
一种轴承钢双硬度滚轮套圈加工工艺.pdf

努力****向丝


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承钢双硬度滚轮套圈加工工艺.pdf
本发明涉及一种轴承钢双硬度滚轮套圈加工工艺,主要包括下料、压力机锻造、球化退火、车削加工、淬火、回火和磨削成型七大工艺步骤,其中淬火、回火工艺由套圈淬火、高温回火、套圈滚道淬火、套圈滚道回火构成,先对滚轮套圈进行淬火;然后进行高温回火,温度范围在500℃-530℃之间,回火后套圈的表面硬度在HRC?30-40;再进行滚轮套圈的滚道淬火,淬火温度范围在900℃-950℃;最后对滚轮套圈进行回火,滚道表面硬度达到HRC58-62。具有良好的缓冲性能,耐冲击,使用寿命长。
双注塑滚轮加工工艺.pdf
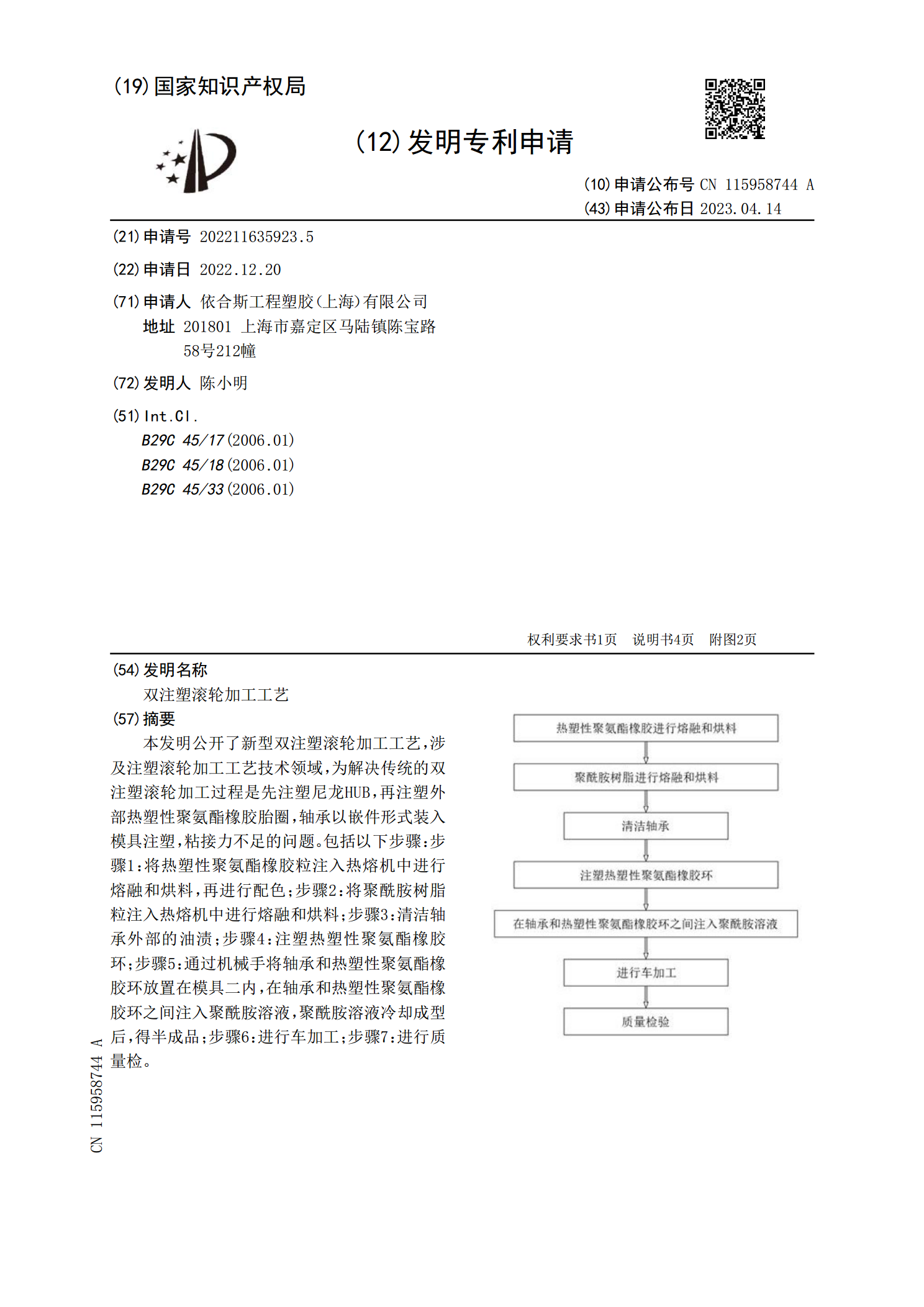
本发明公开了新型双注塑滚轮加工工艺,涉及注塑滚轮加工工艺技术领域,为解决传统的双注塑滚轮加工过程是先注塑尼龙HUB,再注塑外部热塑性聚氨酯橡胶胎圈,轴承以嵌件形式装入模具注塑,粘接力不足的问题。