
一种高温轴承钢制轴承套圈整形加工方法.pdf

努力****元恺


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高温轴承钢制轴承套圈整形加工方法.pdf
本发明属于热处理技术领域,提出一种高温轴承钢制轴承套圈的整形加工方法。提出的一种高温轴承钢制轴承套圈的整形加工方法的具体步骤为:淬火、整形、第一次回火,第一次高温回火温度540℃,回火时间2‑2.5h;测量、整形、冷处理和第二次回火:将顶形后的套圈进行在‑75℃的温度下进行冷处理,冷处理时间为2‑2.5h,然后第二次回火:第二次回火温度为540℃,时间为2‑2.5h;出炉冷至室温,拆除整形工具,把整形后的套圈再进行第三次回火,回火温度为540℃,时间为2‑2.5h;再次测量变形,将合格品移交下工序,若仍有

一种L型高温轴承套圈成型方法.pdf
本发明一种L型高温轴承套圈成型方法涉及轴承套圈成型方法,具体涉及一种L型高温轴承套圈成型方法,包括以下步骤:将高温轴承棒材加热,运用挤压成型技术锻造成管材后,空冷,保温1h‑3h,后炉冷至室温;对挤压管材在室温下切割,将切割后的试样加热进行轴向闭式辗压成型锻造,轴向闭式辗压成型锻造后空冷至室温,形成轴承套圈半成品;进行加工至要求尺寸,使其尺寸满足L型轴承套圈的使用,形成轴承套圈成品。本发明在管材成型的步骤中以退火代替原有的冷却方式,降低硬度,改善切削性能,调整组织,为下一步的室温切割做好准备,并且相对于传

一种轴承套圈锻件加工温控方法.pdf
本发明涉及一种轴承套圈锻件加工温控方法,属于轴承套圈技术领域。主要技术方案如下:一种轴承套圈锻件加工温控方法,将轴承套圈锻件放到燃烧炉加热后,使用电液锤锻打、冲孔再转到液压机扩孔完毕后,进燃烧炉二次加热、保温,最后到辗环机。所述燃烧炉加热,温度达到1150‑1200℃;所述燃烧炉二次加热,温度达到1150‑1200℃,且保温2.5‑3小时,制成轴承套圈锻件的温度800‑900℃。本发明温度合理、有效,保证锻件在辗套圈时的质量,避免出现烂料、废料。锻件再辗成轴承圈,合格率达100%。

一种低碳高合金钢制轴承套圈的热加工方法.pdf
一种低碳高合金钢制轴承套圈的热加工方法,本发明涉及一种低碳高合金钢制轴承套圈的热加工方法。本发明的目的是为了解决现有航空轴承材料不能满足350℃以上高温集成化轴承性能要求的问题。本发明方法为:将低碳高合金钢加工成待渗碳的轴承套圈,然后放入真空渗碳炉内,抽真空、加热、低温脉冲渗碳、加热扩散、高温脉冲渗碳、气冷出炉,得到渗碳后的套圈;再去应力退火、机械加工以及淬火、冷处理和回火循环。经过本工艺方案加工的轴承套圈,工作表面硬度可控制在60~69HRC,渗层深度可达0.3~3.0mm,心部硬度可达48~54HRC
精加工轴承套圈的方法.pdf
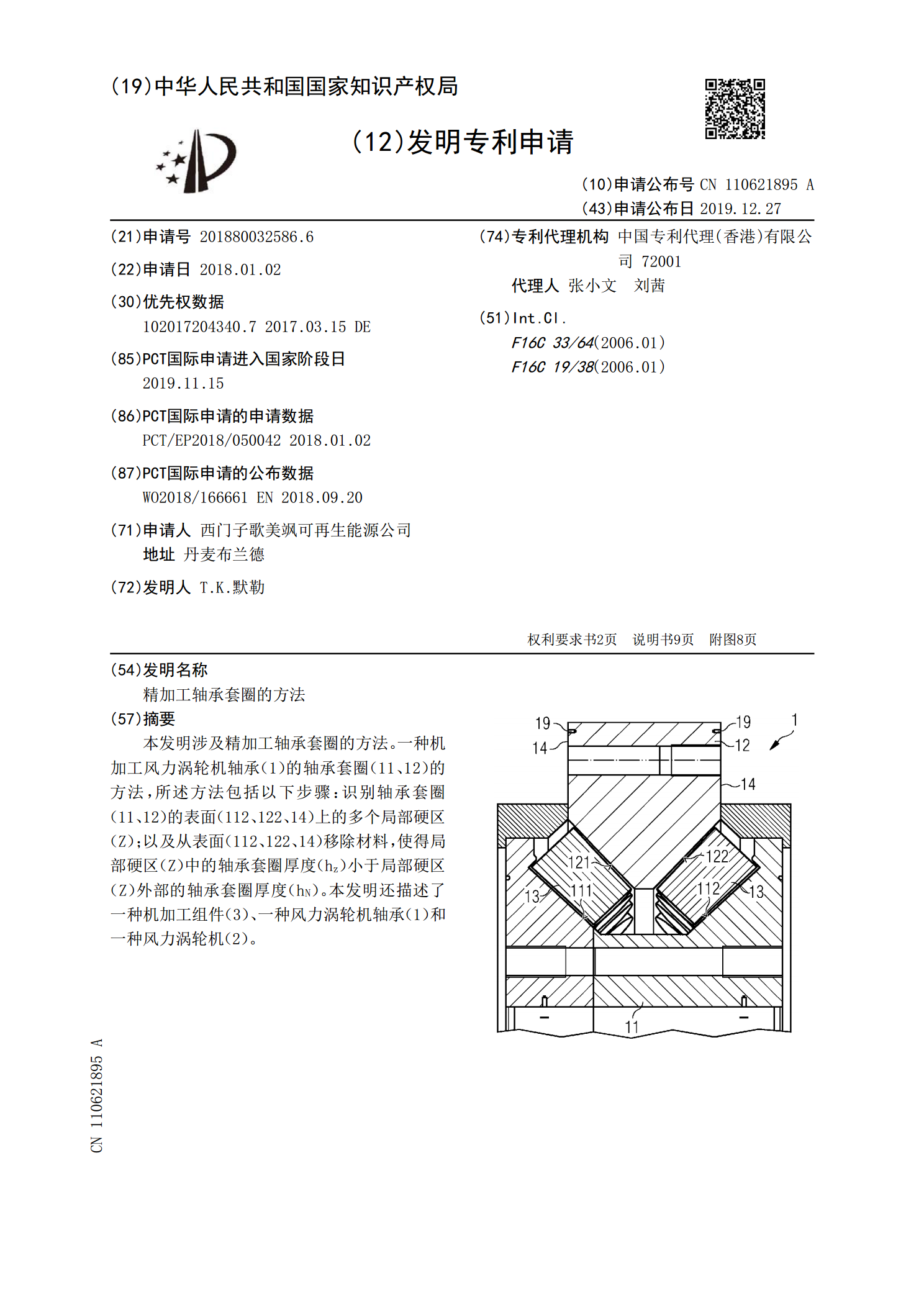
本发明涉及精加工轴承套圈的方法。一种机加工风力涡轮机轴承(1)的轴承套圈(11、12)的方法,所述方法包括以下步骤:识别轴承套圈(11、12)的表面(112、122、14)上的多个局部硬区(Z);以及从表面(112、122、14)移除材料,使得局部硬区(Z)中的轴承套圈厚度(h