
双注塑滚轮加工工艺.pdf

秀华****魔王

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双注塑滚轮加工工艺.pdf
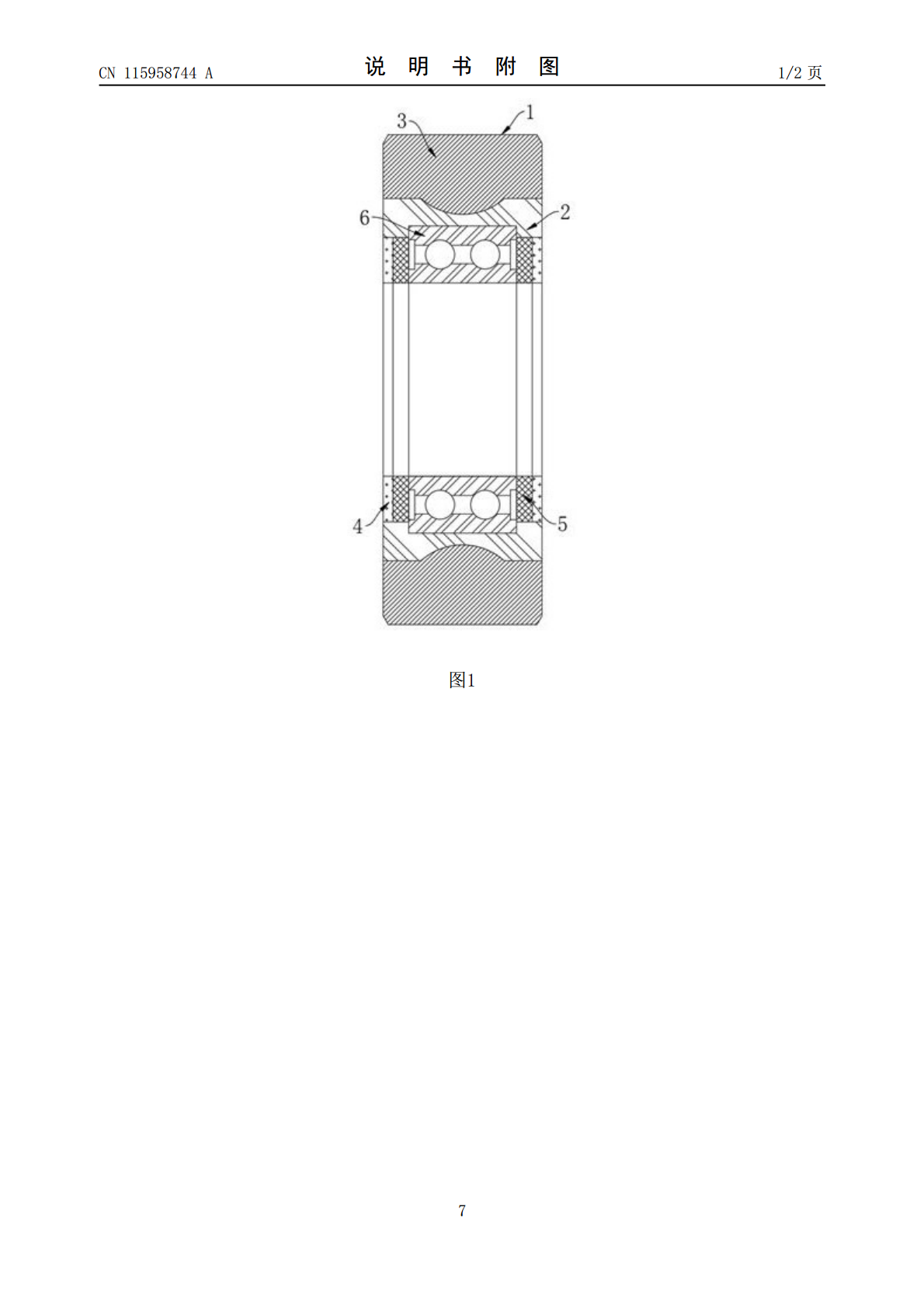
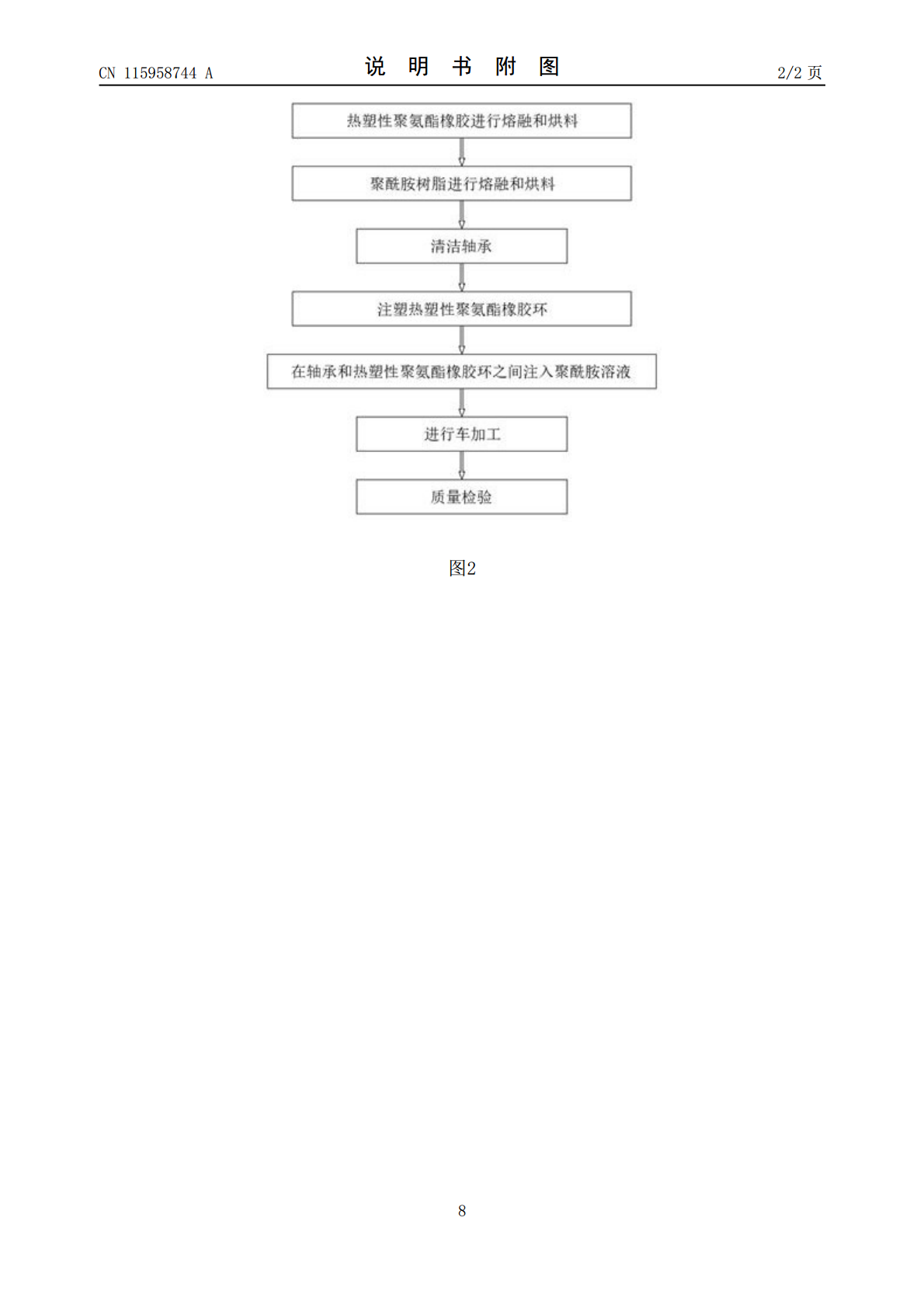
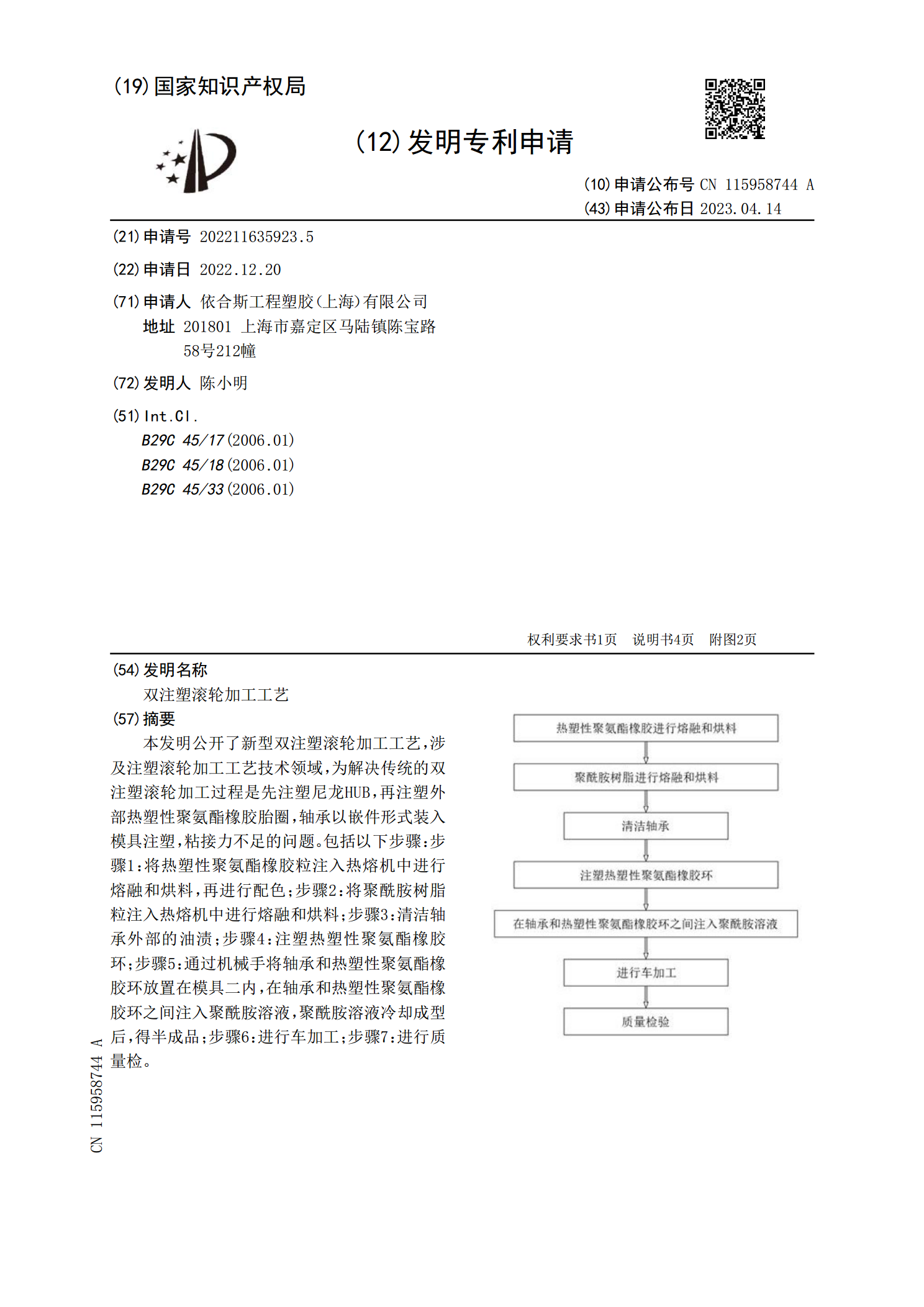
本发明公开了新型双注塑滚轮加工工艺,涉及注塑滚轮加工工艺技术领域,为解决传统的双注塑滚轮加工过程是先注塑尼龙HUB,再注塑外部热塑性聚氨酯橡胶胎圈,轴承以嵌件形式装入模具注塑,粘接力不足的问题。包括以下步骤:步骤1:将热塑性聚氨酯橡胶粒注入热熔机中进行熔融和烘料,再进行配色;步骤2:将聚酰胺树脂粒注入热熔机中进行熔融和烘料;步骤3