包括以下步骤:步骤1:将热塑性聚氨酯橡胶粒注入热熔机中进行熔融和烘料,再进行配色;步骤2:将聚酰胺树脂粒注入热熔机中进行熔融和烘料;步骤3:清洁轴承外部的油渍;步骤4:注塑热塑性聚氨酯橡胶环;步骤5:通过机械手将轴承和热塑性聚氨酯橡胶环放置在模具二内,在轴承和热塑性聚氨酯橡胶环之间注入聚酰胺溶液,聚酰胺溶液冷却成型

一种高温轴承钢制轴承套圈整形加工方法.pdf
本发明属于热处理技术领域,提出一种高温轴承钢制轴承套圈的整形加工方法。提出的一种高温轴承钢制轴承套圈的整形加工方法的具体步骤为:淬火、整形、第一次回火,第一次高温回火温度540℃,回火时间2‑2.5h;测量、整形、冷处理和第二次回火:将顶形后的套圈进行在‑75℃的温度下进行冷处理,冷处理时间为2‑2.5h,然后第二次回火:第二次回火温度为540℃,时间为2‑2.5h;出炉冷至室温,拆除整形工具,把整形后的套圈再进行第三次回火,回火温度为540℃,时间为2‑2.5h;再次测量变形,将合格品移交下工序,若仍有

一种自润滑舵机滚轮加工工艺.pdf
