(二级时效)热