:清洁轴承外部的油渍;步骤4:注塑热塑性聚氨酯橡胶环;步骤5:通过机械手将轴承和热塑性聚氨酯橡胶环放置在模具二内,在轴承和热塑性聚氨酯橡胶环之间注入聚酰胺溶液,聚酰胺溶液冷却成型

滚轮PU注塑与金属粘合生产工艺.pdf
本发明提供滚轮PU注塑与金属粘合生产工艺,其特征在于:包括如下步骤:电梯滚轮金属件冲沙处理;使用超声波清洗机对电梯滚轮金属件清洗;在电梯滚轮金属件上涂上粘合剂;将电梯滚轮金属件放入烘箱加温至120度,保持两小时;将聚氨酯粒子放入注塑机,将聚氨酯粒子加热到90度;将注塑机中的模具加热到100度;将电梯滚轮金属件放入注塑机的模具中;以注塑机进行一次性成型注塑;硫化。本发明的有益之处在于:将现有的浇注工艺在电梯滚轮金属件上附着聚氨酯层改为注塑工艺在电梯滚轮金属件上附着聚氨酯层,从而节省了在模具中加入配料、搅拌配

一种轴承钢双硬度滚轮套圈加工工艺.pdf
本发明涉及一种轴承钢双硬度滚轮套圈加工工艺,主要包括下料、压力机锻造、球化退火、车削加工、淬火、回火和磨削成型七大工艺步骤,其中淬火、回火工艺由套圈淬火、高温回火、套圈滚道淬火、套圈滚道回火构成,先对滚轮套圈进行淬火;然后进行高温回火,温度范围在500℃-530℃之间,回火后套圈的表面硬度在HRC?30-40;再进行滚轮套圈的滚道淬火,淬火温度范围在900℃-950℃;最后对滚轮套圈进行回火,滚道表面硬度达到HRC58-62。具有良好的缓冲性能,耐冲击,使用寿命长。

微注塑模具加工工艺-.doc
微注塑模具加工工艺公布时间:2004-3-2014:51:39浏览数:2除了注塑机本身,造模技术对微注塑生产的成败举足轻重,且与生产周期及用料的优化程度息息相关。本文原载自Kunststoffeplasteurope杂志,作者为奧地利的,Dornbirn直至现在,微注塑机造模技术之发展仍主要依据采纳极小螺径(例如14mm)和极轻钳压(例如15吨)的传统注塑机。然而,相对於微小的注塑件来说,机械恶劣的计量准确性和颇大的最小喷注量,常常引来庞大的流道分支问题。而直至最近,塑料制品加工商才真正可以在微型工件注塑

零(部)件注塑加工工艺卡.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:公司零(部)件注塑加工工艺卡产品型号零(部)件图号产品名称零(部)件名称材料名称材料牌号材料颜色每台零件毛重零件净重消耗定额注塑形成时间件数设备注射机注射成形工艺料筒温度第一段℃至℃闭模s模具编号第二段℃至℃注塑s型腔数量第三段℃至℃保压s附件第四段℃至℃冷却s第五段℃至℃启模s喷嘴℃至℃总时间s总高mm压力注射Mpa模温℃至℃顶出高mm保压Mpa螺杆类型图号