本发明涉及一种自润滑舵机滚轮加工工艺。本发明将卡套卡入至铜套上下表面的凹槽之内,两卡套采用套接的结构形式实现配合,卡套安装完毕后,往卡套内通入热介质,然后将所述铜套放入容器中,此时铜套外表面在液氮中被快速冷却;在铜套内表面及上下表面一部分在卡套的阻隔下以及卡套内热介质的作用下会抵消一部分的热变形,从而尽可能降低铜套内表面的变形,再者由于容器的结构,使得卡套和液氮接触的面积降低,进一步降低了铜套内表面的变形。
一种降低套圈渗碳后表面硬度的高温回火工艺.pdf
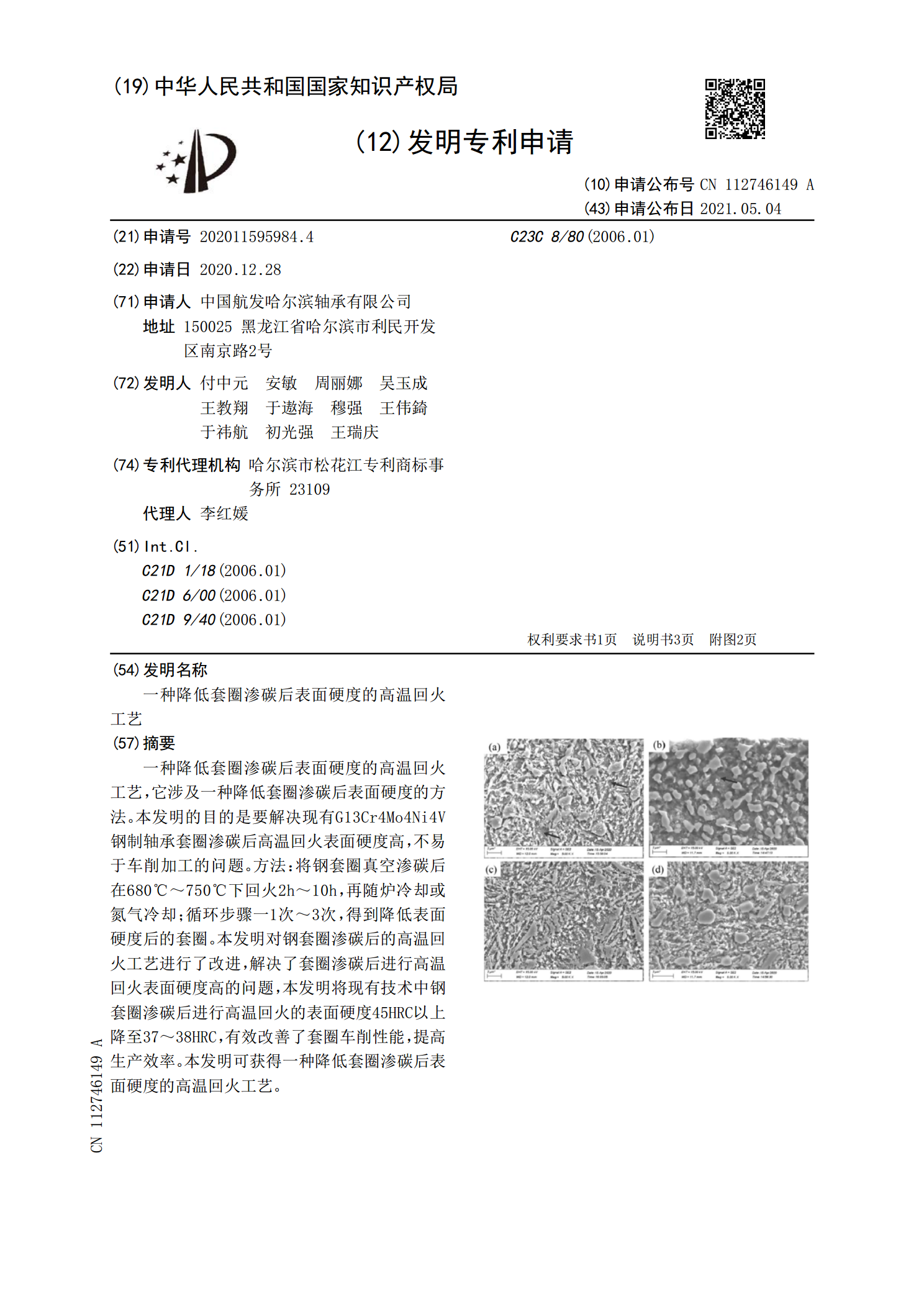
一种降低套圈渗碳后表面硬度的高温回火工艺,它涉及一种降低套圈渗碳后表面硬度的方法。本发明的目的是要解决现有G13Cr4Mo4Ni4V钢制轴承套圈渗碳后高温回火表面硬度高,不易于车削加工的问题。方法:将钢套圈真空渗碳后在680℃~750℃下回火2h~10h,再随炉冷却或氮气冷却;循环步骤一1次~3次,得到降低表面硬度后的套圈。本发明对钢套圈渗碳后的高温回火工艺进行了改进,解决了套圈渗碳后进行高温回火表面硬度高的问题,本发明将现有技术中钢套圈渗碳后进行高温回火的表面硬度45HRC以上降至37~38HRC,有效